 机械加工工序卡片分解
机械加工工序卡片分解

《机械加工工序卡片分解》由会员分享,可在线阅读,更多相关《机械加工工序卡片分解(12页珍藏版)》请在装配图网上搜索。
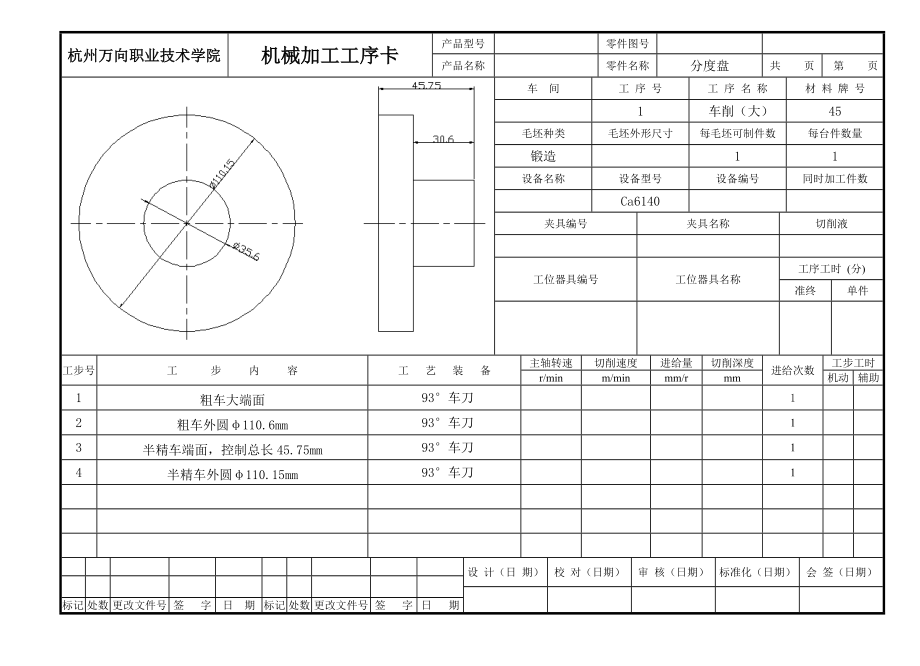
1、杭州万向职业技术学院机械加工工序卡产品型号零件图号产品名称零件名称分度盘共 页第 页车 间工 序 号工 序 名 称材 料 牌 号1车削(大)45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数量锻造11设备名称设备型号设备编号同时加工件数Ca6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗车大端面93车刀12粗车外圆110.6mm93车刀13半精车端面,控制总长45.75mm93车刀14半精车外圆110.15mm93车刀1设 计(日 期)校 对(日
2、期)审 核(日期)标准化(日期)会 签(日期)标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期杭州万向职业技术学院机械加工工序卡产品型号零件图号产品名称零件名称分度盘共 页第 页车 间工 序 号工 序 名 称材 料 牌 号2车削(小)45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数量锻造11设备名称设备型号设备编号同时加工件数Ca6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1车削2x1退刀槽槽刀12粗车小端面93车刀13粗车外圆35
3、.15mm93车刀14精车端面,控制总长45.15+0.10 +0.05mm93车刀15精车外圆35h6mm93车刀1设 计(日 期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期杭州万向职业技术学院机械加工工序卡产品型号零件图号产品名称零件名称分度盘共 页第 页车 间工 序 号工 序 名 称材 料 牌 号3钻中心孔45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数量锻造11设备名称设备型号设备编号同时加工件数Z550夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速
4、切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1钻中心孔22.15mm梅花钻1设 计(日 期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期杭州万向职业技术学院机械加工工序卡产品型号零件图号产品名称零件名称分度盘共 页第 页车 间工 序 号工 序 名 称材 料 牌 号4镗孔45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数量锻造11设备名称设备型号设备编号同时加工件数卧式镗床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给
5、量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1镗孔22H7mm镗刀1设 计(日 期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期杭州万向职业技术学院机械加工工序卡产品型号零件图号产品名称零件名称分度盘共 页第 页车 间工 序 号工 序 名 称材 料 牌 号5铣槽45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数量锻造11设备名称设备型号设备编号同时加工件数铣床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工
6、时r/minm/minmm/rmm机动辅助1铣弧形槽铣槽刀1设 计(日 期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期杭州万向职业技术学院机械加工工序卡产品型号零件图号产品名称零件名称拨动顶尖座共 页第 页车 间工 序 号工 序 名 称材 料 牌 号6钻孔T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数量锻造557511设备名称设备型号设备编号同时加工件数Z3025夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/mi
7、nm/minmm/rmm机动辅助1钻孔612mm不到尺寸麻花钻31510.89m/min0.25.510.9min2扩孔612锥柄扩孔钻50018.46m/min0.50.37510.193min设 计(日 期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期杭州万向职业技术学院机械加工工序卡产品型号零件图号产品名称零件名称拨动顶尖座共 页第 页车 间工 序 号工 序 名 称材 料 牌 号7铰孔T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数量锻造557511设备名称设备型号设备编号同时加工件数Z3025夹具编号夹具名称切削液
8、工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铰孔12直柄机用铰刀2007.54m/min1.00.12510.313min设 计(日 期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期杭州万向职业技术学院机械加工工序卡产品型号零件图号产品名称零件名称拨动顶尖座共 页第 页车 间工 序 号工 序 名 称材 料 牌 号8钻螺纹孔T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数量锻造557511设备名称设备
9、型号设备编号同时加工件数Z3025夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1钻孔4.8M5螺纹麻花钻2503.77m/min0.082.2510.95min设 计(日 期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期杭州万向职业技术学院机械加工工序卡产品型号零件图号产品名称零件名称拨动顶尖座共 页第 页车 间工 序 号工 序 名 称材 料 牌 号9攻螺纹T10毛坯种类毛坯外形
10、尺寸每毛坯可制件数每台件数量锻造557511设备名称设备型号设备编号同时加工件数Z3025夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1攻螺纹M5丝锥3154.9m/min0.80.510.112min设 计(日 期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期杭州万向职业技术学院机械加工工序卡产品型号零件图号产品名称零件名称拨动顶尖座共 页第 页车 间工 序 号工 序 名 称材
11、 料 牌 号10铣槽T10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数量锻造557511设备名称设备型号设备编号同时加工件数铣床X63夹具编号夹具名称切削液台虎钳工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1洗键槽53.220铣槽刀3000r/min70m/min0.009mm/r1mm0.95min设 计(日 期)校 对(日期)审 核(日期)标准化(日期)会 签(日期)标记处数更改文件号签 字日 期标记处数更改文件号签 字日 期书是我们时代的生命别林斯基书籍是巨大的力量列宁书是人类进步的阶梯高尔基书籍是人类知识的总统莎士比亚书籍是人类思想的宝库乌申斯基书籍举世之宝梭罗好的书籍是最贵重的珍宝别林斯基书是唯一不死的东西丘特书籍使人们成为宇宙的主人巴甫连柯书中横卧着整个过去的灵魂卡莱尔人的影响短暂而微弱,书的影响则广泛而深远普希金人离开了书,如同离开空气一样不能生活科洛廖夫书不仅是生活,而且是现在、过去和未来文化生活的源泉 库法耶夫书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者史美尔斯书籍便是这种改造灵魂的工具。人类所需要的,是富有启发性的养料。而阅读,则正是这种养料雨果
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
