 精益管理专业术语
精益管理专业术语

《精益管理专业术语》由会员分享,可在线阅读,更多相关《精益管理专业术语(4页珍藏版)》请在装配图网上搜索。
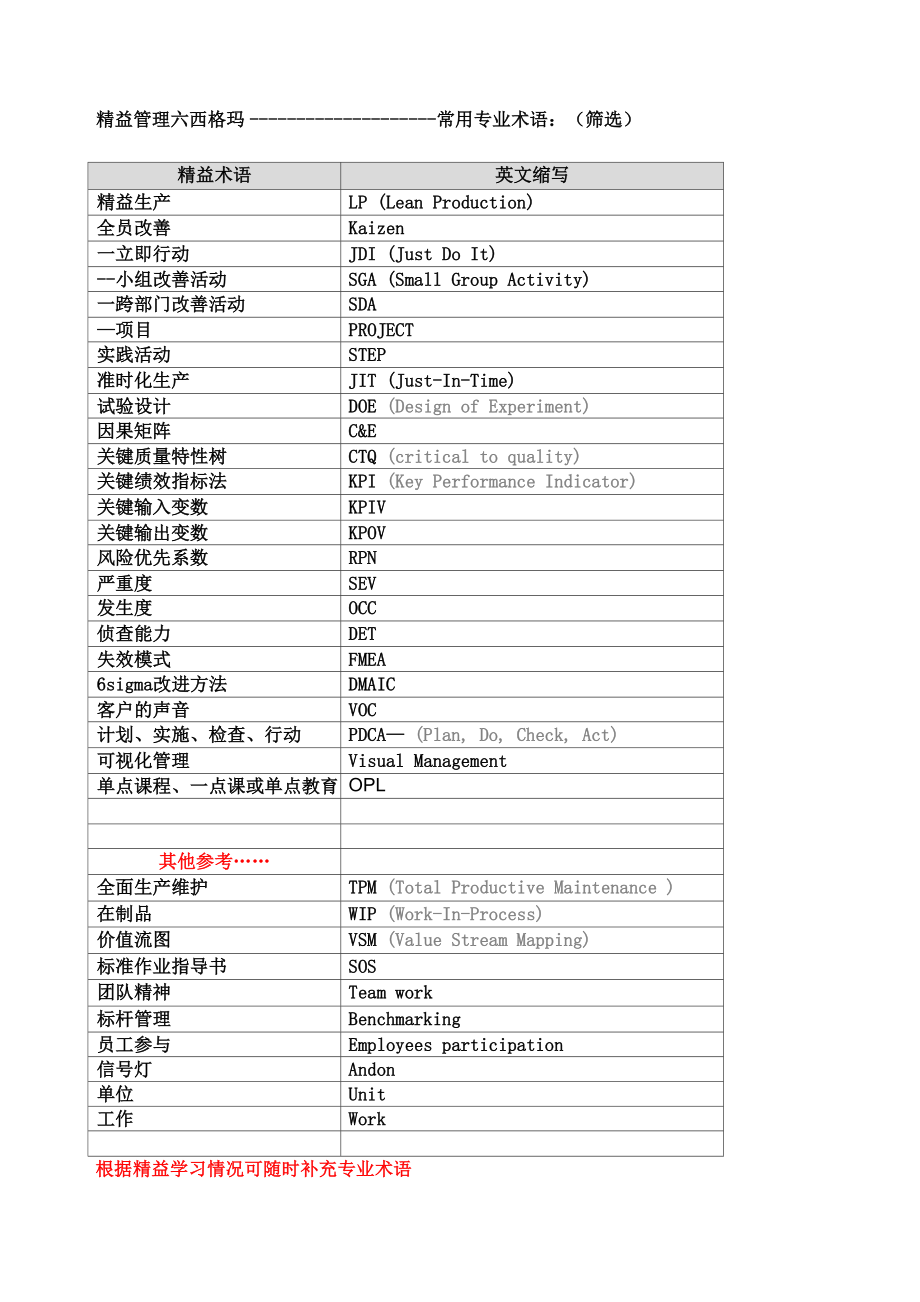
1、精益管理六西格玛常用专业术语:(筛选)精益术语英文缩写精益生产LP (Lean Production)全员改善Kaizen一立即行动JDI (Just Do It)-小组改善活动SGA (Small Group Activity)一跨部门改善活动SDA项目PROJECT实践活动STEP准时化生产JIT (Just-In-Time)试验设计DOE (Design of Experiment)因果矩阵C&E关键质量特性树CTQ (critical to quality)关键绩效指标法KPI (Key Performance Indicator)关键输入变数KPIV关键输出变数KPOV风险优先系数R
2、PN严重度SEV发生度OCC侦查能力DET失效模式FMEA6sigma改进方法DMAIC客户的声音VOC计划、实施、检查、行动PDCA (Plan, Do, Check, Act)可视化管理Visual Management单点课程、一点课或单点教育OPL其他参考全面生产维护TPM (Total Productive Maintenance )在制品WIP (Work-In-Process)价值流图VSM (Value Stream Mapping)标准作业指导书SOS团队精神Team work标杆管理Benchmarking员工参与Employees participation信号灯Ando
3、n单位Unit工作Work根据精益学习情况可随时补充专业术语什么是六西格玛西格玛(大写,小写。)是希腊文的字母,其小写绐”在统计学中称为标准差。在 六西格玛方法中,用来表示过程的质量水平,其中4a =6210 /百万,5a =230/百万,6a =3.4/百万。一般企业的产品瑕疵率大约是34a,以4a而言,相当于每一百万个机会里 有6210次误差。如果企业不断改进流程,达到6a的程度,即在一百万个机会里只找得出 3.4个瑕疵,这样的绩效巳经近于完美。六西格玛作为流程改进方法论,最早是由摩托罗拉公司的比尔史密斯于1986年提出, 于20世纪90年代通过通用电气公司的实践得以发展和完善。它通过精确
4、的数理统计和分析, 找出影响质量的因素并解决问题,力求使产品和服务的质量接近6 a水平。随着实践的经验积累,六西格玛现在己不仅仅是一个衡量业务流程能力的标准和业务流 程优化方法,而是已经衍生成一套成体系的管理哲学,为企业提高绩效提供了一套行之有效 的方法,因此为世界各地越来越多的现代企业所采用,并逐渐从制造业、服务业拓展到医院 和政府部门。实施六西格玛管理的好处主要表现在以下几个方面: 提升企业管理能力提升企业产能增加财务收益节约企业运营成本提高顾客满意度改进服务水平形成积极向上的企业文化Five Whys (五个为什么”)当遇到问题的时候,不断重复问“为什么”,目的要发现隐藏在表面下的问题根
5、源。例 如,一个关于机器故障停机的例子:1. 为什么机器停止工作?机器超负荷运转导致保险丝烧断了。2. 为什么机器会超负荷运转?没有能够对轴承进行充分的润滑3. 为什么没有给轴承充分的润滑?润滑油泵泵送不足4. 为什么泵送不足?润滑泵的转轴过于陈旧,甚至受损发出了 “卡嗒卡嗒”的响声。5. 为什么转轴会破旧受损?由于没有安装附加滤网,导致金属碎屑进入了油泵。如果没有反复的追问“为什么”,操作员可能只会简单的更换保险丝或者油泵,而 机器失效的情况仍会再次发生。“五”并不是关键所在,可以是四,也可以是六、七、八 关键是要不断的追问,直到发现并消除掉问题的根源。参见:Kaizen (改进);Plan
6、 (计划),Do (实施),Check (检查),Act (行动)5S管理:五个都以“S”开头的相关术语,用来描述可视化控制,及精益生产的现场操作。在日 语里这五个术语是:整理(Seiri):从必要的项目?一一工具,零件,材料,文件中分离,并丢弃那些不必 要的东西整顿(Seiton):整洁地布置工作区域,把所有东西放到它们应该在的位置上清扫(Seiso):打扫与清洗清洁(Seitetsu):常规性的执行前三个S所导致的清洁纪律(Shitsuke):执行前四个S的纪律Seven Wastes (七种浪费)把大规模制造方法的浪费划分成七个主要类别:1. 过量生产:制造多于下一个工序,或是顾客需求的
7、产品。这是浪费形式中最严重的一种, 因为它会导致其它六种浪费2. 等待:在生产周期中,操作员空闲的站在一旁;或是设备失效;或是需要的零部件没有运到等3. 搬运:不必要的搬运零件和产品,例如两个连续的生产工序,将产品在完成一个工序后, 先运到仓库,然后再运到下一个工序。较理想的情况是让两个工序的位置相邻,以便使产品 能够从一个工序立即转到下一个工序4. 返工:进行不必要的修正加工,通常是由于选用了较差的工具或产品缺陷而导致5. 库存:现有的库存多于拉动系统所规定的最小数量6. 操作:操作员所作的没有增值的动作,例如找零件,找工具、文件等7. 不良品:检查,返工,和废品四M : Four Ms 生
8、产系统为顾客创造价值的4个M。前三个M代表资源,第四个M指使用资源的方法。在一个精益系统中,这四个M表示:-材料(Material)无缺陷或短缺-机器(Machine)无损坏,缺陷,或是计划外的停机-人(Man)良好的工作习惯,必要的技能,准时,无旷工-方法(Method)标准化的工序,维护,以及管理。精益生产管理其他术语实施改变的领导者Change Agent精益生产项目经理Lean project manager改善模板Kai zen Template改善研习会Kaizen Workshops精益生产推进办公室 Kaizen promotion office精益项目报告 LPR(Lean
9、Project Report)同步生产系统BSP系统加工群 Process Village生产分析板(问题解决板)Production Analysis Board生产控制 Production Control生产准备过程3P (Producti on Preparation Process)标准库存 Standard Inventory自动化Jidoka标准化操作 Standardized Work标准化操作表 Standardized Work Chart标准化操作组合表 Standardized Work Combination Table产品系列矩阵 Product Family Ma
10、trix政策实施 Policy Deployment为每个产品做计划PFEP (Plan For Every Part)单位制造时间Pitch(产品的)先进先出 FIFO (First In, First Out)停工期Downtime节拍时间 Takt Time库存超市 Supermarket库存超市拉动系统Supermarket Pull System拉动生产 Pull Production库存 Inventory检查 Inspection均衡化Heijunka流水线生产 Flow Production预防差错 Error-Proofing按订单制造Build-to-order均衡化 He
11、ijunka均衡销售Level Selling产品交付期 Production Lead Time订单交付期 Order Lead Time批量生产 Batch and Queue连续流生产flow production单件流 One-Piece Flow步接一步 Chaku-Chaku按订单制造Build-to-Order过量生产 Over production推动生产 Push Production自动停止生产线Automatic Line StopA3报告A3 Report :通常用图形把问题、分析、改正措施、以及执行计划囊括在一张大 的(A3)纸上。成品Finished Goods:已经加工完毕等待装运的产品。原材料Raw Materials:工厂里还没有加工的材料。安全库存Safety Stock:在任何工位上存放的货物(原材料,在制品,或成品),用来预防 因为上游工序生产能力不足,导致的缺货、断货的问题。通常也称为紧急库存。装运库存Shipping Stock:在价值流末端工厂的库房里,那些已经准备好可以随时下一次 出货的产品(这些库存通常是装运批量的一部分)。在制品WIP( Work-in-Process):工厂内各个工序之间的半成品。在精益系统里,标准的 在制品数量,是指能够保证价值流在生产单元内,平稳流动所需要的最少的数量。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
