《大型储罐底板的焊接方法》由会员分享,可在线阅读,更多相关《大型储罐底板的焊接方法(3页珍藏版)》请在装配图网上搜索。
1、时焊缝应力很小而横向应力对焊接变形起主导图1薄板搭接焊缝应力分析卞宗强(齐鲁石化公司胜利炼油厂淄博.255434)对大型叱罐底板施工进行了全面的总结和论述。介绍了底板焊接应力分析、底板铺设、焊接及变形娇正的方法。焊接应力收缩变形以前我们施工的几个大型储罐中,储罐罐底的施工是一个相当关键的部位。因为中幅板面积很大钢板的厚度与长、宽相比尺寸相差悬殊。这样大面积的搭接角焊缝,如果铺设和焊接顺序安排不妥当焊后产生较大的内应力,底板失稳就会引起凸鼓变形。若变形后再进行修理那就很困难对整个工程的质量和进度都是一个很大的影响。因此在大型储罐底板施工中,必须予以重视。1995-2004TsinghuaTong
2、fangOpticalDiscCo.,Ltd.Allrightsreserved.1995-2004TsinghuaTongfangOpticalDiscCo.,Ltd.Allrightsreserved.底板焊接后变形的主要原因是由于搭焊接焊缝的纵向、横向的收缩以及环形角焊纵向收缩造成的底板变形。所以应从实际出发拟定较好的施工方法使焊缝按照人们的意愿收缩来达到防止底板焊接变形的目的。在施工底板之前首先要分析焊接时产生的应力情况确定焊接工艺并选择适当的排板形式来满足焊接需要。现分述如下:1.1两板搭接角焊施焊时焊接面温度高非焊接面温度低温度高的一面产生压缩塑性变形较大;温度低的一面变形则较小。
3、冷却时沿板厚出现不均匀的收缩这就产生了角变形。其大小与板的厚度有关:对于薄板来说,因为热能量传递增快沿厚度分布较均匀,压缩塑性变形较小。如果在薄板搭接缝两侧外加横向水平力两板在近似钢性固定条件下施焊,这样焊后角变形很小。此1.1.1电弧从板的一端施焊到另一端过程中对薄板进行加热,由于中间温度高的金属,受到两边温度低的金属反作用而产生压力。当中间金属所受压力超过屈服点时该部位就出现了压缩塑性变形此时钢板中存在着压力和拉应力并处于平衡所以钢板就较原来伸长:当焊缝冷却时,由于中间部分金属,在加热时产生压缩性变形的缘故,最后的长度要比原来的短些。中间的应力与两边的应力是相互牵制影响的所以在焊后冷却时中
4、间部分产生拉应力而在两边金属内部产生压应力并达到相互平衡最终焊缝纵向产生收缩变形如图2所示。由经验得知:薄板搭接连续角焊缝纵向收缩收稿日期:2000-05-08:修回日期:2000-08-13.作者简介:卞宗强男.30.助工.1994年毕业于抚顺石油学院机械系.一直从事化工设备检修施工工作。加热时冷却后图2焊缝纵向收缩变形注:箭头表示焊接方向量为0.20.4mm/m。这样纵向收缩量很小,对底板焊接影响不大,可由搭对余量来弥补。1.1.2在平行及方向相反的两外力作用下两板搭接焊时其施焊过程中是有先后的。先焊的一部分焊缝,因受后焊部分对它的压缩作用,从而减低了横向拉应力的数值而邻近焊缝区域内金属因
5、受热产生的膨胀,受到相邻冷金属的约束产生压缩塑性变形随热源移动各点不断重复这种过程O冷却后,同钢杆在加热膨胀受阻时的情况相似生成横向收缩变形。由经验得知:对于48mm厚的钢板搭接连续角焊横向收缩量为0.810mm/m0如果没有外力固定的情况下,搭接焊缝的施焊不是在同一时间内完成的先焊部分受到后焊焊缝横向收缩作用而又限制了后焊焊缝横向收缩作用,因此在焊缝末端受到了拉应力作用,先焊部分受到压应力作用。如图3所示。总的横向应力就是由上述两部分应力合成的结果。由于这种横向应力作用产生的变形,即焊缝中间部分起拱或凹下,这对底板施工是十分有害的。图3丁字形排板示意图2进行一次排列的。排板应满足施焊规定的条
6、件,使中幅板在施焊过程受热面不集中而迅速均匀将热传递还应满足铺设的方便、快捷和美观。它的一切应满足GB128J-90要求。国内常见的排列形式有:条形排板法人字形排板法和丁字形排板法。比较上述3种排板方法则丁字形排版法较好其优点是:(1)排板时便于错缝容易排列外观整齐美观大方;(2)能满足施焊条件易避免在施焊过程中应力过分集中,并能迅速均匀地传递从而克服中幅板焊后沿纵横方向收缩而使底板发生凹拱现象。33.1要合理安排好焊接顺序首先要分清那些焊缝施焊后能影响到底板变形。概括总结以下焊缝容易产生底板变形:(1)最低带壁板与弓形焊缝会引起弓形板变形;(2)中幅板与弓形板搭接角焊会引起周向收缩:(3)弓
7、形板对接焊缝会引起周向收缩;(4)中幅板本身焊缝纵横方向的收缩。上述影响因素相互牵连因此要有意识地将底板焊接分段进行,使其都能均匀自由收缩。在具体焊接中.其措施如下:(1) 先焊中幅板错开的短焊缝然后再焊直通的长焊缝。对于短焊缝采用分段跳焊法先将焊道分成400mm长的小段。然后如图4所示施焊。图4短焊缝分段跳焊法注:箭头表示运条方向序号志示焊接顺序。44底板的排板是根据来料的几何尺寸对中幅板图5长焊缝分段跳焊法注:箭头表示运条方向序号表示焊接顺序。对于长焊缝则从中心向两端分成若干400500mm的小段,由2名电焊工如图5所示,从中心向两边对称退步跳跃施焊。(2) 焊接时用小手锤锤击焊缝区释放应
8、力。第1遍与第2遍的焊缝应互相错开。(3) 边缘板按要求铺好后,先焊接径向短焊缝外侧200mm.焊后铲平与水平槽壁板连接部位的焊缝。(4) 罐底与底圈壁板连接部位的焊缝焊接.为了减少焊缝变形.可以数对焊工对称分布在罐内与罐外,沿同一方向分段退焊(见图6)o我们采取了先焊内圈再焊外圈的焊接顺序。为了防止在焊接过程中边板翘起过大,可用角钢每隔12m沿圆周支撑罐底和罐壁:将原来与中幅板连接的固定焊点打开并用龙门锲铁固定。打开龙门板和边板要有30mm以上的间隙.便于收缩。(5) 边缘板的径向连接焊缝可由外到内分段退焊,由数名焊工对称施焊。(6) 最后焊边缘板与中幅板的连接缝.焊前将边缘板与中幅板之间的
9、夹具松开.有焊接点的将焊点打开。焊工沿圆周对称均匀分布,沿同一方向分段退焊。另外为了有效防止因内应力而产生的罐底变形在中幅板焊接完成前,留出一二道主要焊缝不焊为以后步骤的焊接留下充足的焊接收缩余量。待罐底所有焊缝焊接完毕后再进行施焊。3.2在实际的施焊过程中,采用的焊接工艺参数见表1。(1) 焊接电流焊接电流的大小,对焊接质量有较大影响。电流较小电弧不稳定会造成未焊透和夹渣等缺陷使生产率降低:电流过大,则易产生咬边,同时增加金属飞溅。(2) 焊接速度焊接速度大小直接影响生产率和质量。应该在保证质量的前提下采用较大焊条直径和焊接电流,以获得最大的焊接速度(如表1所示)01焊层焊接电压焊接电流焊接
10、速度焊条版号焊条直径/mm/V/Ajfmmmin第一层2490120E43033.2第二层24100120E43033.2(3) 选择合理的坡口坡口的选择在保证焊透尽量减少填充金属,焊接变形及应力尽可能小的前提下进行选择(如图7所示)。图7坡口形式图(4) 引弧与收缩施焊收弧时焊接时每一层焊缝首尾重叠3050mm.使焊条与焊接平面的角度改为2025度引弧前用焊条将1根焊条收弧处来回划数次,使焊渣划开再引弧这样可以避免在焊接接头产生夹渣和气孔,确保接头处的焊接质量。4以上方法在炼油厂大型的储罐及气柜底板施工中都得到广泛应用,效果很好特别在5000m3储罐施工中有效地防止了罐底变形。1995-2004TsinghuaTongfangOpticalDiscCo.,Ltd.Allrightsreserved.
 大型储罐底板的焊接方法
大型储罐底板的焊接方法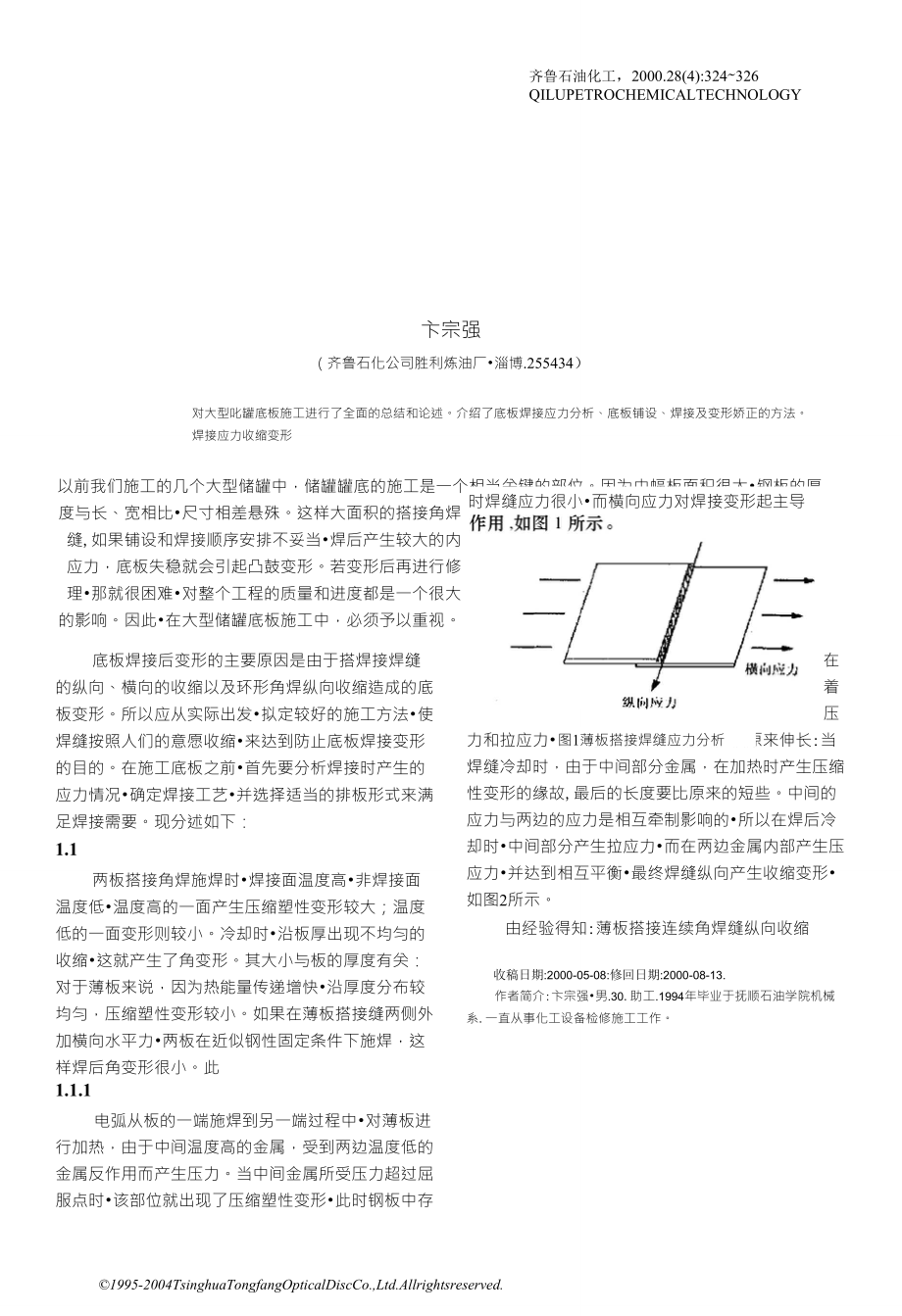

![质量技术交底大全记录文本[全套]](/Images/s.gif)