 第四章非金属材料的机械加工PPT课件
第四章非金属材料的机械加工PPT课件

《第四章非金属材料的机械加工PPT课件》由会员分享,可在线阅读,更多相关《第四章非金属材料的机械加工PPT课件(29页珍藏版)》请在装配图网上搜索。
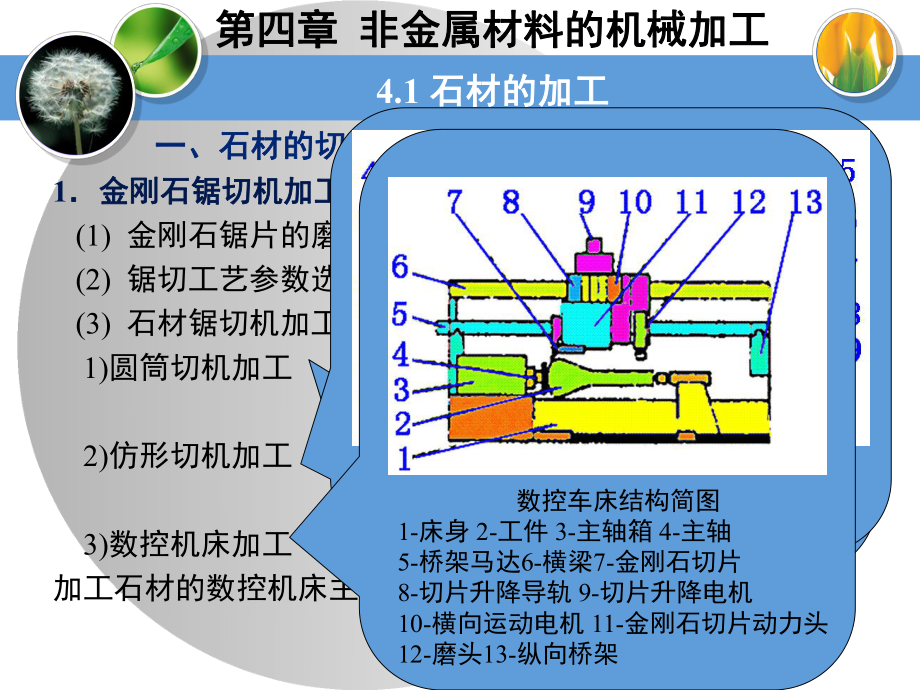
1、第四章第四章 非金属材料的机械加工非金属材料的机械加工4.1 石材的加工石材的加工 一、石材的切割加工一、石材的切割加工1金刚石锯切机加工金刚石锯切机加工 (1)金刚石锯片的磨损 (2)锯切工艺参数选择 (3)石材锯切机加工方法 1)圆筒切机加工 2)仿形切机加工 3)数控机床加工加工石材的数控机床主要有:数控车床和数控铣床圆筒切机结构简图1.圆筒刀具 2-主电机 3-进给传动丝杠4-进给电机 5-立柱 6-横梁 7-料车仿形切机结构简图1-工作台 2-石料 3-锯片 4-靠轮 5-样板6-横梁 7-操作台 8-纵向导轨 9-液压缸数控车床结构简图1-床身 2-工件 3-主轴箱 4-主轴 5-
2、桥架马达6-横梁7-金刚石切片 8-切片升降导轨 9-切片升降电机10-横向运动电机 11-金刚石切片动力头 12-磨头13-纵向桥架第四章第四章 非金属材料的机械加工非金属材料的机械加工4.1 石材的加工石材的加工 一、石材的切割加工一、石材的切割加工2金刚石绳锯加工金刚石绳锯加工 (1)金刚石绳锯(diamond wire saw)结构 由弹性橡胶套、载体金属丝网、金刚石环块与连接件组成。(2)绳锯的安装第四章第四章 非金属材料的机械加工非金属材料的机械加工4.1 石材的加工石材的加工 一、石材的切割加工一、石材的切割加工3高压水射流(高压水射流(ultrahigh pressure wa
3、ter jet)加工)加工超高压水射流工作原理1-石材;2-磨料;3-高压水喷嘴;4-混合室;5-磨料水喷嘴第四章第四章 非金属材料的机械加工非金属材料的机械加工4.1 石材的加工石材的加工 二、石材的研磨与抛光二、石材的研磨与抛光1石材磨抛方法与工具石材磨抛方法与工具 石材的抛光方法主要有两种:一是用散状磨料与液体或软膏混合成抛光悬浮液或抛光膏作为抛光剂,用适当的装置加到磨具或工件上进行抛光。另一种是用粘结磨料,即把金刚石、碳化硅或白刚玉微粉作磨料与结合剂,以烧结、电镀或者粘结的方法制成磨块。第四章第四章 非金属材料的机械加工非金属材料的机械加工4.1 石材的加工石材的加工 二、石材的研磨与
4、抛光二、石材的研磨与抛光2石材磨抛质量的影响因素石材磨抛质量的影响因素 石材的品种很多,其物理性质、化学成分、晶粒粗细和矿物晶体组分的差异等都对抛光质量有影响 抛光磨头进给速率对抛光质量影响很大,抛光磨头的运行方式要和粗磨、细磨磨头的运行方式配合进行。磨头运行方式有纵向横向和疏密程度之分抛磨头的运行方式第四章第四章 非金属材料的机械加工非金属材料的机械加工4.1 石材的加工石材的加工 三、石材的雕刻三、石材的雕刻 超声波石材精雕系统由超声波发生器、换能器、变幅杆及凿具四部分组成超声波石材精加工系统示意图第四章第四章 非金属材料的机械加工非金属材料的机械加工4.2 陶瓷的加工陶瓷的加工 一、陶瓷
5、的加工一、陶瓷的加工1加工方法加工方法 按照供给能量的方式,可将目前陶瓷的加工方法进行分类第四章第四章 非金属材料的机械加工非金属材料的机械加工4.2 陶瓷的加工陶瓷的加工 二、加工技术二、加工技术1机械加工机械加工 (1)陶瓷材料的切削加工 (2)陶瓷材料的磨削、抛光加工 (3)陶瓷材料的钻孔加工2放电加工放电加工陶瓷的机械加工示意图a 切割加工 b磨削加工 c钻削加工第四章第四章 非金属材料的机械加工非金属材料的机械加工4.2 陶瓷的加工陶瓷的加工 二、加工技术二、加工技术3超声波加工超声波加工 利用产生超声振动的工具(模具),带动工具和陶瓷元件间的磨料悬浮液,冲击和抛磨工件进行加工部分陶
6、瓷材料采用超声波加工的参数第四章第四章 非金属材料的机械加工非金属材料的机械加工4.2 陶瓷的加工陶瓷的加工 二、加工技术二、加工技术4.激光加工激光加工5.复合加工复合加工 复合加工技术包括:化学机械加工、电解磨削、超声机械磨削、电火花磨削、超声电火花复合加工、电解电火花复合加工、电解电火花机械磨削复合加工等第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料的加工塑料的加工 一、一、塑料切削基础知识塑料切削基础知识1.塑料切屑的形成过程塑料切屑的形成过程 塑料切屑的形成过程,是由切削刀具挤压而成1工件;2刀具;3夹具;4切屑;5压头第四章第四章 非金属材料的机械加工非金属材料
7、的机械加工4.3 塑料的加工塑料的加工 一、一、塑料切削基础知识塑料切削基础知识2.影响切削力的因素影响切削力的因素(1)塑料种类(2)切削用量的影响 背吃刀量P和进给量f加大,都会使切削力增大,二者对主切削力Fz的影响如图第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料的加工塑料的加工 一、一、塑料切削基础知识塑料切削基础知识2.影响切削力的因素影响切削力的因素(1)塑料种类(2)切削用量的影响 切削速度v对主切削力Fz的影响如图第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料的加工塑料的加工 一、一、塑料切削基础知识塑料切削基础知识2.影响切削力的因素影
8、响切削力的因素(3)刀具角度的影响第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料的加工塑料的加工 二、塑料的单刃切削二、塑料的单刃切削 单刃切削各种塑料工件所使用的刀具类型和用途见表第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料的加工塑料的加工 二、塑料的单刃切削二、塑料的单刃切削1.热塑性塑料的单刃加工热塑性塑料的单刃加工 (1)切削工艺特点 1)切削力小 2)导热系数小,切削区域温度低 3)断屑难 4)弹性模量小 5)线膨胀系数大 6)熔点低第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料的加工塑料的加工 二、塑料的单刃切削二、塑料
9、的单刃切削1.热塑性塑料的单刃加工热塑性塑料的单刃加工 (2)刀具前角的选择 1)首先要保证已加工表面质量 2)不同的加工要求时合理前角不同 3)不同塑料品种的刀具前角应有区别 4)成形车刀要选择较小的前角 (3)后角0的选择 1)首先考虑加工表面质量。2)被加工塑料线膨胀系数越大,选用的后角0应越大 3)粗加工时,为了提高刃口强度和散热面积应选用较小的 后角,精加工则选用较大的后角。4)切削用量的选择第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料的加工塑料的加工 二、塑料的单刃切削二、塑料的单刃切削2.热固性塑料的单刃加工热固性塑料的单刃加工 (1)一般情况下热固性塑料比
10、热塑性塑料耐热温度高,并且受压不变形。(2)热固性塑料的线膨胀系数仅是热塑性塑料的1/5,所以加工过程中可以不考虑切削热对工件加工精度的影响。(3)纤维增强的塑料在切削时刀具受力大 (4)热固性塑料强度大、硬度高、磨料磨损严重和热导率低,切削区域的温度比热塑性的高。(5)为了增强刀具的刃口强度,其前角和后角都要取小值,一般取0=05,0=12。第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料的加工塑料的加工 二、塑料的单刃切削二、塑料的单刃切削2.热固性塑料的单刃加工热固性塑料的单刃加工车削塑料用切削参数参考表第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料
11、的加工塑料的加工 二、塑料的单刃切削二、塑料的单刃切削2.热固性塑料的单刃加工热固性塑料的单刃加工车削塑料用前角0对耐用度T的影响后角0对车刀耐用度T的影响第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料的加工塑料的加工 三、塑料的钻削三、塑料的钻削 钻削塑料用的钻头可分为两种:扁钻和麻花钻a整体扁钻;b装配式扁钻第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料的加工塑料的加工 四、塑料的铣削加工四、塑料的铣削加工 根据加工表面的不同,可选用以下四类铣刀 四、塑料的铣削加工四、塑料的铣削加工 铣刀几何参数的选择如下:(1)铣削热塑性塑料时,铣刀的前角应比铣削
12、金属的大些。铣刀的前角应大于6。(2)无论铣削热塑性塑料还是热固性塑料,它们的弹性回复都比金属大。(3)有角的铣刀可以改善铣刀的切削性能 (4)切削塑料的铣刀齿背形式有两种a)为直线齿背式b)所示的折线齿背齿刀强度小,但容屑空间大第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料的加工塑料的加工第四章第四章 非金属材料的机械加工非金属材料的机械加工4.3 塑料的加工塑料的加工 五、塑料的磨削五、塑料的磨削1砂带磨削砂带磨削 可以采用砂带或砂轮打磨,但以用砂带居多2砂轮磨削砂轮磨削3手工磨削手工磨削1-被磨削工件;2砂带;3从动辊;4主动辊;5支承辊;6加压辊;7压块第四章第四章
13、 非金属材料的机械加工非金属材料的机械加工4.4 复合材料的加工复合材料的加工 一、概述一、概述二、各种复合材料的机械加工特点二、各种复合材料的机械加工特点1.玻璃钢玻璃钢2.热塑性树脂基复合材料热塑性树脂基复合材料 机械加工的基本加工特点是:(1)加工时加冷却剂,以避免过热,过热会使工件熔化;(2)采用高速切削;(3)切削刀具要有足够容量的排屑槽;(4)采用小的背吃刀量和小的进给量;(5)车刀应磨成一定的倾角,以尽量减少刀具切削力和推力;(6)热塑性复合材料钻孔应用麻花钻;(7)应采用碳化钨或金刚砂刀具,或用特殊的塑料用高速钢刀具;(8)工件必须适当支承(背部垫实),以避免切削压力造成的分层
14、;(9)精密机械加工时,要考虑塑性记忆和加工车间的室温;(10)刀头和刀具要锋利,钝刀具会增加工件上的切削力。第四章第四章 非金属材料的机械加工非金属材料的机械加工4.4 复合材料的加工复合材料的加工 一、概述一、概述二、各种复合材料的机械加工特点二、各种复合材料的机械加工特点3.金属基复合材料金属基复合材料三、复合材料的常规机械加工方法三、复合材料的常规机械加工方法1.锯切锯切2.钻孔和仿形铣钻孔和仿形铣3.铣削、切割、车削和磨削铣削、切割、车削和磨削第四章第四章 非金属材料的机械加工非金属材料的机械加工4.4 复合材料的加工复合材料的加工 四、其他常规机械加工方法四、其他常规机械加工方法五、特种加工方法五、特种加工方法 复合材料特种加工方法具有的优点-刀具磨损小、加工质量高、能加工复杂形状的工件、容易监控和经济效益高等恰恰是常规机械加工方法的弊病,因此可以认为复合材料特种加工方法是未来复合材料加工的发展方向。第四章第四章 非金属材料的机械加工非金属材料的机械加工4.5 特种材料加工的发展趋势特种材料加工的发展趋势 一、一、建立非金属材料切削理论建立非金属材料切削理论二、使用专用机床二、使用专用机床1.组合加工组合加工2.提高机床刚性提高机床刚性3.高速加工高速加工三、发展新型刀具材料三、发展新型刀具材料部分资料从网络收集整理而来,供大家参考,感谢您的关注!
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 四年级科学下册《食物包装上的信息》教科版课件
- 加强官德修养-做有德领导教学课件
- 医院药物临床试验机构资料管理员专项培训教材课件
- 北京中小学学生电子学籍管理系统一年级信息录入培训课件
- 医疗服务全面质量管理-课件
- 加强处方点评促进合理用药课件
- 加强学科建设打造品牌医院提升三级医院综合服务能力培训课件
- 化工设备检修安全技术概述课件
- 四年级下册英语Unit2WhattimeisitPartA课时课件
- 化工设备常用零部件图样及结构选用概述课件
- 加强学习履行职责做一名称职的党务干部支部书记培训课件2
- 医务人员艾滋病病毒职业暴露的预防及处理课件
- 四年级上第四单元三位数乘两位数解决问题课件
- 四年级数学上册计算工具的认识及计算课件免
- 四年级期末家长会(语文)课件
