 铜轧制油性能测试及轧制试验
铜轧制油性能测试及轧制试验

《铜轧制油性能测试及轧制试验》由会员分享,可在线阅读,更多相关《铜轧制油性能测试及轧制试验(15页珍藏版)》请在装配图网上搜索。
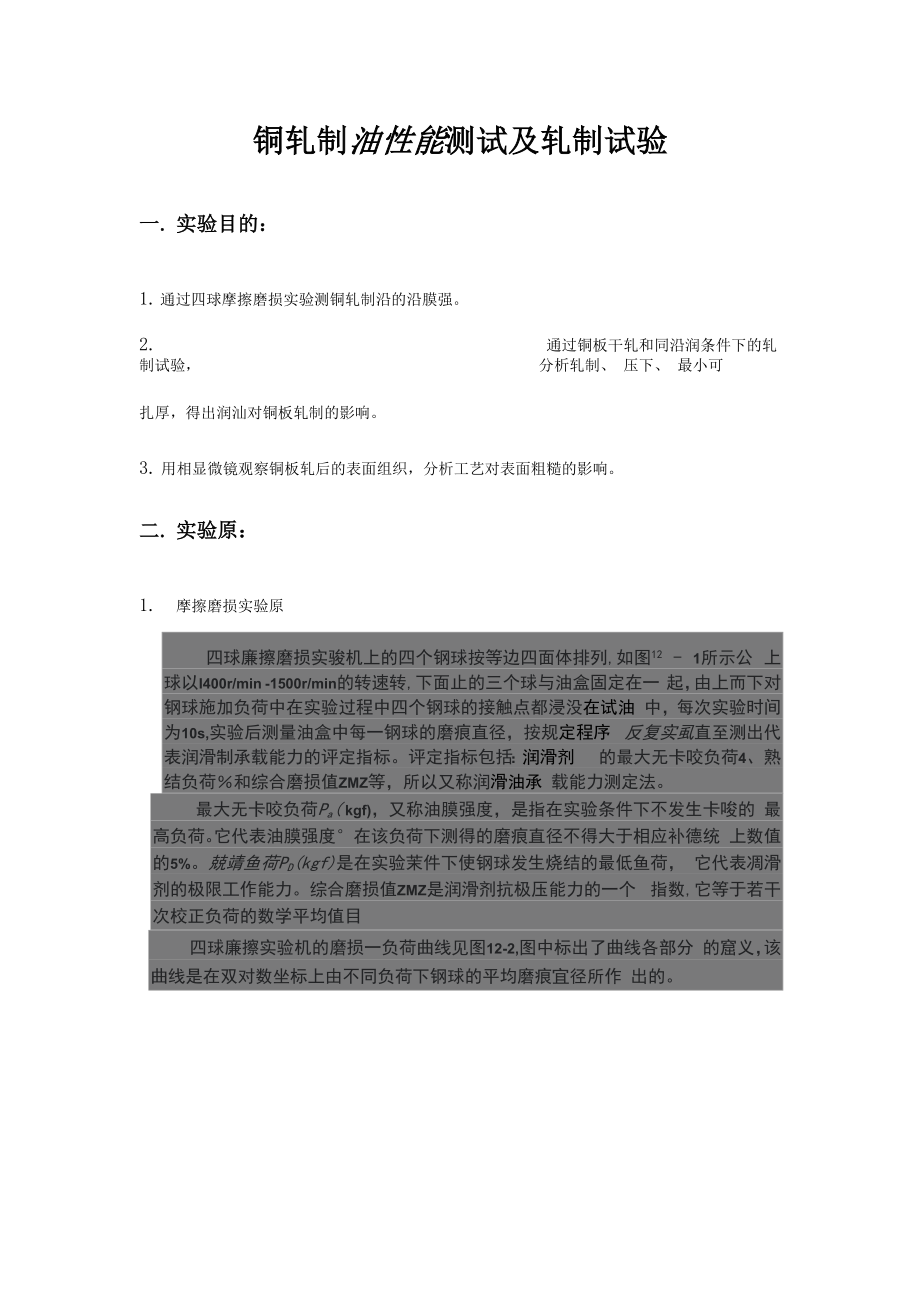
1、铜轧制油性能测试及轧制试验一. 实验目的:1. 通过四球摩擦磨损实验测铜轧制沿的沿膜强。2. 通过铜板干轧和同沿润条件下的轧制试验,分析轧制、 压下、 最小可扎厚,得出润汕对铜板轧制的影响。3. 用相显微镜观察铜板轧后的表面组织,分析工艺对表面粗糙的影响。二. 实验原:1. 摩擦磨损实验原四球廉擦磨损实骏机上的四个钢球按等边四面体排列,如图12 - 1所示公 上球以I400r/min -1500r/min的转速转,下面止的三个球与油盒固定在一 起,由上而下对钢球施加负荷中在实验过程中四个钢球的接触点都浸没在试油 中,每次实验时间为10s,实验后测量油盒中每一钢球的磨痕直径,按规定程序 反复实虱
2、直至测出代表润滑制承载能力的评定指标。评定指标包括:润滑剂 的最大无卡咬负荷4、熟结负荷和综合磨损值ZMZ等,所以又称润滑油承 载能力测定法。最大无卡咬负荷Pa( kgf),又称油膜强度,是指在实验条件下不发生卡唆的 最高负荷。它代表油膜强度在该负荷下测得的磨痕直径不得大于相应补德统 上数值的5%。兢靖鱼荷PD(kgf)是在实验茉件下使钢球发生烧结的最低鱼荷, 它代表凋滑剂的极限工作能力。综合磨损值ZMZ是润滑剂抗极压能力的一个 指数,它等于若干次校正负荷的数学平均值目四球廉擦实验机的磨损一负荷曲线见图12-2,图中标出了曲线各部分 的窟义,该曲线是在双对数坐标上由不同负荷下钢球的平均磨痕宜径
3、所作 出的。2. 轧制基本原轧制是将属坯通过-对旋转轧辊的间隙(各种形状) ,因受轧辊的压缩 使材截面减小,长增加的压加工方法,这是生产钢材最常用的生产方式, 主要用来生产型材、板材、管材。分热轧和轧两种。轧件由摩擦进旋转轧 辊之间,受到压缩进塑性变形的过程,通过轧制使属具有-定尺寸、 形状和性能。1)简单想轧制过程:两轧辊均被驱动直径相等转速相 同轧件的机械性质及运动均匀,无 外加推或作用,靠轧辊实现 轧制的过程。轧制过程左图所示。变形区主要参数:R-轧辊半径a 一咬入角L一变形区长,是接触关(以对应的关 )的水平投影h0, hl一轧件入口厚和轧后厚L0, L1 一轧件轧制前后的长b0, b
4、l 一轧件轧制前后的宽2)轧制过程中的属动:轧件无宽展,垂直截面水平动速相同, 则按体积变条件可知, 变a)在轧辊入口:属的动速b)在轧辊出口:属的动速c)在变形区存在一个属速形区动速变化:轧辊表面圆周速轧辊表面圆周速=轧辊表面园周速的地方中性面d)轧辊入口-中性面之间的区间一后区e)中性面-轧辊出口之间的区间一前区,对应的轧辊圆心角称为中性角3)轧制压轧制压是轧制时轧辊施加于轧件的变形,但通常,轧件施加于轧辊总压的垂直分称为轧制压。第一项单位压p 的垂直分第二、三项分别为前、后区单位摩擦t的垂直分,方向同。通常这两项比较小,工程上可以忽,则有:P R Bjap冬co0 cos 0取平均值形式
5、,有:P = pF斗制压 P与里住雪点到矿制日心冬正善(罄) a小乘积,是述定半制M = Pa扪土田*七子节料i京豢才冒F 、苻扪重噗套装。P = pF =万(。+ 1)展巫2a = TWz(b + Z?)M = pRAN2企筲亘矿朴俱兄卞,界券因伊的平制矩: 肱=吃+吃 M = pRMW(b+q)肆SU!帽淳椎饮忘3. 摩捺与,虹1)摩擦的分类a)按摩擦表面的润状态,摩擦可分为干摩擦、边界摩擦和体摩擦。b)在属成型过程中,实际上常常是以上三种摩擦形式并言,称之为混台摩擦。2)轧工艺润的作用a),润作用:在辊缝-定的条件下,摩擦系数越小,道或压下越大。b)却作用:由于轧过程中没有水, 必须考虑
6、工艺润中的却作用。在相同的条件下水的却性能要由于由,而乳化液的却能介于油和水之间。c)铜及铜台的润剂:铜及铜台轧制要求所用轧制油必须具有优的润性、 抗磨性、却性、退火清净性及氧化安定性等三. 实验材及实验仪器:1. 实验材:钢球、厚差别大的铜板 3片、1号润油、2号润油、石油醚2, 实验仪器:四球摩擦磨损试验机、二辊轧机、千分尺、相实验显微镜。四实验内容及操作步骤:1. 四球机测定PB值准备工作:1 用石油醚起声清洗钢球,油盒,夹具及其他在实验过程中与式样接触的部件两次,然后用吹风机吹干 ,2依次打开电源,静压泵,压泵(先开油盒),启动电机空转,预热两分钟;实验步麋:用镊子将三个钢球放入油盒内
7、,让油样盖过钢球而到达压环与帽的接台处。将另一个钢球用卫生纸托着,固定在上球座,稍微转动下, 掉下来即可。将装好油样和球的油盒正中的安放在上球座下面,盖上圆盘架(挡油),按国标GB/T12583所设定数值测定PB值。首页:设置(比如44公斤431N )试验 431N ;转速1450 ;转数1500100 ;时间10S确认油盒升加载当试验读数接近 +00N时,清,停止;为,直接按停止(防止油盒升的太快,试验大于 431N ),油盒缓慢上升到顶后自动停止,实验够,继续加载,加载到431N,抵住左边的杠杆,防止机器运动过程中,油盒飞出来。确认运 10S后一一卸载,读数到+0000N时一一油盒将油盒的
8、油样倒入回收油的瓶子,观察三个球的摩斑直径小于 0.36mm,则继续加载,卸掉上球,试验过程同上。2. 铜板轧制实验1)用户酮清洗剂清洗铜板表面和轧辊,调节上轧辊高,使辊缝为 0,测 三块铜板的厚并记录。2)分别对三块铜片编号,1号用于干扎,2号在用1号润油润,3号在用2号润油润。3)根据测到的铜板厚数据,前四道或压下为20%,后两道或压下为10%进轧制,每次轧制前后用千分尺测铜板厚并记录,同时用 计算机配合轧机进数据测与记录。4)实验结束后,关闭轧机,并用户酮清洗剂清洗轧辊。5)将最终得到的铜条剪下一小片,压平后在相实验显微镜下观察并记录 照片。6)对扎后表面进观察与分析。五.装据处:1.
9、四球机测定PB值铜轧制油化性能:性能1#密29.5C,gcm -30.812运动粘 40C,mm2s -14.27倾点,C-12.0闪点,开口,C154馏程范围,C261388铜片腐蚀100C,3h,级1a旋转氧弹,150摄氏,加水,min1348皂化值,mgKOHg -115.21将原始数据作图可得:P=559N WSD=0.44mmB平均摩擦系数:0.0877A.L,10. 0起始时间:0分温度: 0.0结束STM,30 分 平均摩擦系数,O.O&772. 铜板轧制实验铜板轧制试验数据记录表(单位:mm)干轧1号油2号油道轧前轧后压下道轧前轧后压下道轧前轧后压下道次干扎1号油2号油压1压2
10、平均值压1压2平均 值压1压2平均值134.0727.4930.7835.429.8732.6533.1229.631.34247.6630.4239.0442.437.1739.7943.0233.438.225359.0740.9850.02554.444.2349.3360.1743.551.815472.9147.3460.1256257.5859.7867.1155.561.305569.5545.8457.69559.453.0556.241.046.243.6467.091511.0456.4813.6110.055.9212.69.2351)绘制同润条件下铝板轧制时的道次-压下
11、散点图,分析工艺润时道或压下的影响。铜板轧制时的道次-压下量散点图,干轧 1号油2号油2)绘制同润条件下铝板轧制时的轧制压散点图,分析工艺,寸轧 制压的影响。铜板轧制时的轧制压力1散点图OOOOOOOOO87654321力压制轧干轧* 1号油2号油1234567轧制道次铜板轧制时的轧制压力2散点图OOOOOOOO 7 6 5 4 3 2 1力压制轧O铜板轧制时的平均轧制压力散点图干轧*1号油2号油2468轧制道次OOOOOOOO 7 6 5 4 3 2 1力压制轧实验结果分析及讨论:1. 四球机测定PB值摩擦系数与时间关系图变化原因分析:州启动时,钢球的转速是逐步上升的,摩擦系数曲线逐步上升,
12、达到一定速 后,钢球啮台充分,摩擦系数处于基本变状态,所以出现在一定区间波动。2. 轧制实验1)查阅相关资可知:在辊缝宽一定的条件下,论上工艺润润可 以减小摩擦系数,轧制的压下应该大于干轧情况下的压下。实际实验给臬除第 3道次和第5道或与论符外, 其他道次能较好符 台。这可能是由于实验过程中轧机运是很稳定,加上铜板轧制后会出现弯曲,对实验给臬产生影响。2)摩擦系数的减少仅可以低轧制压, 减少轧辊磨损,轧机的最小厚 在其他条件一定的情况下,只与轧制时的压有关,其中摩擦系数越小,轧制最 终轧的越薄。或者说在轧机辊缝-定的条件下,摩擦系数越小,道或压下越大。但是在本试验结果与论基本相符,可以证明润油
13、对轧制过程的润效果。3)通过对各道或平均轧制压的分析,可以发现部分道或有润时的轧制压反而大于干扎时的轧制压, 说明本次实验得到的数据有问题,造成这种情况的原因可能是多方面的。以下是我们经过小组讨论得到的几种可能猜想:1)润油的润效果是很好,摩擦系数较大。2)由于二辊轧机辊缝变化可能是很确,导致压下产生一定误差。3)连接在轧机上的传感器能很好地将数据反应给记录数据的电脑,导致轧制压的测差生误差。4)铜板表面每道或所涂润油的均匀,导致数据波动较大。5)轧后铜板产生弯曲,从而受均匀,导致实验结果产生误差。6)具体原因须进一步研究才能得出。七铜板扎后表面情况观察与分析:取轧后剪下的铜片,然后分别在电子显微镜下观察轧后的相显微组织形态,分析表面粗糙和划痕。显微镜放大倍数为 100倍。试样干扎1号油2号油试样厚/mm0.3050.3220.319表面形貌通过以上图片观察和B对比可知:铜板在经干扎之后,表面可以看见很多的明显 划痕,且划痕大小粗细一,表面质较差。由于没有润 ,轧辊与铝板表面直接 接触,导致轧辊粘铜,从而铜板表面由于被轧辊粘附而被撕,表面质严重恶化 以至于正常的轧制痕那么明显。相反 ,观察其他照片,由于使用轧制油, 轧辊与铝板之间均能形成一层油膜,表面质得到有效的改善 ,轧制痕迹整齐, 清晰,表面质明显较好。因此,使用轧制油可以有效的改善铜板的表面质。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
