 机械制造计算题
机械制造计算题

《机械制造计算题》由会员分享,可在线阅读,更多相关《机械制造计算题(6页珍藏版)》请在装配图网上搜索。
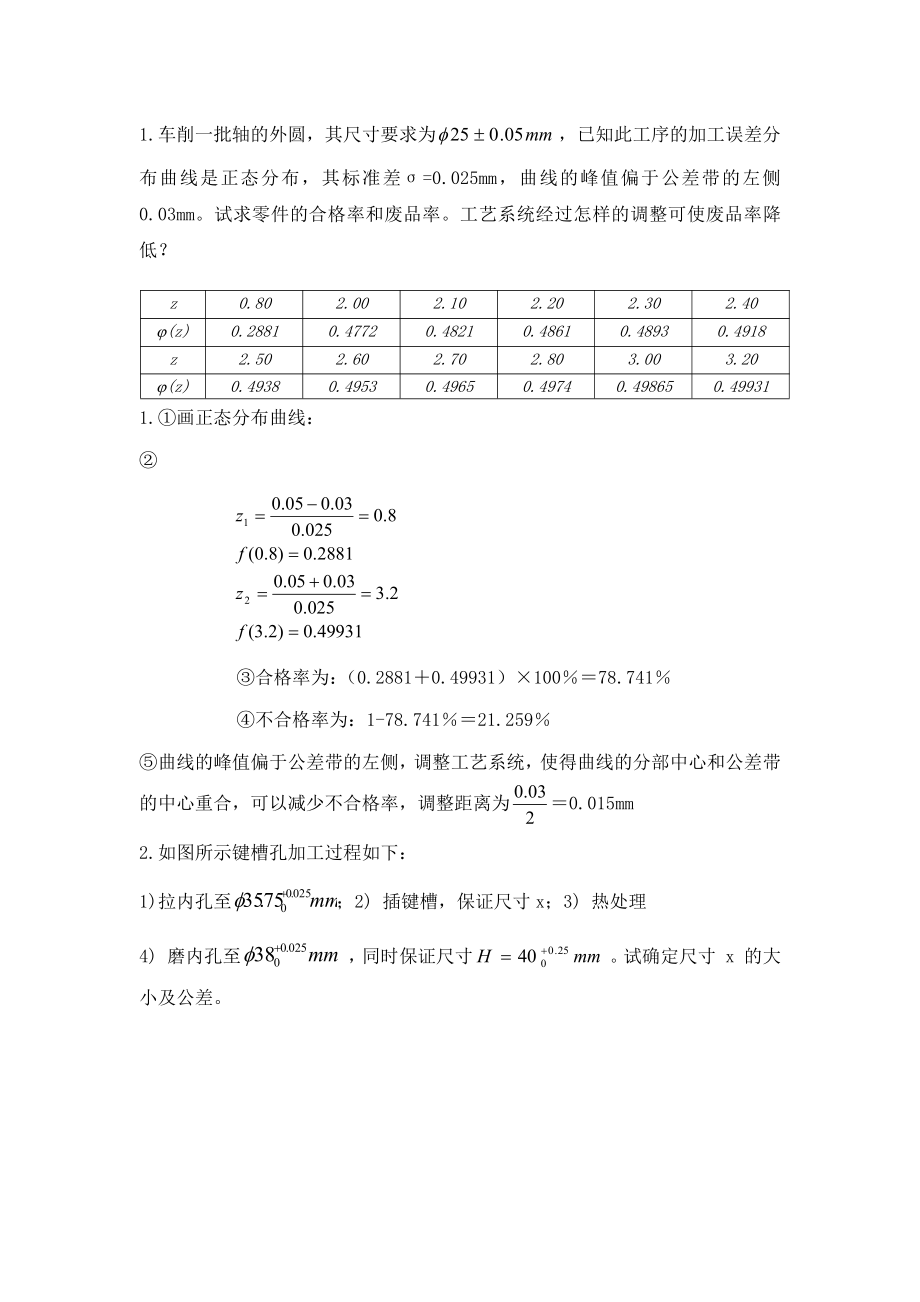
1、1.车削一批轴的外圆,其尺寸要求为mm05.025,已知此工序的加工误差分布曲线是正态分布,其标准差=0.025mm,曲线的峰值偏于公差带的左侧0.03mm。试求零件的合格率和废品率。工艺系统经过怎样的调整可使废品率降低?1.画正态分布曲线:49931.0)2.3(2.3025.003.005.02881.0)8.0(8.0025.003.005.021fzfz合格率为:(0.28810.49931)10078.741不合格率为:1-78.74121.259曲线的峰值偏于公差带的左侧,调整工艺系统,使得曲线的分部中心和公差带的中心重合,可以减少不合格率,调整距离为203.00.015mm2.如
2、图所示键槽孔加工过程如下:1)拉内孔至mm025.0075.35;2)插键槽,保证尺寸 x;3)热处理4)磨内孔至mm025.0038,同时保证尺寸mmH25.0040。试确定尺寸 x 的大小及公差。z0.802.002.102.202.302.40(z)0.28810.47720.48210.48610.48930.4918z2.502.602.702.803.003.20(z)0.49380.49530.49650.49740.498650.499312.画尺寸链如图所示:封闭环 H=25.0040,增环 R1=0125.0019,ESEIx,减环 R2=0125.00875.17875.
3、38875.171940 xx2375.000125.025.0ESES0125.00125.000EIEI2375.00125.0875.38ESEIx3 一带有键槽的内孔要淬火及磨削,其设计尺寸如图 a 所示,内孔及键槽的加工顺序是:1镗内孔至39.60+0.10;2插键槽至尺寸 A;3热处理:淬火;4磨内孔,同时保证内孔直径400+0.05和键槽深度 43.60+0.34两个设计尺寸的要求。现在要确定工艺过程中的工序尺寸 A 及其偏差(假定热处理后内孔没有胀缩)。如图轴套零件在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面 A 定位,铣出表面 C 保证尺寸 20-0.2mm,试计算
4、铣此缺口时的工序尺寸。已知:A2=40+0.05A3=650.05A=20-0.2求 A(1)尺寸链图(2)判断封闭环A=20-0.2(3)上下偏差与基本尺寸计算A=A+A2A3A=45BsA=BsA+BsA2-BxA3BsA=-0.1BxA=BxA+BxA2-BsA3BxA=-0.15(4)入体尺寸标注:44.9-0.05(5)校核=+2+3=0.24.镗削一批零件尺寸为mm24.0080的内孔,已知内孔尺寸按正态分布,均方根偏差mm04.0,分布曲线中心小于公差带中心为mm04.0,试计算:1)该批工件的不合格品率为多少?2)常值系统误差多大?随机误差的分散范围多大?3)出现的不合格品是否
5、可修复?4)要想消除常值系统误差,刀具的调整量应为多少。z0.911.21.51.822.53.0)(z0.31590.34130.38490.43320.46410.47720.49380.55.某阶梯轴的尺寸mmA015.0100已加工好,今在轴径1d上铣键槽,要求保证尺寸 H、L。已知该轴小外圆直径mmd01.0130,大外圆直径mmd018.0260。工件以大外圆2d表面及端面 M 作为定位表面,定位元件采用 V 形块(=90)及安装在 V 形块上的挡块。试求:1)工序尺寸 H、L 的定位误差。(计算结果精确到小数点后 2 位);2)若想消除尺寸 L 的定位误差应采取怎样的定位方案?6
6、.图 2 所示零件,外圆、内孔、端面已加工好,现加工孔10H8,要求保证孔轴线与外圆轴线垂直相交,误差不大 0.05,以及位置尺寸 400.05。试:1)选择加工方法与加工刀具2)确定加工的必须限制的自由度3)选择定位方法和定位元件,并示意画出4)计算所评选定位方法的定位误差5)画出该工序的工序简图7 加工图 3 所示零件,要求保证尺寸(60.1)mm。由于该尺寸不便测量,只好通过测量尺寸 L 来间接保证。试求测量尺寸 L 及其上、下偏差?解:(1)由题意,列尺寸链为:1.06为封闭环。(2)解尺寸链可得测量尺寸 L 及其上下偏差:01.005.016Lmm8 有一批小轴,其直径尺寸要求为mm
7、0035.018,加工后尺寸属正态分布,测量计算得一批工件直径的算术平均值mmx975.17_,均方根差mm01.0。(1)试画出尺寸分布曲线与公差带间的关系图,计算合格品率及废品率并分析可修复性。(2)求系统误差,分析其产生系统误差的原因,找出改进的措施。(3)计算工序能力系数。图 3 零件图LL1.06006.03605.026附表附表zzzdez20221)(z1.001.502.002.503.00)(z0.34130.43320.47720.49380.49865【解【解】:(1)画尺寸分布曲线与公差带间的关系如图所示,作标准化变化,令5.201.0975.1718_xxz右101.
8、0965.17975.17_xxz左查表得:4938.05.2)(,3413.0)1(偏大不合格率%62.04938.05.05.25.0)(大P,这些不合格品可修复。偏小不合格率%86.153413.05.015.0)(小P,这些不合格品不可修复。废品率为%48.16%86.15%62.0P合格率为%52.83%86.15%62.01P(2)mmxx0075.02/035.018-17.975)(公产生废品的原因:是对刀不准,_x比公差带中心尺寸小,存在系统误差 0.0075mm,车刀位置调得稍稍靠近机床主轴中心了.改进措施:再把车刀位置调远离机床中心线一个系统误差0.0075mm 的距离。
9、从而消除常值系统误差存在。(3)工序能力系数583.001.06035.06TCp9 图示齿坯在 V 型块上定位插键槽,要求保证工序尺寸mmH2.005.38 。已知:mmd01.080 ,mmD025.0035 。若不计内孔与外圆同轴度误差的影响,试求此工序的定位误差。2)定位(H)=Td/(2sin a)+TD/2=0.0832图 a 所示在工件上加工键槽,要求保证尺寸 54 和对称度 0.03。现有 2 种定位方案,分别如图 b,c,所示。试分别计算 2 种方案的定位误差,并选择最佳方案。图 b 定位方案:对于尺寸 54,DW=对于对称度 0.03,DW=图 c 定位方案:对于尺寸 54,DW=对于对称度 0.03,DW=
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
