 磁粉探伤用标准试片
磁粉探伤用标准试片

《磁粉探伤用标准试片》由会员分享,可在线阅读,更多相关《磁粉探伤用标准试片(5页珍藏版)》请在装配图网上搜索。
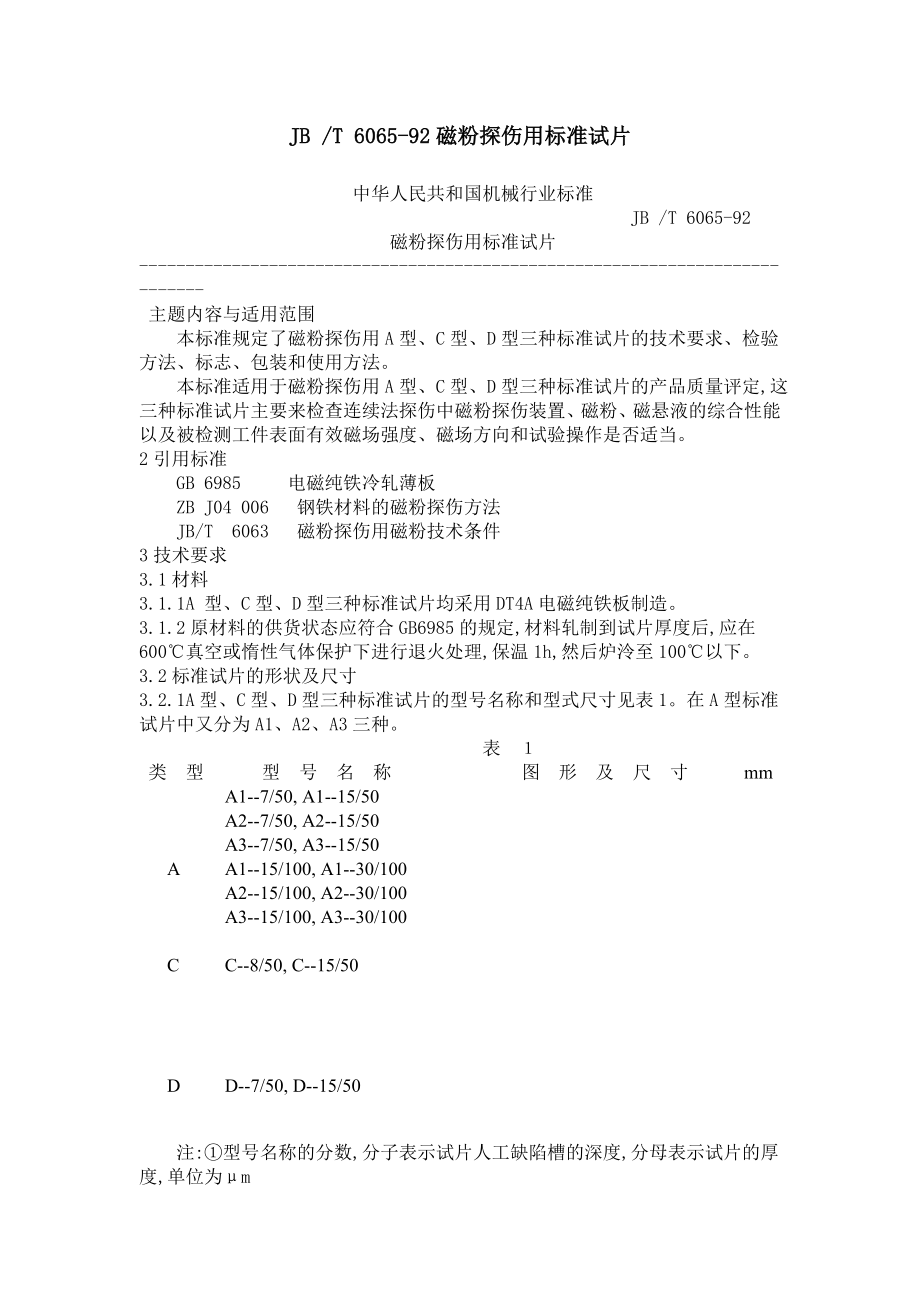
1、JB /T 6065-92磁粉探伤用标准试片 中华人民共和国机械行业标准 JB /T 6065-92 磁粉探伤用标准试片 - 主题内容与适用范围 本标准规定了磁粉探伤用A型、C型、D型三种标准试片的技术要求、检验方法、标志、包装和使用方法。 本标准适用于磁粉探伤用A型、C型、D型三种标准试片的产品质量评定,这三种标准试片主要来检查连续法探伤中磁粉探伤装置、磁粉、磁悬液的综合性能以及被检测工件表面有效磁场强度、磁场方向和试验操作是否适当。 2引用标准 GB 6985 电磁纯铁冷轧薄板 ZB J04 006 钢铁材料的磁粉探伤方法 JB/T 6063 磁粉探伤用磁粉技术条件 3技术要求 3.1材料
2、 3.1.1A 型、C型、D型三种标准试片均采用DT4A电磁纯铁板制造。 3.1.2原材料的供货状态应符合GB6985的规定,材料轧制到试片厚度后,应在600真空或惰性气体保护下进行退火处理,保温1h,然后炉泠至100以下。 3.2标准试片的形状及尺寸 3.2.1A型、C型、D型三种标准试片的型号名称和型式尺寸见表1。在A型标准试片中又分为A1、A2、A3三种。 表 类 型 型 号 名 称 图 形 及 尺 寸 mm A A1-7/50, A1-15/50 A2-7/50, A2-15/50 A3-7/50, A3-15/50 A1-15/100, A1-30/100 A2-15/100, A2
3、-30/100 A3-15/100, A3-30/100 C C-8/50, C-15/50 D D-7/50, D-15/50 注:型号名称的分数,分子表示试片人工缺陷槽的深度,分母表示试片的厚度,单位为m 试片的人工缺陷均位于试片的几何图形中央部位. 3.2.2试片外形尺寸应符合表2 的规定。试片外观表面应光亮而无划伤、点蚀坑和锈斑等缺陷,也不能有毛剌、折痕或明显的变形,两个大面的表面粗糙度参数Ra为0.8m。 表 2 试 片 类 型 试 片 边 长 mm 基本尺寸 偏差 试片厚度 m 基本尺寸 偏差 A 20x20 1 50 100 5 10 C 10x5(单片) 1 50 5 D 10
4、x10 1 50 53.2.3试片上的人工缺陷应由U形槽或者近似于U形的槽构成,槽的宽度和深度应符合表3的规定。 表 3 试片型号名称 人工缺陷槽深度 基本尺寸 偏 差 人 工 缺 陷 槽 宽度范围 A-7/50 7 1.5 5080 A-15/50 15 3.0 5090 A-15/100 15 3.0 5090 A-30/100 30 6.0 60110 C-8/50 8 1.5 5080 C-15/50 15 3.0 5090 D-7/50 7 1.5 5080 D-15/50 15 3.0 50903.2.4人工缺陷的直径、长度应符合表1的规定。 4检验规则和检验方法 4.1原材料的检
5、验 4.1.1原材料的化学分析 4.1.1.1 在同一炉号(或批号)的原材料中,应至少抽取1份样品进行化学分析,分析结果应符合GB 6985的规定。 4.1.1.2 如果第1份样品的取样分析结果不符合GB 6985的规定,允许重新取样作第二次分析,每次所取样品数量应不少于3份,但是只要其中之一的分析结果不符合GB6985的规定,则不允许使用这一炉号(或批号)的原材料制造试片。 4.1.2原材料的厚度检验 轧制成试片厚度的原材料应至少选择3个检验点测量其厚度,测量结果应符合表2的要求。 4.2试片的检验 4.2.1每片试片都必须按照表4规定的检验项目、检验方法、检验要求进行检验。 表 4 检验项
6、目 检验方法 检验要求 备 注 外观 用目视法进行检验应符合3.2.2条的 规 定 边长 用普通直尺进行检验应符合表2的规定 人工缺陷的 直径和长度 用普通直尺进行检验 应符合表1的规定允许采用抽样法在每批试 片中抽取数片进行检验 试片厚度 用千分尺进行检验应符合表2的规定 人工缺陷槽的 形状、宽度、深度 用体视显微镜进行 检验应符合3.2.2条和 表3的规定 最少检测点用符号 “x”示于图1 图1 标准试片最少检测点及标志位置图 4.2.2检验不合格的试片不得进入成品库,更不得通过任何渠道流入无损检测商品市场。 4.3出厂检验和型式检验 4.3.1试片的出厂检验和型式检验都由原材料检验和试片
7、的检验两部分组成。 4.3.2出厂检验的化学分析和厚度检验在原材料上进行,型式检验的化学分析和厚度检验在生产检验合格的产品上进行。 4.3.3在发生下述任意一种情况或者同时发生几种情况时,应进行型式试验: a. 试验定型鉴定时; b. 正式生产后,工艺有较大改变时; c. 正常生产中,每个生产周期的初始阶段(例如每隔半年进行一次型式检验); d. 产品长期停产后,恢复生产时; e. 国家质量监督机构提出型式检验要求时。 4.3.4在从生产检验合格的试片中抽取型式检验试样时,被抽取的数量不得少于10片。 4.3.5型式检验不合格时,应对试片的生产进行必要的整顿。 5标准试片的标志和包装 5.1标
8、志 5.1.1标准试片的型号名称应蚀刻在试片的有槽面上,如图1所示,左上角是型号的英文字母(A型试片还应分为:A1、A2、A3三种),右下角是槽深与试片厚度之比的分式。 5.1.2试片的包装物应标明制造单位或商标。 5.2包装 5.2.1应采用能有效防止试片损伤的专用包装盒或皮夹包装。 5.2.2包装前试片表面需涂以防锈油。 5.2.3包装盒内应随带产品合格和产品说明书。合格证上应标明产品型号名称、出厂日期和检验人员代号。 6使用方法 6.1试片投入使用前,应按实际检测条件,采用附录A(参考件)中规定的检验方法,找出能使人工缺陷出现磁痕显示的临界电流值(即最小磁化电流值),并加以记录。 6.2
9、在6.1条测试过程中,探伤人员也可以根据实际需要,选用其他尺寸和形状的钢制品代替附录A中规定使用的钢棒。在试片使用一段时期后,需要对临界电流值进行复验,复验时,也应当保持同样测试条件。 6.3根据工件探伤面的超声波、形状和所需的有效磁场强度选取合适的试片类型:探伤面大时可选用A型,探伤面窄小或表面曲率半径小时可选用C型或D型;探伤所需的有效磁场较弱时选用分数值较大的试片,较强时选用分数植较小的试片,当探伤所需有效磁场强度超过某试片所对的磁场强度上限,而又需要使用该试片时,可采用该试片型号名称的倍数来表示(例如:用A-7/50x2表示进行探伤的磁化电流为A-7/50试片临界磁化电流的2倍)。 6
10、.4标准试片投入使用时,应先用浸有煤油等防锈油溶剂的棉球将防锈油擦净。C型试片使用前须先沿分割线剪切成5mmx 10mm的小片(也可整条片子使用)。用胶带纸或其他方法将试片有槽面与工件受检范围的表面相接触(间隙应小于0.1mm),胶带纸不得盖住试片上有槽的部位。 6.5应经常对试片的形状、尺寸、磁特性(包含人工缺陷上磁痕显示的一致性和临界电流值两个方面)进行复验。如果根据复验结果能够证实某试片的性能已发生变化时,则该试片应停止使用或废弃。 附 录 A 关于磁痕显示情况的检验 (参考件) A1把试片反贴在表面粗糙度参数Ra值为6.3m的钢棒圆柱面上(即有人工缺陷的一面与钢棒圆柱面相接触,两者之间
11、的间隙小于0.1mm)。钢棒材料为经过正火处理的45钢,尺寸50mm X200mm。 A2给钢棒通以单相交流磁化电流,进行湿法连续磁化的探伤操作(根据ZB J04 006中有关规定进行)。 A3在进行A2条的探伤操作时,使用的磁化电流值应符合表A1的规定,磁粉应符合JB/T6063的规定。 表 A1 试片型号名称 临界磁化电流有效值A 磁痕显示情况 A1-15/50 A3-15/50 A1-30/100 A3-30/100 (3.55.5)D 圆形槽,1/2周长显示 A1-7/50 A3-7/50 A1-15/100 A3-15/100 (810)D 圆形槽,1/3周长显示 A2-15/50
12、A2-30/100 C-15/50 (23)D 直线槽,初始显示 A2-7/50 A2-15/100 C-8/50 (46)D 直线槽,初始显示 D-15/50 (46)D 圆形槽,1/2周长显示 D-7/50 (911)D 圆形槽,1/3周长显示 注: D-钢柱直径,为50mm 表A1系采用浙江铜罗探伤材料厂MB-350型湿式磁粉检测的结果. 检测用的磁悬液由1L煤油加入12g磁粉配成,室温20-25. A4观察试片上人工缺陷的磁痕显示情况 对C型试片,应能见到微细的磁痕显示。 对A型、D型试片,不但能见到微细的磁痕显示,而且当试片压延方向与钢棒轴线平行时,得到的磁痕显示应当和与之垂直的磁痕显示基本一致。 - 附加说明: 本标准由全国无损检测标准化技术委员会提出。 本标准由航空航天部六二一所负责起草。 本标准主要起草人傅洋、胡大崇。 机械电子工业部1992-05-05批准 1993-07-01实施
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
