 行列机制瓶缺陷与模具的关系
行列机制瓶缺陷与模具的关系

《行列机制瓶缺陷与模具的关系》由会员分享,可在线阅读,更多相关《行列机制瓶缺陷与模具的关系(8页珍藏版)》请在装配图网上搜索。
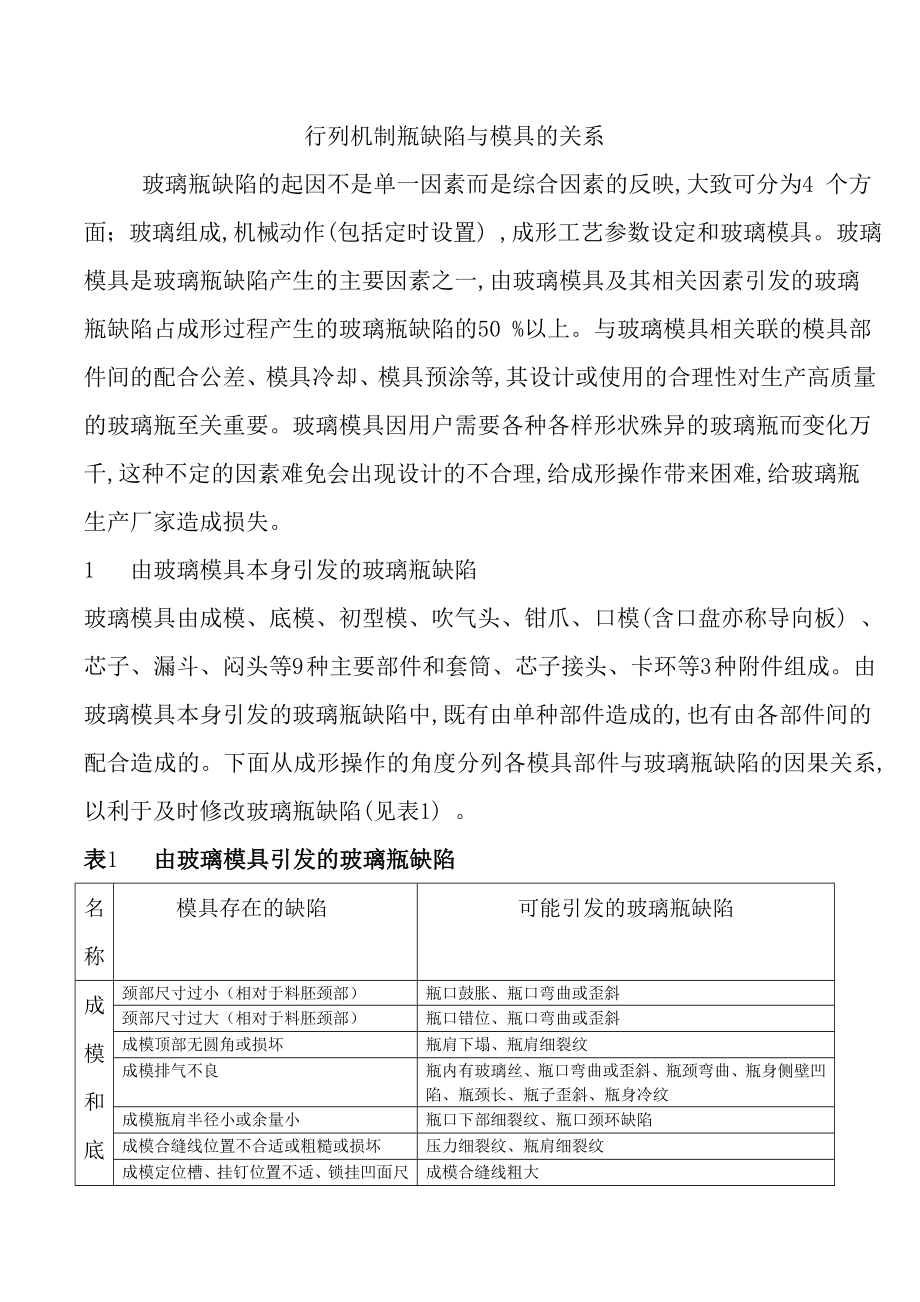
1、 行列机制瓶缺陷与模具的关系玻璃瓶缺陷的起因不是单一因素而是综合因素的反映,大致可分为4 个方面;玻璃组成,机械动作(包括定时设置) ,成形工艺参数设定和玻璃模具。玻璃模具是玻璃瓶缺陷产生的主要因素之一,由玻璃模具及其相关因素引发的玻璃瓶缺陷占成形过程产生的玻璃瓶缺陷的50 %以上。与玻璃模具相关联的模具部件间的配合公差、模具冷却、模具预涂等,其设计或使用的合理性对生产高质量的玻璃瓶至关重要。玻璃模具因用户需要各种各样形状殊异的玻璃瓶而变化万千,这种不定的因素难免会出现设计的不合理,给成形操作带来困难,给玻璃瓶生产厂家造成损失。1 由玻璃模具本身引发的玻璃瓶缺陷玻璃模具由成模、底模、初型模、吹
2、气头、钳爪、口模(含口盘亦称导向板) 、芯子、漏斗、闷头等9 种主要部件和套筒、芯子接头、卡环等3 种附件组成。由玻璃模具本身引发的玻璃瓶缺陷中,既有由单种部件造成的,也有由各部件间的配合造成的。下面从成形操作的角度分列各模具部件与玻璃瓶缺陷的因果关系,以利于及时修改玻璃瓶缺陷(见表1) 。表1 由玻璃模具引发的玻璃瓶缺陷名称模具存在的缺陷可能引发的玻璃瓶缺陷成模和底模颈部尺寸过小(相对于料胚颈部)瓶口鼓胀、瓶口弯曲或歪斜颈部尺寸过大(相对于料胚颈部)瓶口错位、瓶口弯曲或歪斜成模顶部无圆角或损坏瓶肩下塌、瓶肩细裂纹成模排气不良瓶内有玻璃丝、瓶口弯曲或歪斜、瓶颈弯曲、瓶身侧壁凹陷、瓶颈长、瓶子歪
3、斜、瓶身冷纹成模瓶肩半径小或余量小瓶口下部细裂纹、瓶口颈环缺陷成模合缝线位置不合适或粗糙或损坏压力细裂纹、瓶肩细裂纹成模定位槽、挂钉位置不适、锁挂凹面尺寸过小、纵向上下两端变形成模合缝线粗大文字标识处理不当、字形与成模开间隙不符瓶口颈环缺陷、瓶底细裂纹、成模合缝线粗大成模尺寸不适或散热设计不良瓶身侧壁鼓胀、瓶身侧壁凹陷、瓶颈长、瓶子歪斜、瓶身冷纹模底过大或过重瓶底厚模底底凹设计不合理或脏瓶底不稳初模设计不当或内腔形状不适瓶身内有玻璃丝、瓶身侧壁凹陷、瓶口直裂纹、瓶颈弯曲、瓶肩薄、瓶身侧壁鼓胀、瓶身搓板纹、瓶口不足、瓶颈撕裂、瓶底薄、瓶底厚、托擦印、装料印、刷子印、皱纹、玻璃分布不均、瓶子歪斜肩
4、部过小瓶肩薄颈部尺寸过大(与成模颈部相比)瓶口下部细裂纹、瓶颈缩窄、瓶底偏初模合缝线磨损、纵向变形、合缝椭圆瓶颈缩窄、闷头印、初模合缝线粗大初模内腔表面粗糙瓶颈身脏初模与闷头配合不良或延伸间隙过度闷头印、闷头印偏、瓶底偏、瓶子裂、瓶底合缝线毛刺、瓶底细裂纹初模与口模配合不良瓶口口模合缝线毛刺、口模和初模之间的合缝线毛刺口模结合面磨损瓶口口模合缝线毛刺、瓶口下部细裂纹、瓶口直裂纹尺寸过大或不合理瓶口直裂纹、瓶口细裂纹、瓶口不足、瓶口鼓胀脏、油垢、表面粗糙瓶口不足、瓶口口模合缝线毛刺、瓶口粗糙、瓶口细裂纹维修不当瓶口椭圆口模内半径小(相对于芯子)瓶口微裂纹、瓶口下部细裂纹制造原因(不同心)瓶口弯曲
5、或歪斜材质不良瓶口粗糙配合不良(与口环、套筒、芯子、初模)瓶口颈环缺损、瓶口破损、瓶口错位、瓶口细裂纹、瓶口口模合缝线毛刺、瓶口口模与初模合缝线毛刺、瓶口下撕裂、瓶颈撕裂芯子芯子设计不正确(尺寸不合理太长太尖直径小)瓶口直裂纹、瓶底薄、瓶口内颈窄、瓶口内表面凹陷、玻璃分布不良、芯子痕、瓶口有毛刺芯子脏瓶口内部细裂纹、瓶口不足、瓶口内表面凹陷材质不良黑点、瓶底有突尖吹气头有效高度太浅瓶口直裂纹、瓶口微裂纹、瓶口弯曲或歪斜、瓶颈弯曲、瓶口鼓胀有效高度太深瓶肩下塌、瓶口直裂纹、瓶口微裂纹排气不畅或不平衡瓶口鼓胀、瓶口椭圆、瓶肩下塌、瓶身冷纹吹气头与成模不同心瓶口错位钳爪余量小(过紧、直径小)瓶口微裂
6、纹、瓶口内颈窄、瓶口下部细裂纹、瓶口椭圆材质不良瓶口下部细裂纹(与玻璃瓶接触的地方)变形(不成直角)瓶口椭圆、瓶颈弯曲漏斗尺寸小瓶口不足、刷子印、装料印、托擦印尺寸不合适瓶身薄、皱纹脏瓶身搓板纹闷头设计不合适(直径和高度)闷头印、瓶底粘附玻璃屑过大或过重瓶底厚闷头与初模配合处畸形闷头印2 玻璃模具的冷却与玻璃瓶缺陷玻璃瓶的成形过程是一个逐渐降温的过程,适度地施以玻璃模具的冷却是成形控制的重要环节。冷却不足或冷却过度或冷却位置不合理均可引发各类玻璃瓶缺陷。欲求高质量的玻璃瓶和理想的合格率,必须重视和研究玻璃模具的冷却。缘于玻璃模具冷却而产生的玻璃瓶缺陷分为两种情形,其一为冷却不足导致玻璃模具温度
7、高;其二为冷却过度导致玻璃模具温度低。2. 1 玻璃模具温度高(玻璃模具冷却不足) 引发的玻璃瓶缺陷瓶口不足、瓶口内颈窄、瓶底细裂纹、瓶壁薄、瓶底粘附玻璃屑、瓶底有突尖(压吹法时冲头过热) 、瓶口鼓胀、瓶口椭圆、瓶口粗糙、瓶口弯曲或歪斜、瓶颈弯曲、瓶颈长、瓶口内表面凹陷、瓶肩细裂纹、瓶肩细裂纹、瓶肩薄、热细裂纹、合缝线细裂纹、合缝线粗大、瓶身内有玻璃丝、瓶身侧壁凹陷、瓶身侧壁鼓胀、瓶身搓板纹、瓶底厚、瓶底不稳、闷头印、皱纹、瓶子歪斜、瓶子脏、再生气泡。2. 2 玻璃模具温度低(玻璃模具冷却过度) 引发的玻璃瓶缺陷瓶口直裂缝(压吹法时口模过冷) 、瓶口细裂纹、瓶口下部细裂纹、瓶底细裂纹、瓶口内部
8、细裂纹、瓶颈脏、瓶肩下塌、瓶身内有玻璃丝、瓶身冷纹、瓶底薄、瓶子裂、装料印、拖擦印、玻璃分布不良。3 玻璃瓶成形过程中与玻璃模具有关的几个问题3. 1 玻璃模具的配合公差玻璃模具有良好的配合公差可使玻璃模具在成形过程中减少掉模而碰磕和初模、成模、口模打不开、芯子上下不灵活及各模具部件配合不良的机会,又可避免大批玻璃瓶缺陷的产生。下列3 个模具各部件组的配合公差(单位均为mm) 供玻璃模具设计者和玻璃模具维修者在设计和检查时参考。成模、吹气头、模底组配合公差(如图1)图1 成模、吹气头、模底组配合公差3. 2 玻璃模具的冷却玻璃模具的冷却历经水冷、风冷,又演进为垂直气流冷却。目前,成形时玻璃模具
9、冷却仍以风嘴式风冷为主,且此种冷却方式也较为经济实用。“冷却最需要冷却的部位”是成形操作过程中对玻璃模具冷却应掌握的基本则。初模的上方和成模的下方要强制冷却,而初模的颈部有时需要减少或避免冷却甚至施以保温措施。在使用压吹法生产时,冲头和口模的冷却比较关键。端肩的瓶型和长颈的瓶型在肩部和颈部的适当位置施以冷却。特种玻璃瓶的冷却应以特殊方式进行。一般初模的冷却相对要小,成模的冷却相对较大。为使玻璃模具得到理想的冷却,避免因冷却过度或不足而产生玻璃瓶缺陷,采用槽型风嘴与孔型风嘴混合使用的方式,使需强制冷却的部位风量大,不需冷却的部位风量小。在双滴料或三滴生产时,使用特制的风嘴使里外模或前中后模的冷却
10、量相近。根据玻璃瓶成形操作的多年实践经验,笔者总结出玻璃模具冷却的通用原则:吹吹法生产玻璃瓶时,初形侧的冷却位置在从初模上平面以下5075mm 处为必加吹风口部位,成形侧的冷却位置在从成模下平面以上2550mm 处为必加吹风口位置。压吹法生产玻璃瓶时,除沿用吹吹法的上述原则外,在初形侧增加的冷却位置在以不妨碍初模开的调节高度处设异型加长吹口风嘴为宜;在成形侧增加的冷却位置在以不妨碍成模开的高度处设压帽型加长吹口风嘴为宜。这是压吹法生产时为防止口部变形所必须的冷却方式。必须特别指明的是:上述的冷却位置要根据模具安装于抱钳后的位置,再调整风嘴垫的位置达到所需要的高度。玻璃模具的冷却灵活多变,应视具
11、体情形具体对待,在全面分析玻璃瓶缺陷的整体性和个别性后施以正确的冷却方式,施加适度的冷却风风压和冷却风风量。尽管在玻璃瓶的成形过程中玻璃模具需要冷却,但在更换模具时应对模具进行预热与之并不相矛盾,这样可以缩短玻璃模具达到成形温度制度时的时间,减少不必要的损失。玻璃模具预热炉的使用正在日益推广普及。3. 3 玻璃模具预涂随着制瓶机成形速度的不断提高和对高质量玻璃瓶的要求,玻璃瓶生产厂家对成形过程的系统润滑予以了高度重视。伴随制瓶机的湿法喷油润滑被干法涂层润滑所代替,起初仅在初模、口模进行而发展到在初模、口模、成模三大模具部件上均实施玻璃模具预涂。玻璃模具预涂机理同衬碳模(即模腔壁有碳质涂层的模具
12、) 有异曲同工之妙。衬碳模是用来生产异形玻璃制品的。衬碳模一般的制作过程如下:将桐油或清漆涂在模型的腔壁上,再撒上细的软木粉,在250300 的温度下烘干即成。或将极细的碳粉与干性油混合涂在模型的腔壁上,先用红热玻璃吹制,使之碳化光滑。在使用衬碳模时往往浇水冷却衬碳层,可使料泡与模腔间产生气垫,利于料泡旋转,使制品表面光滑。实施玻璃模具预涂的过程较衬碳模的制作更为简单,这种玻璃模具预涂的关键在于选准玻璃模具预涂涂料和使用喷敷均匀的喷枪。烟台NFO 特种润滑剂有限公司的玻璃模具预涂涂料可供玻璃瓶生产厂家选用。新加工的玻璃模具或修复清洗后的玻璃模具,采用喷射式喷枪将润滑剂在冷态常温下或稍加热后均匀
13、地喷敷在模具腔壁,一般反复进行35 次,然后,在200300 的温度下烘干或送入模具预热炉烘烤待用。玻璃模具实施涂料预涂不仅能保护模具延长使用寿命,而且上机后能迅速达到成形温度要求,减少损失,又使手工进行涂料润滑的周期延长,更为重要的是玻璃瓶外观光洁度高,有利于产品质量的提高。4 结论玻璃模具的设计必须与实际生产并重,将生产中大量的经验值应用于设计中,尤其在初模、芯子等模具的设计和改进中。只有建立在此基础上的玻璃模具设计才是成熟的设计技术。玻璃模具的冷却在玻璃成形过程中应不断调整变更,直至冷却方式、冷却位置和冷却风量满足特定的成形需要。玻璃模具预涂应大力推广应用,此举不仅有助于提高玻璃瓶的质量,更可降低生产成本,为玻璃瓶生产厂家带来经济效益。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2020【企业咨询】行业前景分析投资调研课件
- 2020、6《民法典》资深律师解读宣讲课件
- 2020《推广普通话主题班会》课件
- 1205史剑波《纪昌学射》教学ppt课件
- 1981-1990诺贝尔生理或医学奖课件
- 2020【CDMO】行业前景分析投资调研课件
- 2020-2021年A股投资策略报告课件
- 2020【自助售货机】行业前景分析投资调研课件
- 刘姥姥进大观园PPT部编版9上课件
- 2020-2021年创新说课大赛获奖作品:教师说课比赛:等差数列课件
- 婚姻家庭与继承法课件
- 2020-2021年85、95后宝妈人群洞察课件
- 青少年的同伴关系
- 2020-2021年创新说课大赛获奖作品:教师说课比赛:等差数列的前n项和课件
- 青少年用眼健康知识讲解
