《阀体设计工艺设计卡片》由会员分享,可在线阅读,更多相关《阀体设计工艺设计卡片(7页珍藏版)》请在装配图网上搜索。
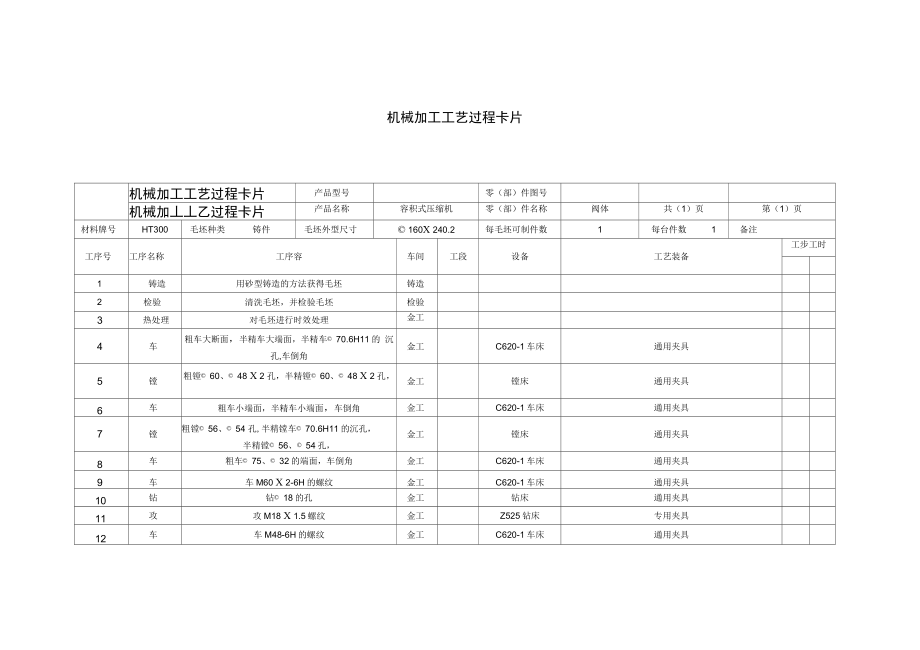
1、机械加工工艺过程卡片机械加工工艺过程卡片产品型号零(部)件图号机械加丄丄乙过程卡片产品名称容积式压缩机零(部)件名称阀体共(1)页第(1)页材料牌号HT300毛坯种类铸件毛坯外型尺寸 160X 240.2每毛坯可制件数1每台件数1备注工序号工序名称工序容车间工段设备工艺装备工步工时1铸造用砂型铸造的方法获得毛坯铸造2检验清洗毛坯,并检验毛坯检验3热处理对毛坯进行时效处理金工4车粗车大断面,半精车大端面,半精车 70.6H11的 沉孔,车倒角金工C620-1车床通用夹具5镗粗镗 60、 48 X 2 孔,半精镗 60、 48 X 2 孔,金工镗床通用夹具6车粗车小端面,半精车小端面,车倒角金工C
2、620-1车床通用夹具7镗粗镗 56、 54 孔,半精镗车 70.6H11的沉孔,半精镗 56、 54孔,金工镗床通用夹具8车粗车 75、 32的端面,车倒角金工C620-1车床通用夹具9车车M60 X 2-6H的螺纹金工C620-1车床通用夹具10钻钻 18的孔金工钻床通用夹具11攻攻M18 X 1.5螺纹金工Z525钻床专用夹具12车车M48-6H的螺纹金工C620-1车床通用夹具13钻钻4X 14的孔,光孔背面锪平 26金工Z525钻床专用夹具14攻攻4 X M8-6H的螺纹孔金工Z525钻床专用夹具描图15检验按零 件图 进行 检验16入库底图号设计日期审核日期标准化日期会签日期装订号
3、标记处数更改档号签字日期指导王更柱2016.1.42016.1.15机械加工工序卡片1机械加工工艺卡片产品型号零部件图号车间工序号称HT300毛坯种类毛坯外形尺寸铸件240.2 心 160设备名称设备编号设备型号卧式车床C620-1夹具编号夹具名称切削液三爪卡盘工布工时工位器具编号工位器具名称材料牌 号每台件 数粗车端面、镗孔每毛坯可制 件数同时加工件数工序号产品名称零部件名称设备名称卧式车床工艺装备铸件240.2 心 160共11页夹具编号设备型号设备编号同时加工件数C620-1夹具名称切削液工位器具编号三爪卡盘工位器具名称工布工时单件16.91工步号工步容1粗车大端面并保证尺寸 41.4m
4、m2半精车大端面并保证尺寸40mm3半精车 70.6H11的沉孔4车倒角刀,游标卡尺,外径千分尺YG6 90 端面车主轴速度(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)工步工时辅助5005505506001320.43.03650.71.32121.931200.3铸件240.2 X 160共11页第2页设备名称设备型号设备编号同时加工件数1q1镗床1夹具编号夹具名称切削液三爪卡盘r1工位器具编号工位器具名称工布工时J准终单件23.98工步号工步容工艺装备主轴速度(r/min)切削速 度(m/min)进给量(mm/r)背吃刀 量(mm)进 给 次 数工步工时机动辅助1
5、粗镗 60孔镗刀300520.51.62512粗镗 48 X 2孔280431.13.2623半精镗 48 X 2孔34044.20.40.6924半精镗 6034056.50.40.7452铸件240.2 心 160共11页第3页设备名称设备型号设备编号同时加工件数/f、1 1卧式车床C620-11夹具编号夹具名称切削液1 三爪卡盘1/ * / 1 1 工位器具编号工位器具名称工布工时准终单件6.91工步号工步容工艺装备主轴速度(r/min)切削速 度(m/min)进给量(mm/r)背吃刀 量(mm)进 给 次 数工步工时机动辅助1粗车小端面YG6 90 端面车刀,游标卡尺,外 径千分尺300750.72.1112半精车小端面400200.651.3223车倒角500820.321工艺装备工步号工步容1粗镗 56,2 54 孔,3半精镗车 70.6H11的沉孔4半精镗 56、 54孔镗刀铸件设备名称镗床240.2 心 160设备型号夹具编号工位器具编号主轴速度(r/min)切削速度(m/min)进给量(mm/r)30028034030056.10.547.480.75575.3752.751.220.32共11页设备编号夹具名称三爪卡盘工位器具名称同时加工件数切削液背吃刀量(mm)2.322.551.81.23工布工时单件3.829工步工时辅助
 阀体设计工艺设计卡片
阀体设计工艺设计卡片