 快速成型技术及应用论文
快速成型技术及应用论文

《快速成型技术及应用论文》由会员分享,可在线阅读,更多相关《快速成型技术及应用论文(5页珍藏版)》请在装配图网上搜索。
1、基于激光快速成型技术的金属快速成型技术摘 要:文章详细介绍了金属粉末快速成型的研究现状,分析了金属粉末选择性激光烧结 的工艺特点,对这些工艺的影响因素进行了讨论。关键词:选区激光烧结;金属零件;影响因素。引言快速制造(Rapid Manufacturing)金属零件一直受到国内外的广泛重视,是当今快 速成型领域的一个重要研究方向。到目前为止,用于直接成型金属材料、制备三维金属零 件的技术主要有激光近形制造与金属粉末的选择性激光烧结技术。激光近形制造(LENS), 又称激光熔覆制造或熔滴制造,它将激光熔覆工艺与激光快速成型技术相结合,利用激光 熔覆工艺逐层堆积累加材料,形成具有三维形状的三维结构
2、。在该方面,美国的Aeromet、 德国的汉诺威激光中心以及清华大学激光加工研究中心等均进行了大量的研究,并得到 了具有一定形状的三维实体零件。有异于激光近形制造,选择性激光烧结则有选择地逐层 烧结固化粉末金属得到三维零件。在这一领域,美国的DTM、德国的汉诺威激光中心等进行 了多元金属的烧结研究。就选区激光烧结(SelectiveLaser Sintering , SLS)而言,根据成 型用金属粉末的不同,人们又开发出多种工艺途径来实现金属零件的烧结成型,主要有 三种途径:一是利用金属粉末与有机粘结剂粉末共混粉体的间接烧结,金属粉末与有机粘结 剂粉末均匀共混,烧结中,低熔点的粘结剂粉末熔化并
3、将高熔点的金属粉末粘结,形成原型 (“绿件”),经后处理,烧失粘结剂,形成“褐件”,最后通过金属熔渗工艺得到致密的金 属件;二是利用金属混合粉末的直接烧结,其中一种粉末具有较低的熔点(如铜粉),另一 种粉末熔点较高(如铁粉),烧结中低熔点的金属粉末铜熔化并将难熔的铁粉粘结在一起, 这种方法同样需要较大功率激光器;三是利用单一成分金属粉末的直接烧结,这种方法目 前主要用于低熔点金属粉末的烧结,对熔点高的金属粉末,需采用大功率激光器。本文分别 对上述的间接和直接烧结成型工艺进行了初步的研究。1 SLS的烧结原理激光选择性烧结快速成型技术是使用激光束熔化或烧结粉末材料,利用分层的思想, 把计算机中的
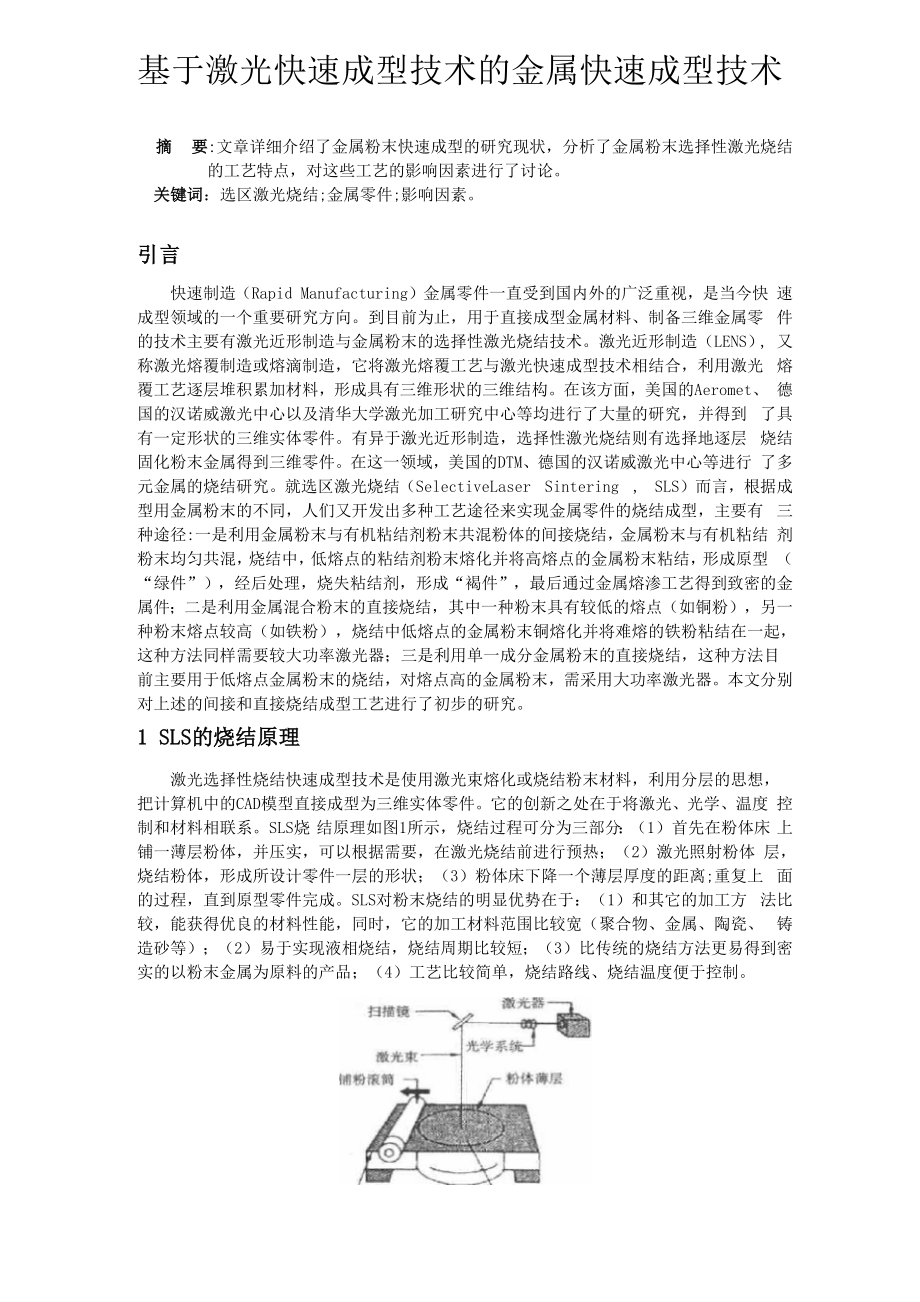
4、CAD模型直接成型为三维实体零件。它的创新之处在于将激光、光学、温度 控制和材料相联系。SLS烧 结原理如图1所示,烧结过程可分为三部分:(1)首先在粉体床 上铺一薄层粉体,并压实,可以根据需要,在激光烧结前进行预热;(2)激光照射粉体 层,烧结粉体,形成所设计零件一层的形状;(3)粉体床下降一个薄层厚度的距离;重复上 面的过程,直到原型零件完成。SLS对粉末烧结的明显优势在于:(1)和其它的加工方 法比较,能获得优良的材料性能,同时,它的加工材料范围比较宽(聚合物、金属、陶瓷、 铸造砂等);(2)易于实现液相烧结,烧结周期比较短;(3)比传统的烧结方法更易得到密 实的以粉末金属为原料的产品;
5、(4)工艺比较简单,烧结路线、烧结温度便于控制。L供怜系统D V粉作床2金属零件间接烧结的工艺过程图2为基于小功率激光烧结快速成型设备RAP- II的金属零件快速制造的工艺过程简 图。由图可知,主要分三个阶段:一是利用快速成型技术的RP原型件(“绿件”)的制 作,该部分的关键在于如何选用合理的粉末配比和加工工艺参数实现原型件的制作。试验 表明,对RP原型件成型来说,混合粉体中 环氧树脂粉末比例高,有利于其准确致密成 型,成型质量高。但环氧树脂粘结剂含量过高,金属粉末含量过低,则会出现褐件制作 时的烧失“塌陷”现象和金属熔渗时出现局部渗不足现象。可见,粉末材料配比将严重影 响原型件及褐件的制作质
6、量,而且两阶段对配比的要求相互矛盾。原则上必须兼顾绿件成型 所需的最少粘结剂成分,同时又不致因过高而导致褐件难以成型。实际加工中,环氧树脂与 金属粉末的比例一般控制在1:5与1:3之间。同时,影响激光烧结快速成型原型件质量 的烧结参数很多,如粉末材料的物性、扫描间隔、扫描层厚、激光功率以及扫描速度等。 实验表明,对于小功率激光器的激光烧结快速成型系统RAP- II,激光功率可调范围很 小,激光功率对烧结性能的影响可以归结到扫描速度上,而扫描速度的选择必须兼顾加 工效率、烧结过程与烧结质量的要求。较低的扫描速度,可以保证粉末材料的充分熔化, 获得理想的烧结致密度;但是,扫描速 度过低,材料熔化区
7、获得的激光能量过多,容易 引起“爆破飞溅现”象,出现烧结表面“疤痕”,且熔化区内易出现材料“炭化”, 从而降低烧结表面质量。为保证加工层面之间与扫描线之间的牢固粘结,采用的扫描间 隔不宜过大。实际加工中,烧结线间、层面间应有少许重叠,方可获得较好的烧结质量。扫 描层厚也 是激光烧结成型的一个重要参数,它的选择,也与激光烧结成型的烧结质量密切 相关。扫描层厚度必须小于激光束的烧结深度,使正烧结的新层与已烧结层能牢固地粘 连在一起,形成致密的烧结体,但过小的扫描层厚度,会增加烧结应力,损坏已烧结层 面,烧结效果反而降低,因此,扫描层厚选择必须适当,才能保证获得较好的烧结质量。 总的来说,工艺参数的
8、选取不仅要保证层面之间、烧结线之间的牢固粘结,还应该保证粉 末材料的充分熔化,即烧结实体中不应存在“夹生”现象,应保证烧结成型各工艺参数的 互相匹配。同时,尽量做到粉末材料不炭化,烧结过程平稳。在此基础上尽可能采用较大 的工艺参数,提高加工效率。二是“褐件”的制作,关键在于探索如何烧失原型件中的有 机杂质,获得具有相对准确形状和强度的金属结构体。褐件制作时需经过两次烧结过程, 烧结温度和时间是主要的影响因素。应控制合适的烧结温度和时间,随着粘结剂烧失的同 时,使金属粉末颗粒间发生微熔粘结,从而保证原型件不致塌陷。三是金属熔渗阶段, 关键在于选用合适的熔渗材料及工艺,以获得较致密的最终金属零件。
9、原型件烧结完成后, 经过二次烧结与三次烧结,得到一个具有一定强度与硬度、内部具有疏松性“网状连通”结 构的“褐件”。这些都是金属熔渗工艺的有利条件。试验表明,合适的熔渗材料对形成金属 件的致密性有较大影响。所选渗入金属必须比“褐件”中金属的熔点低,以保证在较低温度 下渗入。3直接烧结成型工艺图4为基于较大功率的激光烧结金属零件快速制造的工艺过程简图。由图可知,成型 过程明显缩短,无需间接烧结时复杂的后处理阶段。但必须有较大功率的激光器,以保 证直接烧结过程中金属粉末的直接熔化。因而,直接烧结中激光参数的选择,被烧结金属粉 末材料的熔凝过程及控制是烧结成型中的关键。激光功率是激光直接烧结工艺中的
10、一个重 要影响因素。功率越高,激光作用范围内能量密度越高,材料熔化越充分,同时烧结过 程中参与熔化的材料就越多,形成的熔池尺寸也就越大,粉末烧结固化后易生成凸凹不平的 烧结层面,激光功率高到一定程度,激光作用区内粉末材料急剧升温,能量来不及扩散,易 造成部分材料甚至不经过熔化阶段直接汽化,产生金属蒸汽。在激光作用下该部分金属蒸 汽与粉末材料中的空气一道在激光作用区内汇聚、膨胀、爆破,形成剧烈的烧结飞溅现象,带走熔池内及周边大量金属,形成不连续表面,严重影响烧结工艺的进行,甚至导致 烧结无法继续进行。同时这种状况下的飞溅产物也容易造成烧结过程的“夹杂”。光斑直径 是激光烧结工艺的另外一个重要影响
11、因素。总的来说,在满足烧结基本条件的前提下, 光斑直径越小,熔池的尺寸也就可以控制得越小,越易在烧结过程中形成致密、精细、 均匀一致的微观组织。同时,光斑越细,越容易得到精度较好的三维空间结构,但是光 斑 直径的减小,预示着激光作用区内能量密度的提 高,光斑直径过小,易引起上述烧结飞 溅现象。扫描间隔是选择性激光烧结工艺的又一个重要影响因素,它的合理选择对形成 较好的层面质量与层间结合,提高烧结效率均有直接影响。同间接工艺一样,合理的扫 描间隔应保证烧结线间、层面间有少许重叠7-8。在激光连续烧结成形过程中,整 个金属熔池的凝固结晶是一个动态的过程。随着激光束向前移动,在熔池中金属的熔化和 凝
12、固过程是同时进行的。在 熔池的前半部分,固态金属不断进入熔池处于熔化状态,而在 熔池的后半部分,液态金属不断脱离熔池而处于凝固状态。由于熔池内各处的温度、熔体 的流速和散热条件是不同的,在其冷却凝固过程中,各处的凝固特征也存在一定的差别。 对多层多道激光烧结的样品,每道熔区分为熔化过渡区和熔化区。熔化过渡区是指熔池和 基体的交界处,在这区域内晶粒处于部分熔化状态,存在大量的晶粒残骸和微熔晶粒, 它并不是构成一条线,而是一个区域,即半熔化区。半熔化区的晶粒残骸和微熔晶粒都有可 能作为在凝固开始时的新晶粒形核核心。对Ni基金属粉末烧结成形的试样分析表明:在 熔化过渡区其主要机 制为微熔晶核作为异质
13、外延,形成的枝晶取向沿着 固一液界面的 法向方向。熔池中除熔化过渡区外,其余部分受到熔体对流的作用较强,金属原子迁移距 离大,称为熔化区。该区域在对流熔体的作用下,将大量的金属粉末粘接到熔池中,由于 粉末颗粒尺寸的不一致(粉末的粒径分布为15130um),当激光功率不太大时,小尺 寸粉末颗粒可能完全熔化,而大尺寸粉末颗粒只能部分熔化,这样在熔化区中存在部分熔 化的颗粒,这部分的颗粒有可能作为异质形核核心;当激光功率较高时,能够完全熔化 熔池中的粉末,在这种情况下,该区域主要为均质形核。在激光功率较小时,容易形球, 且形球对烧结成形不利,因此对Ni基金属粉末烧结成形通常采用较大的功率密度,其熔
14、化区其主要为均质形核,形成等轴晶。激燧结(乳5,CAD模型分层切片二次艇结(80冗)三次挥(1顾配)褐件的制作RP原型零件金属件国4命网零件的直橙制造工艺过翟金筋件圉金 致播零件的阊接制造工艺过程4结论基于小功率激光烧结系统,采用间接烧结工艺,可以实现金属零件的快速烧结成型。但成 型过程中影响质量的因素较多,必须统筹兼顾合理选取,才能获得高质量的成型零件。参考文献:1 张可朋,郝昱宇,王鹏.金属烧结过程中温度场分布的有限元分析J.黑龙江冶金.2015(06)2 罗新华,花国然.快速原型制造技术的应用及进展J .机械制造,1998 ,(3) :7 - 9.3 尚晓峰,刘伟军,王天然,王志坚.金属粉末激光成形扫描方式J.机械工程学报.2005(07)4 凡进军,赵剑峰,肖猛.基于直接激光金属烧结的金属粉末扫描路径实验研究J.热加 工工艺. 2010(13)5 王家金.激光加工技术M.北京:中国计量出版社,1992 ,63 - 66.6 潘海鹏.快速成型制造中分层处理技术的研究D.南昌大学2007:工林大字JIANG SU UNIVERSITY快速成型技术及应用课程论文班级:机械卓越1301学号:3130301006学生姓名:齐作霖
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
