 φ3×55m煅烧回转窑的设计计算及制造
φ3×55m煅烧回转窑的设计计算及制造

《φ3×55m煅烧回转窑的设计计算及制造》由会员分享,可在线阅读,更多相关《φ3×55m煅烧回转窑的设计计算及制造(2页珍藏版)》请在装配图网上搜索。
1、55m煅烧回转窑的设计计算及制造赵恒涛(山东冶金机械厂有限公司,山东淄博255064)摘要:文章针对回转窑内煅烧物料的运动特点,计算出工艺煅烧时间。通过对窑体回转力矩的分析,求得电机功率。并叙述了主要部件窑体的制造工艺及质量控制。关键词:回转窑;煅烧;回转力矩;制造工艺;质量控制1设备简介G x 55m煅烧回转窑是万吨级钛白生产装置中的重要设备, 是一种连续逆流式(热风流动方向与物料移动方向相反)直接加热 回转于燥器。具有:大量连续处理(年产量20kt/a,按3个工作 日计),适应被干燥物料性质的较大变化(人窑物料为偏钛酸,含 湿量55、60%),能使用高温热风(窑头温度10開。C,窑尾温度
2、450C)的特戟、0采用:提高人窑偏钛酸的固含量,利用真空 转鼓过滤机对偏钛酸进行脫水;控制因窑内微负压引人的冷空气 量,在下料口处设置液压双翻板下料阀;高温物料余热回收,冷却 转筒采用风冷间接换热,通过二次风机回收从冷却转筒来的热空气 送燃烧室的节能技术。2设计计算2性 能参数 规格:3 x 55m (窑体内径R x 长度L)转速:N=0.3r/min安 装倾角:仪:2. 292。生产量:2. 625t/h2. 2窑体临界转速:N,: 42一SC=35.5r/min 式中:Rc=1.4 窑体 有效半径显然,窑体转速小于临界 转速。2. 3物料平均轴向运动速度煅烧物料从人窑时的泥糊状到出料时的
3、粉末状,其运动轨迹 复杂多变,文献刂简化后分析认为:物料运动轨迹和速度主要受 窑体内径、转速、倾角等影响,也与物料休止角和充满角有关。 公式 U = 8TNRctgaxSimIJX( 1+0) /3SinOx巾产 3. 346 h 式 中:巧。,物料充满角之半巾,:095944,物料堆积所占弧度数(D: L25,物料与窑体壁相对运动影响因子2. 4工艺煅烧时间:t=l丿口=巧03h2 5生产时窑体总重量(1) 窑体筒本体加上箍圈、大齿圈等:GF1.47x106N(2) 窑体内所砌耐火砖重量:G2 :翦(R2 一 Rc2) LYI: 1.3 x 106N,式中:Yi =2. 6t/m3, 镁质耐
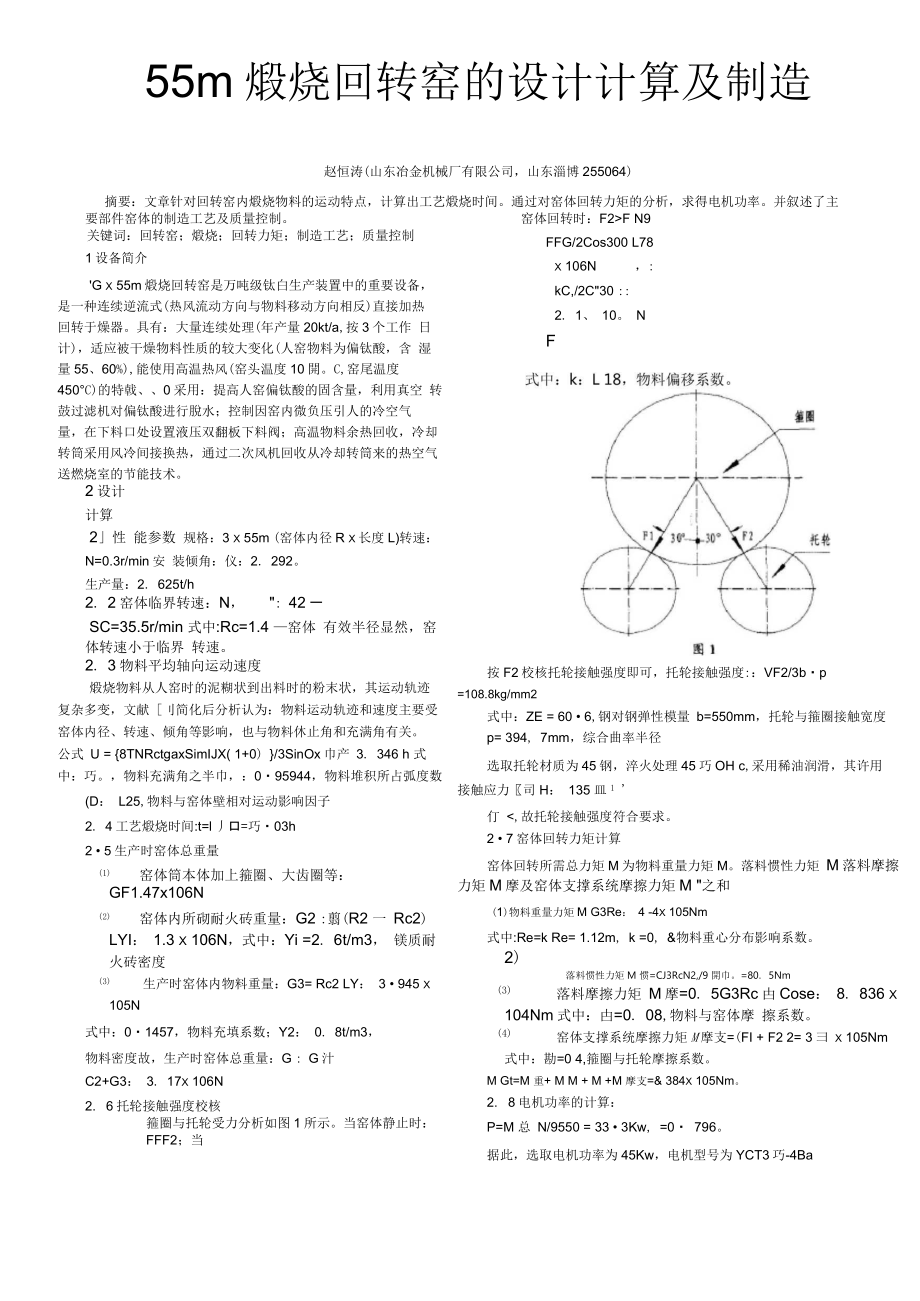
4、火砖密度(3) 生产时窑体内物料重量:G3= Rc2 LY: 3 945 x 105N式中:01457,物料充填系数;Y2: 0. 8t/m3,物料密度故,生产时窑体总重量:G : G汁C2+G3: 3. 17x 106N2. 6托轮接触强度校核箍圈与托轮受力分析如图1所示。当窑体静止时:FFF2;当窑体回转时:F2F N9FFG/2Cos300 L78x 106N,:kC,/2C30 :2. 1、 10。 NF按F2校核托轮接触强度即可,托轮接触强度::VF2/3bp =108.8kg/mm2式中:ZE = 60 6,钢对钢弹性模量 b=550mm,托轮与箍圈接触宽度p= 394, 7mm,
5、综合曲率半径选取托轮材质为45钢,淬火处理45巧OH c,采用稀油润滑,其许用 接触应力司H: 135 皿1 仃 ,故托轮接触强度符合要求。2 7窑体回转力矩计算窑体回转所需总力矩M为物料重量力矩M。落料惯性力矩 M落料摩擦力矩M摩及窑体支撑系统摩擦力矩M 之和(1)物料重量力矩M G3Re: 4 -4x 105Nm式中:Re=k Re= 1.12m, k =0, &物料重心分布影响系数。2)落料惯性力矩M惯=CJ3RcN2,/9開巾。=80. 5Nm(3) 落料摩擦力矩 M摩=0. 5G3Rc甴Cose: 8. 836 x 104Nm式中:甴=0. 08,物料与窑体摩 擦系数。(4) 窑体支
6、撑系统摩擦力矩M摩支=(FI + F2 2= 3彐 x 105Nm式中:勘=0 4,箍圈与托轮摩擦系数。M Gt=M 重+ M M + M +M 摩支=& 384x 105Nm。2. 8电机功率的计算:P=M 总 N/9550 = 33 3Kw, =0 796。据此,选取电机功率为45Kw,电机型号为YCT3巧-4Ba2. 9减速机型号及开式齿轮的确定选取一次减速机为 ZDH40-6.3-II,高速轴允许输人功率为 49 9Kw,速比 1=6. 5。选取二次减速机为ZSH40 一 7 一 I,高速轴允许输人功率为 30. 3Kw,速比 1=70. 63。为适应窑体直径和速比的要求,确定廾式齿轮
7、的参数如下:厶:7,Z2 = 52,m =30 3制造工因窑体长度为55m,考虑运输、安装方便,采取分段供货,现场组焊 的工艺方案。为保证窑体的制造质量,从材料制造组装T艺焊接工艺及无 损探伤等方面进行质量控制3 1材料控制-根据设计要求2,钢板、手工电焊用焊条、埋弧焊用焊丝、焊剂的化 学成分及力学性能必须符合有关国家标准。对钢板外形及表面检查合格后进 行喷砂除锈和涂漆防腐处理。3. 2制造组装工艺(1)窑体筒节下料精度控制与标记移植:窑体筒节下料精度是窑体 全面质量控制的第一步,必须将长度偏差控制在士 5mm,对角线长度偏差 控制在士 2mm。标记移植钢印全面、准确、清晰。(2)错边量控制:
8、对窑 体筒节等厚处焊接接头错边量按1/45控制,对不等厚处采取外侧单面削 工艺评定:认为焊接单位有能力制出符合设计要求的焊接接头。(2)窑体筒节焊接应力分析:根据有关文献卩,认为沿焊缝方 向的焊接应力为拉应力,垂直于焊缝方向的焊接应力既有压应力(焊缝两端),也有拉应力。(3)减小焊接应力及变形措施:一 是焊接顺序和方向,二是较小的焊接线能量,三是焊前预热。(4)焊接工序检查:要求施焊人员严格执行焊接工艺卡,检验 人员随时监督,检查焊缝外观质量。3 4无损探伤按图样设计要求,对窑体焊缝进行不小于20%的射线无损探 伤。4结束语甲3 x55m煅烧回转窑设计制造安装后,经过三个月的运 行,顺利达产,
9、效果良好。卩彭思众,等回转窑内物料流动模型研究耳工业炉罔吴建国, 等450m3二次混料机的强度刚度分析及其优化设计重型机械,990, 4.薄厚板边缘后,其错边量按1 /45控制,确保窑体内径偏差不超标。0)窑 体筒节圆度、棱角度控制:卷制筒节时,钢板留出拉伸余量12 一 24mrn 不等,控制卷板机的压头速度,并经常用样板测量。严格控制筒节环向棱角 度E 1/106S + 2,同一断面最大、最小直径差1%D 、对不符合要求 的,进行弯制校正或采用火焰法在平台上校正。(4窑体筒节直线度控制: 窑体长度为55m,组装后整体直线度是最关键最难控制的一项指标。组装 时,每道工序都着重强调直线度控制,根据现场条件专门设计可调试工装, 以方便调整各段的组装。在筒节轴向沿圆周0。、90。、 80八270。四个方 向拉线,严格控制预组装直线度1%1,,每一道环焊缝组对严格找私过禹免 偏差积累、(5)整体预组装:窑体筒节分段组装完毕,出厂前必须进行整体 预组装,以检查调整各项整体指标,在分段处作出明显、清晰的标记,以便 现场组装使用、3. 3焊接工艺o)焊接工艺评定:窑体筒兯钢板焊接前制焊接试板,进行焊接探讨,以期为船舶电气设备的使用和设计提供一定的参考、
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
相关资源
更多 安徽省2019届中考英语总复习第一部分考点知识过关第二十一讲九上Modules10-12精练含新题新版外研版
尾气吸收塔操作规程
五下第七单元语文天地演示文稿1
劳动合同 济南市劳动和社会保障局
2018届九年级英语全册Unit11Sadmoviesmakemecry第1课时当堂达标题新版人教新目标版
2020中考英语六大类作文高分秘笈专题五描写人物类
呼和浩特专版2020中考英语复习方案速测11完形填空+阅读理解B+C+阅读理解填词试题
北京专版2020中考英语复习方案第一篇话题分层复习话题05学校与学校生活试题
2015年秋九年级英语上册Unit8DetectivestoriesGrammar导学案无答案新版牛津版
广州市白云区旅游业发展总体重点规划
安徽省2019届中考英语总复习第一部分考点知识过关第二十一讲九上Modules10-12精练含新题新版外研版
尾气吸收塔操作规程
五下第七单元语文天地演示文稿1
劳动合同 济南市劳动和社会保障局
2018届九年级英语全册Unit11Sadmoviesmakemecry第1课时当堂达标题新版人教新目标版
2020中考英语六大类作文高分秘笈专题五描写人物类
呼和浩特专版2020中考英语复习方案速测11完形填空+阅读理解B+C+阅读理解填词试题
北京专版2020中考英语复习方案第一篇话题分层复习话题05学校与学校生活试题
2015年秋九年级英语上册Unit8DetectivestoriesGrammar导学案无答案新版牛津版
广州市白云区旅游业发展总体重点规划