 CM602L参考使用说明手册
CM602L参考使用说明手册

《CM602L参考使用说明手册》由会员分享,可在线阅读,更多相关《CM602L参考使用说明手册(56页珍藏版)》请在装配图网上搜索。
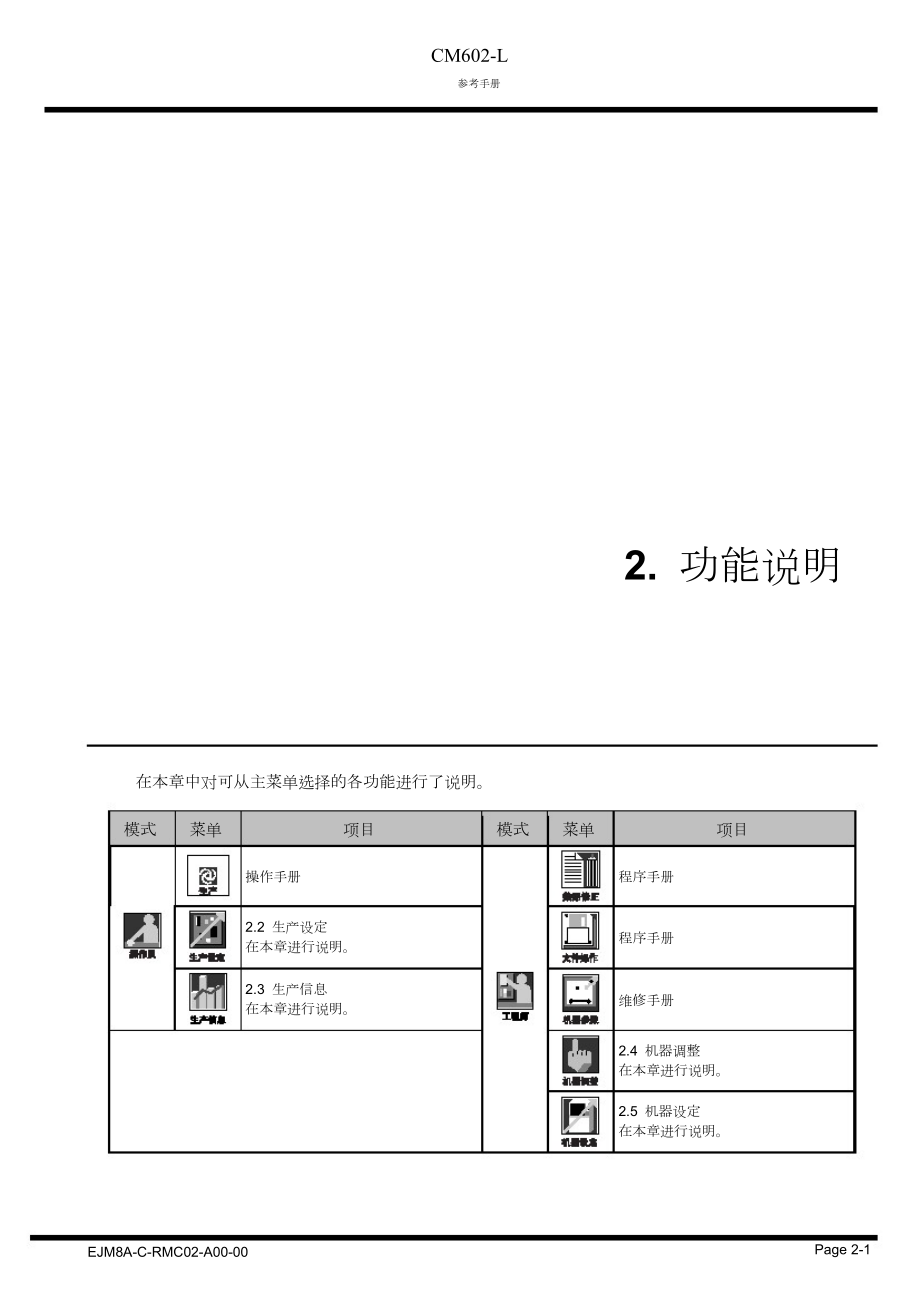
1、CM602-L参考手册2.2. 功能说明在本章中对可从主菜单选择的各功能进行了说明。模式菜单操作手册项目模式菜单程序手册项目2.2 生产设定在本章进行说明。2.3 生产信息在本章进行说明。程序手册维修手册2.4 机器调整在本章进行说明。2.5 机器设定在本章进行说明。EJM8A-C-RMC02-A00-00Page 2-1CM602-L参考手册2.1 菜单构成2.2.1 菜单构成2.1.1 操作员模式模式菜单生产项目开始自动生产。内容参照操作手册2.2.12.2.22.2.32.2.42.2.52.2.62.2.72.2.82.2.92.3.12.3.22.3.32.3.4供料器配置吸嘴设定支
2、撑销更换供料器整体更换基板搬送部品消费量计算动作设定供料器设置确认真空 OFF运转信息停止信息吸着信息复位确认供料器的配置。进行吸头的吸嘴排列的变更和确认。进行基板支撑块的更换动作。进行整体交换台车的安装和拆卸。确认基板搬送动作。进行对生产枚数的部品的消费量计算。进行各动作设定。确认供料器设定状况。切断通往吸嘴的真空。显示生产中的运转信息。显示生产中的停止信息。显示生产中的芯片吸着信息。复位生产信息。Page 2-2EJM8A-C-RMC02-A01-00CM602-L参考手册2.1 菜单构成2.1.2 工程师模式模式菜单基板数据基板识别数据功能软开关配置表/供料器布局吸嘴配置数据吸嘴存储数据
3、区块属性数据贴装数据程序库显示数据检查生产数据示教项目内容确认、修正基板数据。确认、修正基板识别数据。确认功能软开关的设定状态。确认、修正配置表和存储数据。确认吸嘴配置数据。(限高速吸头 (12 吸嘴)参照程序手册确认吸嘴存储数据。确认、修正区块属性数据。确认、修正贴装数据。显示程序库信息。(吸嘴、供料器、识别的 3 种)检查生产数据。示教生产数据。操作手册生产数据选择未使用-主操作子操作读取生产数据。程序手册读取、保存机器参数。机器参数进行各项目的维修。维修手册EJM8A-C-RMC02-A01-00Page 2-3CM602-L参考手册2.1 菜单构成模式菜单原点复归项目全部轴返回原点。调
4、整传送带宽度。进行基板搬送动作。内容参照2.4.12.4.22.4.32.4.42.4.52.4.62.4.72.4.82.4.9程序手册2.4.112.4.122.5.12.5.22.5.32.5.42.5.52.5.6传送带宽度调整基板搬送吸着实装动作吸嘴交换托盘调整输入确认输出确认轴信息识别装置维修环状负荷信息供料器状态进行吸着、识别、实装的假想动作。进行吸嘴的交换。可以确认托盘的托盘板之引出以及收纳的动作。用位表示输入地址。确认阀的状态,并使之动作。确认全部轴的当前位置和状态。确认识别处理动作。显示环状的负荷。显示供料器的状况。吸着位置学习不良吸头供料器设定调整用开关背光设定用户化操作
5、模式设定确认吸着位置学习的补正值。进行不良吸头的设定、解除。在供料器上设定详细信息。变更用于调整的生产动作的条件。设定背光的定时灭灯。变更操作员模式的功能。Page 2-4EJM8A-C-RMC02-A01-00CM602-L参考手册2.2 生产设定2.2 生产设定进行生产时所需要的设定,以及动作检查。1. 按主菜单的。 生产设定画面将被显示。 按功能开关,设定画面将被显示。EJM4A-C-Pc-Menu-0001EJM8A-C-RMC02-A01-00Page 2-5CM602-L参考手册2.2 生产设定2.2.1 供料器配置可以确认哪一供料器地址上载有哪一部品。首先请确认配置在工作台上的供
6、料器状态。 按照供料器地址顺序,显示各供料器的部品信息。根据占有状况,可以很清楚地知道供料器工作 台上的哪一供料器地址在使用中。也显示各卷盘的部品余数和压紧胶带量。 选择要确认的供料器工作台 。abca. 编带切断按此按钮切断编带。f1dgeb. 全部复位复位全部供料器的部品余数和压紧胶带量。按此按钮显示确认信息,可以时,请按是。c. 复位复位当前光标位置的芯片余数和压紧胶带量。(按照 ,光标将向上下移动)d. 再显示EJM8A-Pc-0023供料器再次确认信息,并重新显示压紧胶带量和部品余数。e. 余数输入实际的供料器和芯片余数不同时,能够输入部品余数。f. 编带量 余数切换压紧胶带量和部品
7、余数的显示。余数为“0”时或压紧胶带量为 35,000 mm 以上时,黄色标记闪烁显示。部品余数为 0 时,请确认供料器,并更换编带卷盘。按复位,将使余数和压紧胶带量复位,黄色闪烁标记将会消失。压紧胶带量超过规定值时,清扫压紧胶带。清扫方法 (智能编带供料器的使用说明书)g. 部品名为 20 文字以上时,按 ,显示 20 文字以后的文字。另外,按 ,返回到最前面的 20 文字。 详细内容请参照下一页。Page 2-6EJM8A-C-RMC02-A01-00CM602-L参考手册2.2 生产设定占有状况占有状况 按此按钮显示左边画面。 显示工作台的物理占有状况。EJM4A-Dm-0005部品综合
8、信息部品综合信息 按此按钮显示左边画面。 显示光标所指的供料器之部品信息,并其为包括 芯片信息的综合性部品信息。 把光标移到要显示的地址后再按下。EJM4A-Dm-0006EJM8A-C-RMC02-A01-00Page 2-7CM602-L参考手册2.2 生产设定角度定义角度定义 按此按钮显示左边画面。 显示主要部品的吸着、实装时的角度定义。选择速度选择速度 按下后,如左所示的画面将被显示。在此选择 在供料器配置上选择的芯片的供料器进给间 距。在选择速度的下部将显示所选择的间距。EJM4A-Pc-0013Page 2-8EJM8A-C-RMC02-A01-00CM602-L参考手册2.2 生
9、产设定2.2.2 吸嘴设定能够确认各吸头的吸嘴排列。现在安装在各吸头的吸嘴号码将被显示。A) 高速吸头 (12 吸嘴) 没有吸嘴交换器、没有部品厚度传感器 (12 吸嘴用选购件) 时 请按要确认的吸头的工作台 。1 关于吸嘴交换方法,请参照 生产基板的变更”。操作手册“5.a. 吸嘴配置位置移动 吸头移到吸嘴安装位置。b. 吸嘴设置确认abEJM8A-Pc-0024 吸嘴是否正确安装,进行识别,并显示计测值 (吸嘴直径、吸嘴位置)。 吸嘴确认动作前以及没有配置的吸嘴位置显示 “0.000”。 不正确时,将显示报警信息。cdc. 识别画面 显示执行吸嘴设置确认时的识别图像。d. 附着确认 检查吸
10、嘴尖端是否有附着物。如果有,将显示 警告信息。 该按键,器机参数 选购件设定 功能使 用设定的反射吸嘴异物附着检查处于有时将 被显示。EJM8A-C-RMC02-A01-00Page 2-9CM602-L参考手册2.2 生产设定没有吸嘴交换器、有部品厚度传感器 (12 吸嘴用选购件) 时 请选择要确认吸头的工作台 。1a. 吸嘴设置确认 吸嘴是否被正确安装,进行识别和吸嘴高度计 测,并且显示计测值 (吸嘴直径、吸嘴位置、 吸嘴高度)。 在吸嘴确认动作前、以及没有配置吸嘴的位置 显示为“0.000”。不正确时,将会显示警告信息。2bEJM8A-Pc-0005ab. 吸嘴位置/吸嘴高度 将会切换吸
11、嘴位置 和吸嘴高度 的显 按此处, 示。3EJM8A-Pc-0006bPage 2-10EJM8A-C-RMC02-A01-00CM602-L参考手册2.2 生产设定有吸嘴交换器、没有部品厚度传感器 (12 吸嘴用选购件) 时除了各吸头上的吸嘴外,还显示设置在吸嘴交换器上的吸嘴名称,并能够进行吸嘴的更换动作。 请选择要确认的吸头的工作台 。1 关于吸嘴交换方法,请参照 生产基板的变更”。操作手册“5.a. 计测值 显示 在吸嘴设置确认上识别的结果数值。b. 吸嘴无bch 清除 (无吸嘴) 安装在所选择的 pos 上的吸嘴 信息。c. 不一致无吸嘴afigEJM8A-Pc-0007de 选择在交
12、换器未设定的吸嘴时,将清除该 pos 的吸嘴信息 (无吸嘴)。d. 取下吸嘴2 把安装到吸头上的吸嘴全部返回到交换器。e. 吸嘴更换 将吸头的吸嘴更换到当前机器所读取的生产数 据用吸嘴的配置上。f. 识别画面 显示通过吸嘴设置的确认来识别的图像。g. 吸嘴设置确认 通过吸嘴的识别来确认吸头上被设置的吸嘴与 数据上的吸嘴是否一致。EJM8A-Pc-0008h. 挡板开/挡板闭 打开或关闭吸嘴交换器的挡板。i. 附着确认 检查吸嘴尖端是否有附着物。如果有,将显示 警告信息。 该按键,器机参数 选购件设定 功能使 用设定的反射吸嘴异物附着检查处于有时将 被显示。EJM8A-C-RMC02-A01-0
13、0Page 2-11CM602-L参考手册2.2 生产设定有吸嘴交换器、有部品厚度传感器 (12 吸嘴用选购件) 时 请选择要确认吸头的工作台 。1a. 计测值 显示 通过吸嘴设置确认来进行的识别和吸 嘴高度计测的结果。b. 吸嘴设置确认 吸嘴是否正确安装,进行识别和吸嘴高度计测。EJM8A-Pc-0011ab23c. 吸嘴位置/吸嘴高度 将会切换吸嘴位置 和吸嘴高度 的显 按此处, 示。cEJM8A-Pc-00094cEJM8A-Pc-0010Page 2-12EJM8A-C-RMC02-A01-00CM602-L参考手册2.2 生产设定B) 通用吸头 (8 吸嘴) 没有部品厚传感器 (8
14、吸嘴用选购件) 时除了各吸头上的吸嘴外,还显示设置在吸嘴交换器上的吸嘴名称,并能够进行吸嘴的更换动作。 请选择要确认的吸头的工作台 。1 关于吸嘴交换方法,请参照 生产基板的变更”。操作手册“5.a. 计测值 显示 在吸嘴设置确认上识别的结果数值。gbcdb. 吸嘴无 清除 (无吸嘴) 安装在所选择的 pos 上的吸嘴 信息。c. 不一致无吸嘴EJM8A-Pc-0036aehf 选择在交换器内未设定的吸嘴时,将要清除 (无吸嘴) 该 pos 的吸嘴信息。d. 取下吸嘴 把安装到吸头上的吸嘴全部返回到交换器。2e. 识别画面 显示通过吸嘴设置的确认来识别的图像。EJM8A-Pc-0037EJM8
15、A-C-RMC02-A01-00Page 2-13CM602-L参考手册2.2 生产设定f. 吸嘴设置确认 通过吸嘴的识别来确认吸头上被设置的吸嘴与 数据上的吸嘴是否一致。g. 挡板开/挡板闭 打开或关闭吸嘴交换器的挡板。gh. 附着确认 检查吸嘴尖端是否有附着物。如果有,将显示 警告信息。 该按键,器机参数 选购件设定 功能使用 设定的反射吸嘴异物附着检查处于有时将被 显示。hfEJM8A-Pc-0036通用吸头 (8 个吸嘴) 的吸嘴交换器运转领域限制对通用吸头 (8 个吸嘴),吸嘴交换器为标准附属品。但如图所示,于吸嘴交换器右端设有不能进行吸嘴交换的领域限制。(No. 16, 26, 3
16、6, 46, 56, 66)吸嘴交换器665646362616不可交换吸嘴 (右端限制)Page 2-14EJM8A-C-RMC02-A01-00CM602-L参考手册2.2 生产设定有部品厚度传感器 (8 吸嘴用选购件) 时 请选择要确认吸头的工作台 。1a. 计测值 显示 通过吸嘴设置确认来进行的识别和吸 嘴高度计测的结果。b. 吸嘴设置确认 吸嘴是否正确安装,进行识别和吸嘴高度计测。EJM8A-Pc-0035ab23c. 吸嘴位置/吸嘴高度 将会切换吸嘴位置 和吸嘴高度 的显 按此处, 示。EJM8A-Pc-0016c4EJM8A-Pc-0017cEJM8A-C-RMC02-A01-00
17、Page 2-15CM602-L参考手册2.2 生产设定C) 多功能吸头可以变更设定在吸头上的吸嘴。 多功能吸头的标准规格附带吸嘴交换器。 选择吸头,从交换器当中选择要设定的吸嘴。a. 无吸嘴 清除 (无吸嘴) 安装在所选择的 pos 上的吸嘴 信息。b. 不一致无吸嘴 选择未设置在吸嘴交换器内的吸嘴时,将清除 (无吸嘴) 该 pos 的吸嘴信息。acc. 取下吸嘴db 把安装到吸头上的吸嘴全部返回到交换器。d. 挡板开/挡板闭 打开或关闭吸嘴交换器的挡板。EJM8A-Pc-00202.2.3 支撑销更换与基板支撑块一起更换支撑销。 操作手册“5. 生产基板的变更”。 关于交换方法,请参照a.
18、 TBL1 TBL2 TBL3 TBL4 选择要进行支撑销更换的工作台。b. 支撑销更换开始ab 将传送带宽度调至最大,基板支撑块上升,变 成可从前面侧拉出的状态。c. 支撑销更换完成 基板支撑块下降,传送带宽度返回到原来的状 态。cPage 2-16EJM8A-C-RMC02-A01-00CM602-L参考手册2.2 生产设定2.2.4 供料器整体更换在整体交换台车的安装和拆下时使用。对画面功能进行说明。 操作手册“3. 生产材料的设置”。 关于整体交换台车的安装、拆卸方法,请参照a. 整体交换开始 头的退避等,进行整体更换前所必要的动作。b. 供料器基座上升a 使整体交换台车的供料器基座上
19、升。c. 供料器基座下降 使整体交换台车的供料器基座下降。bcEJM4A-Pc-0005 通知下降时,为了确保安全,只在整体交换台车被插入到机器的状态时 (安装时) 发挥功能。在机器外部下降时,需先卸下连接电缆。在高速吸头 (12 吸嘴) 上使用双式编带供料器之左右轨道同时进给功能时,需要如下条件。 双式编带供料器的软件版本要求 : 版本 5.00 或以上版本 整体交换台车的软件版本要求 : 版本 1.20 或以上版本EJM8A-C-RMC02-A01-00Page 2-17CM602-L参考手册2.2 生产设定2.2.5 基板搬送进行基板搬入、由 A 工作台至 B 工作台的移动、往后工序搬出
20、的逐个工序。 传送带上的基板用绿色的长方形表示,移动过程中闪烁显示。 在生产设定菜单上按基板搬送后,确认伺服开关为 ON 后,按 显示基板搬送画面。a. 基板长度 每按一次,按照 50 mm 240 mm, 241 mm 330 mm, 331 mm 510 mm 的顺序切换。 根据基板尺寸,可搬送的位置 (实装位置、待 机位置等) 有所不同。abcdeb. 生产数据 按此处,基板长度将会变为现在的生产数据之 基板尺寸。c. 搬入EJM8A-Ma-0004 从前工序往 A 工作台待机传送带位置搬入基 板。d. 上载 2 往第 2 贴装位置搬送基板。 基板长度为 241 mm 330 mm 及
21、331 mm 510 mm 时,不能使用上载 2的贴装位置。 (显示的颜色将变为灰色,就不能选择。) B 工作台的上载 2也是同样。e. 上载 1 往第 1 贴装位置搬送基板。 关于 B 工作台,请参照下一页。Page 2-18EJM8A-C-RMC02-A01-00CM602-L参考手册2.2 生产设定f. 搬入 往 B 工作台待机传送带位置搬入基板。 基板长度为 331 510 mm 时,不能使用搬入 的贴装位置。 (显示的颜色将变为灰色,就不能选择。)g. 上载 2 往第 2 贴装位置搬送基板。 基板长度为 241 330 mm 时,不能使用上载 2的贴装位置。 (显示的颜色将变为灰色,
22、就不能选择。)h. 上载 1EJM8A-Ma-0005fghjk 往第 1 贴装位置搬送基板。j. 卸载 往后工序待机位置搬送基板。 此功能仅限于设置后工序延长传送带 (选购件) 时有效。k. 搬出 往后工序搬出基板。 关于上载 若基板处于所选择的传送带位置之前的工序上 时,将基板搬送到所选择的传送带位置上。 若基板未处于所选择的传送带位置之前的工序 上时,将要搬入的基板搬送到所选择的传送带位 置上。 关于搬出 按搬出时,在其前一个位置 (标准时,为 B 工 作台的上载 1,设置后工序延长传送带 (选购 件) 时,为卸载) 上如果在无基板的状态下, 传送带不会动作。EJM8A-C-RMC02-
23、A01-00Page 2-19CM602-L参考手册2.2 生产设定2.2.6 部品消费量计算可以事先计算生产预定的基板枚数的部品的消费量。1. 使用 0 9 数字键输入生产基板枚数。2. 按ENT。3. 按执行。31EJM8A-Pc-0021 计算供料器上需要设置的部品数,并显示其结 果。2ab 画面项目的详细内容,请参照下表。cEJM8A-Pc-0022defghNo.a. 工作台选择b. 生产基板枚数c. 地址 L/Rd. 芯片/个数e. 实装/基板f. 跳跃/基板g. 芯片合计h. 个数名称-说明供料器工作台的地址 No.L/R 为双面编带供料器的右侧/左侧每 1 个卷盘的芯片配置数每
24、 1 枚基板的芯片实装数每 1 枚基板的实装跳跃点数根据生产基板枚数的芯片消费数对生产基板枚数所需要的编带卷盘个数Page 2-20EJM8A-C-RMC02-A01-00CM602-L参考手册2.2 生产设定生产预定枚数的输入 在动作设定画面上将生产预定枚数设定为“有” 时,将在部品消费量画面上显示生产预定枚数 的输入栏。 2.2.7 动作设定)( 用数字键输入生产预定枚数后,在生产枚数栏 和搬入枚数栏上个别显示生产基板枚数及已搬 入的基板枚数。 按复位,将清除生产预定枚数、生产枚数、搬 入枚数。EJM4A-Pc-0023EJM8A-C-RMC02-A01-00Page 2-21CM602-
25、L参考手册2.2 生产设定2.2.7 动作设定设定参数名称的项目动作的执行。通知默认设定为无。只要用户不设定,不变更此数据。 选择有/无。a. 反面实装 要生产基板的反面已实装的基板时,设为有。abc 动作将被变成在确认基板支座下降后再排出基 板,以避免实装后的基板排出动作时支撑销接 触到反面芯片。b. 自动吸嘴交换中止 有的情况下,不进行自动运转前的吸嘴更换。 在没有使用 PT 编制吸嘴更换用的数据时使用。 (限使用高速吸头 (12 吸嘴) 时显示。)c. 生产预定枚数EJM4A-Pc-0003 设定为有时,所设定的生产枚数全部生产后将 会结束。此时,在部品消费量计算画面上将被 显示。 设定
26、为无时,不使用生产预定枚数的功能。Page 2-22EJM8A-C-RMC02-A01-00CM602-L参考手册2.2 生产设定2.2.8 供料器设置确认显示供料器的设置状态。若有误设置,按照错误内容以不同颜色显示。 各颜色显示如下内容。adbca. 种类 (黄色) 与设定到生产数据上的供料器不同。b. 编带宽度 (绿色) 生产数据和存储到供料器上的数据的编带宽度 不同。c. 部品名 (浅蓝色) 生产数据和存储到供料器上的数据的部品名不 同。EJM4A-Pc-0001d. 未设置 (灰色) 没有设置设定到生产数据上的供料器。EJM8A-C-RMC02-A01-00Page 2-23CM602
27、-L参考手册2.2 生产设定2.2.9 真空 OFF停止真空空气的供给。自动运转中发生联锁错误时,机器将自动停止运转。在此,为了防止元件脱落,本机不会切断真空空气。此时,需要停止真空空气供给的情况下使用。即使不按真空 OFF也只要重新开始运转,本机便在生产之前自动排出元件,并且开始生产。真空 OFF 按此处,将停止真空空气的供给。EJM4A-Pc-Menu-0001 通知在吸着元件的状态下按真空 OFF,元件会脱落,请注意。Page 2-24EJM8A-C-RMC02-A01-00CM602-L参考手册2.3 生产信息2.3 生产信息生产信息显示生产基板、吸着、部品的供给装置等的运装状况。1.
28、 按主菜单的 显示运转信息。 若要显示各信息,请按各种信息按钮 。 各信息画面的详细内容,请参照此后记载。复位 删除信息内容。 显示确认信息后,请按是。1EJM4A-Pi-0006EJM8A-C-RMC02-A01-00Page 2-25CM602-L参考手册2.3 生产信息2.3.1 运转信息显示每一个工作台的基板、区块的生产枚数和运转时间等。 数据与生产基板的变更无关,只要不复位,将计算进去。a. 生产基板枚数 基板通过指定工作台的枚数。 (实装枚数只通过的枚数)abcdefghb. 生产区块枚数 实际生产 (实装) 的区块数。c. 运转率 (单位: %) 生产模式中本机实际进行实装动作的
29、时间比 例。 (实际运转时间/总运转时间)d. 机器运转率 (单位: %)EJM4A-Pi-0006 加上实际运转时间和前后工序等待的停止时间 的指定工作台单体的运转率。 ( (实际运转时间 工程等待时间)/总运转时间)e. 实际运转时间 从生产模式下的时间当中减去前后工序等待和 错误等而停止实装的时间。 (总运转时间总停止时间)f. 前工序等待时间 等待前工序准备就绪的时间。g. 后工序等待时间 等待后工序准备就绪的时间。h. 总运转时间 本机在生产模式下的时间。Page 2-26EJM8A-C-RMC02-A01-00CM602-L参考手册2.3 生产信息2.3.2 停止信息显示生产中的本
30、机不同停止原因的信息。也可以看到在此之前停止的事例详细。 数据与生产基板的变更无关,只要不复位,也计算进去。a. 真空/厚传感器错误履历ab 显示自动运转中的真空传感器和部品厚传感器 (12 吸嘴用选购件) 的错误履历。b. 停止履历 显示不能继续运转的停止履历。 关于各画面的详细说明,请参照下一页以后。EJM8A-Pi-0001EJM8A-C-RMC02-A01-00Page 2-27CM602-L参考手册2.3 生产信息真空/厚传感器错误履历从最新的开始,显示 20 件自动运转中发生的有关真空传感器和部品厚传感器 (12 吸嘴用选购件)的错误信息。 对如下画面的虚线框内项目自左至右按顺序进
31、行说明。Fdr 显示发生错误之前吸着的供料器地址 (1 27)。HD 显示发生错误的吸头 高速吸头 (12 吸嘴) 时 : 1 12 通用吸头 (8 吸嘴) 时 : 1 8 :13多功能吸头时Sd 显示安装双式供料器时其位置是右侧还是左 侧。EJM8A-Pi-0002一趟 显示发生错误的趟位是第几趟。错误种类 显示错误的种类。 实装错误、芯片落下、排出错误、吸嘴脱落 (限使用通用吸头 (8 吸嘴)、高速吸头 (12 吸嘴) 时)Xmm、Ymm 显示发生错误的芯片的实装坐标。MP (1: 显示发生错误的基板的实装位置。 第 1 实装 位置,2: 第 2 实装位置)NzNo 显示发生错误时设置在该
32、吸头上的吸嘴号码。StdP 显示机器会判断出错误时所依据的真空压值。MsrP 显示发生错误时的真空压值。 是通过部品厚度传感器 (12 吸嘴用选购件) 来 检测出的错误时,显示为“”。 根据 StdPMsrP 的关系被判断 为错误。 按错误种类的不同,不等符号的方向也有不同。Page 2-28EJM8A-C-RMC02-A01-00CM602-L参考手册2.3 生产信息停止履历从最新的开始,显示 20 件无法继续运转的停止信息。abcda. 选择停止信息。b. 错误画面 显示在停止时显示过的错误画面。c. 轴信息 显示停止时的轴信息。 “2.4.9 轴信息”)(efEJM4A-Pi-0004d
33、. FD 保存 把停止履历保存到软盘。 为了分析错误,把数据寄到本公司时使用。e. 轴记录表 FD 保存 把轴记录的信息保存到软盘。f. 复位 删除停止履历的内容。 由于显示确认信息,请按是。EJM8A-C-RMC02-A01-00Page 2-29CM602-L参考手册2.3 生产信息2.3.3 吸着信息在吸着信息画面上,每按一次各供料器/各吸嘴,切换供料器单位和吸嘴单位显示生产中的元件吸着信息。 变更生产基板时,如果供料器地址上未设置供料器,其信息则不显示。 数据与生产基板的变更无关,只要不复位,也计算进去。 “芯片立起”在有部品厚传感器 (12 吸嘴、8 吸嘴用选购件) 时一起被计算进去
34、。供料器单位通过按各供料器/各吸嘴使各供料器反转显示,将显示每一供料器的所选择工作台的吸着信息。eaba. 工作台 No 每按一次,切换工作台 No。b. 错误画面 显示当前选择中的工作台的最新错误图像。c. 选择工作台 每按一次,按钮下部的显示将被切换为选择工 作台或全工作台,并显示各自的详细信息。cdEJM8A-Pi-0006d. 复位 生产管理信息的复位画面将被显示,则可进行 生产管理信息的复位。e. 地址 按此按钮,则可选择地址。按错误画面,将显 示所选择的地址之识别错误图像,并可确认。 关于 a. d.的项目,以吸嘴为单位时也是同功 能。吸嘴单位通过按各供料器/各吸嘴使各吸嘴反转显示
35、,将显示每一吸嘴的所选择工作台的吸着信息。 带有吸嘴交换器时,在如左所示的画面虚线框 内将显示吸头号码 (吸嘴位置)。无吸嘴交换器 时不显示。 吸嘴交换器为高速吸头 (12 吸嘴) 和通用吸头 (8 吸嘴) 的选购件。abcdEJM8A-Pi-0007Page 2-30EJM8A-C-RMC02-A01-00CM602-L参考手册2.3 生产信息2.3.4 复位进行生产信息的复位。a. 要复位的信息按钮 可以一次选择多个。 解除选择时,请再按一次要解除的按钮。b. 执行a 开始复位。 在执行前显示确认信息。请根据情况按所需要 的按钮。bEJM4A-Pi-0007EJM8A-C-RMC02-A0
36、1-00Page 2-31CM602-L参考手册2.4 机器调整2.2.4 机器调整进行机器各部的动作确认以及调整。 不能从操作员模式的主菜单 (初始设定状态) 进入。1. 按主菜单的。 机器调整菜单的画面将被显示。 若要显示各调整画面,请按功能开关。EJM4A-Ma-Menu-0001 通知在如下状态下按功能键的,返回到画面时有时会显示信息。 基板支座处于上升状态,为了防止干涉,使基板支座下降时。 Z 轴位于下降状态,为了防止吸嘴干涉,使 Z 轴待避到原点位置时。 编带切刀处于关闭状态,使编带切刀处于基准状态的开时。Page 2-32EJM8A-C-RMC02-A02-00CM602-L参考
37、手册2.4 机器调整2.4.1 原点复归进行全部轴的原点复归。 确认传送带上没有基板后再进行。1. 按原点复归。1EJM4A-Ma-Menu-00012. 将伺服开关置于 ON ( I )。(进行确认)333. 按操作面板的 将开始原点复归。2 原点复归完成后,将返回到机器调整画面。 画面为高速吸头 (12 吸嘴)。EJM4A-Ro-0001EJM8A-C-RMC02-A02-00Page 2-33CM602-L参考手册2.4 机器调整2.4.2 传送带宽度调整把全部传送带的宽度自动调整为设定的基板尺寸的宽度。 请确认传送带上没有基板后再进行。1. 按传送带宽度调整。1EJM4A-Ma-Men
38、u-00012. 将伺服开关置于 ON ( I )。(进行确认)333. 按操作面板的2。 因到此之前的操作履历 (因已处于原点复归状 态),而不必进行原点复归动作。此时,不需要 此步骤。 传送带宽度调整的画面将被显示。下一页Page 2-34EJM8A-C-RMC02-A02-00CM602-L参考手册2.4 机器调整4. 按操作面板的+ 执行。 进行搬送导轨的自动宽度调整。 初始画面上显示当前的基板宽度。(一次也没有 进行宽度调整时为 0.0)ab 若要变为任意基板宽度,请按输入栏 (b) 后使 用画面右部的数字键输入。a. 生产数据基板宽度配合生产数据的基板宽度时使用。4EJM8A-C-
39、RMC02-A02-00Page 2-35CM602-L参考手册2.4 机器调整2.4.3 基板搬送进行基板搬入、由 A 工作台至 B 工作台的移动、往后工序搬出的逐个工序。 “2.2.5 基板搬送”) 操作方法同生产设定的基板搬送相同。 (1. 按基板搬送。1EJM4A-Ma-Menu-00012. 将伺服开关置于 ON ( I )。(进行确认)333. 按操作面板的2。 因到此之前的操作履历 (因已处于原点复归状 态),而不必进行原点复归动作。此时,不需要 此步骤。 基板搬送的画面将被显示。EJM8A-Ma-0006Page 2-36EJM8A-C-RMC02-A02-00CM602-L参
40、考手册2.4 机器调整2.4.4 吸着实装动作确认选择的照相机或者吸嘴的吸着、识别、实装位置。A) 高速吸头 (12 吸嘴) 时1. 在机器调整的菜单画面上按吸着实装动作。 吸着实装动作的画面将被显示。232. 选择对象吸头。3. 选择照相机或者吸嘴。 同时吸着最多可选择 6 根。 (pos 1 6 或者 pos 7 12 的组合)4EJM4A-Ma-00184. 选择操作面板的着实装。 进行吸+ 按钮, 关于此画面功能的详情,请参照后述的“吸着实 装动作的画面详情”。B) 通用吸头 (8 吸嘴) 时1. 在机器调整的菜单画面上按吸着实装动作。 吸着实装动作的画面将被显示。232. 选择对象吸
41、头。3. 选择照相机或者吸嘴。 同时吸着最多可选择 4 根。 (pos 1 4 或者 pos 5 8 的组合)4EJM4A-Ma-00044. 选择操作面板的着实装。 进行吸+ 按钮, 关于此画面功能的详情,请参照后述的“吸着实 装动作的画面详情”。EJM8A-C-RMC02-A02-00Page 2-37CM602-L参考手册2.4 机器调整C) 多功能吸头时1. 在机器调整的菜单画面上按吸着实装动作。 吸着实装动作的画面将被显示。232. 选择对象吸头。3. 选择照相机或者吸嘴。 可以同时吸着全部吸嘴。EJM4A-Ma-001044. 选择操作面板的着实装。 进行吸+ 按钮, 关于此画面功
42、能的详情,请参照后述的“吸着实 装动作的画面详情”。吸着实装动作的画面详情 画面为高速吸头 (12 吸嘴)。 根据吸头类型的不同,画面上的按钮配置也有所 不同,但是所显示项目内容都相同。ghbedcfjaEJM4A-Ma-0018abcdefghj 项目吸着位置移动Z 轴 上升/下降供料器进给进给量变更左开始位置右开始位置实装位置移动X 坐标变更Y 坐标变更 说明使所选择的吸头或照相机移动到所选择的供料器的吸着位置。在吸着位置上使吸头下降或上升。根据所指定的进给量 (间距) 进给编带。指定进给量 (间距)。使吸头移动到左侧的识别开始位置。使吸头移动到右侧的识别开始位置。使吸头移动到在 XY 坐
43、标上指定的实装位置。变更通过实装位置移动来移动的位置之 X 坐标。变更通过实装位置移动来移动的位置之 Y 坐标。Page 2-38EJM8A-C-RMC02-A02-00CM602-L参考手册2.4 机器调整2.4.5 吸嘴交换将任意吸头的吸嘴与吸嘴交换器内的吸嘴进行交换。 通用吸头 (8 吸嘴) 及多功能吸头标准附带交换器。 高速吸头 (12 吸嘴) 的吸嘴交换器为选购件。 (没有安装吸嘴交换器时,不会显示该画面。) 画面为多功能吸头。1. 在机器调整的菜单画面上按吸嘴更换。 吸嘴更换的画面将被显示。22. 选择对象吸头。33. 选择吸头的吸嘴。4. 选择交换器的吸嘴。4EJM4A-Ma-0
44、02155. 按操作面板的+ 设置吸嘴。 吸嘴交换器的吸嘴将被安装在吸头上。 欲取下吸嘴时,按+ 取下吸嘴。EJM8A-C-RMC02-A02-00Page 2-39CM602-L参考手册2.4 机器调整2.4.6 托盘调整可以确认直接托盘的托盘板之引出或收纳动作。 使用选购件的直接托盘供料器规格时将会显示出来。1. 在机器调整的菜单画面中按托盘调整。 将会显示托盘调整的画面。吸着位置显示现在位于吸着位置上的托盘板号码。供给位置显示现在位于供给位置上的托盘板号码。托盘板吸着位置移动将通过地址号码选择的托盘板移动到吸着位置上。托盘板供给位置移动EJM8A-C-Dm-0008将通过地址号码选择的托
45、盘板移动到供给位置上。托盘板引出将通过地址号码选择的托盘板移动到托盘板引出位置上。托盘板收纳当通过地址号码选择的托盘板被引出在吸着位置或供给位置上时,将该托盘板收纳到托盘箱内。速度切换通过地址号码选择的托盘板的动作速度,在高中低速度之间切换动作速度。Page 2-40EJM8A-C-RMC02-A02-00CM602-L参考手册2.4 机器调整2.4.7 输入确认每隔 1 秒钟从本机使用的全部输入地址当中抽样,并用比特来显示此状态。 每按一次画面右上的按钮 ,信息显示在地址显示和一览显示之间切换。按钮内的显示也将会切 换。1. 在机器调整的菜单画面上按输入确认。 输入确认的画面将被显示。 画面
46、项目内容如下所示。一览显示1EJM4A-Ma-0007每一地址的显示1 每隔 1 秒钟从本机使用的输入地址当中抽样, 并加上名称用比特来显示此状态。 按钮反转表示此比特为 ON (1)。 选择要显示的大项目 ,通过翻页来确认必要 的输入比特。2EJM4A-Ma-0008EJM8A-C-RMC02-A02-00Page 2-41CM602-L参考手册2.4 机器调整2.4.8 输出确认可以以工作台为单位,确认调整时频繁使用的阀的状态,并且使之各自单独动作。 每按一次画面右上的按钮 ,信息显示在电磁阀显示和地址显示之间切换。按钮内的显示也将会 切换。1. 在机器调整的菜单画面上按输出确认。 输出确
47、认的画面将被显示。 画面项目内容如下所示。电磁阀显示1 画面为高速吸头 (12 吸嘴) 。a. 吸嘴使真空泵、强制吹气、真空、贴装吹气的各阀动作。cb. 传送带a使基板支座的止动器、支架、侧面夹具、上下夹具动作。使支架动作的话,在支架按钮的侧面以秒为单位显示此动作时间。c. 吸嘴配置&真空压抽样显示各吸嘴位置的真空压值。EJM4A-Ma-0020b每一地址的显示1 对本机使用的输出地址加上名称用比特来显示 此状态。 按钮的反转显示代表该比特处于 ON (1) 的状 态。 的状态下,按名称按 按下操作面板的 钮,输出与当前状态相反的信号,并再次显示。 选择要显示的大项目 ,通过翻页来确认必要 的
48、输出比特。2EJM4A-Ma-0009Page 2-42EJM8A-C-RMC02-A02-00CM602-L参考手册2.4 机器调整2.4.9 轴信息可以确认本机控制的全轴的当前位置和状态。 画面为高速吸头 (12 吸嘴)。1. 在机器调整的菜单画面上按轴信息。 轴信息的画面将被显示。 画面项目内容如下所示。a. 当前位置计数器abc 用状态地址的 mm 或者脉冲显示各轴的当前位 置。 脉冲 用脉冲显示当前位置。 mm 用 mm 显示当前位置。b. XY: 旋转内脉冲 仅对 X 轴、Y 轴的数据进行抽样显示。 Z: 真空 以抽样方式显示 Z 轴的真空压力数据。 : 高度 以抽样方式显示高度测
49、量传感器的数据。 (高度测量传感器为选购件。)EJM4A-Ma-0022c. 状态以比特显示各轴的错误、状态地址的状态。在画面上使用的简字说明X: XY 装置的 X 轴Y: XY 装置的 Y 轴Z1 Z12 : Z 轴 (高速吸头 (12 吸嘴) 时) Z1 Z8 为通用吸头 (8 吸嘴) 时 Z1 Z3 为多功能吸头时 :轴EJM8A-C-RMC02-A02-00Page 2-43CM602-L参考手册2.4 机器调整2.4.10 识别装置维修可以确认全部识别处理动作。 程序手册“附录 1. 识别装置 (HGR-40)”。 关于操作方法,请参照1. 在机器调整的菜单画面上按识别装置维护。 识
50、别装置维护的画面将被显示。EJM8A-Ma-00072.4.11 环状负荷信息显示环状负荷信息。1. 在机器调整的菜单画面上按环状负荷信息。 环状负荷信息的画面将被显示。 画面项目内容如下所示。各环状板对应于以下各处。#1, #2 . A 工作台前#3, #4 . A 工作台后#5 . A 工作台搬送#6 . A 工作台托盘#9 . B 工作台搬送#10, #11 . B 工作台前#12, #13 . B 工作台后#14 . B 工作台托盘EJM8A-Ma-0008Page 2-44EJM8A-C-RMC02-A02-00CM602-L参考手册2.4 机器调整2.4.12 供料器状态显示当前设
51、置在本机上的供料器信息。abecd1. 在机器调整的菜单画面上按供料器状态。 供料器状态的画面将被显示。fghjk 画面项目内容如下所示。a. 代码 显示错误代码。b. 状态 显示错误的内容。c. 错误显示EJM8A-Ma-0009 显示以光标选择的供料器的错误内容。d. 再显示 再次显示供料器信息。e. 用虚线框住的部分ADR显示供料器被设置的地址。ID显示被设置的供料器的 ID 号码。进给量显示供料器的进给量。SEL显示使用双轨编带供料器时被选择的是左右之中的哪一个轨道。原点偏移量显示供料器的原点偏移量。KND显示供料器的种类。ER显示发生错误时的错误代码。RmVr每按一次,可以按照RmV
52、r BdVr的顺序变更。RmVr: 显示供料器的系统 ROM 版本。BdVr: 显示供料器的基板版本。余数显示芯片的余数。总进给次数显示供料器的总进给次数。下一页EJM8A-C-RMC02-A02-00Page 2-45CM602-L参考手册2.4 机器调整f. 左 右 使用双轨编带供料器时选择供料器进给、复 位操作的对象轨道。 不使用双轨编带供料器时,请选择左。fghg. 供料器进给 进行以光标选择的供料器的进给动作。h. 传感器确认 进行接头检测传感器的检测确认。jkEJM8A-Ma-0009j. 复位 对用光标选择的供料器之原点偏移量进行清 零。k. 全部复位 对被设置的所有供料器之原点偏移量进行归 零。Page 2-46EJM8A-C-RMC02-A02-00CM602-L参考手册2.5 机器设定2.5 机器设定可以进行不依靠生产数据的机器状态的设定。 不能从操作员模式的主菜单 (初始设定状态) 进入。1. 按主菜单的。 机器设定菜单的画面将被显示。22. 按虚线框内的任何功能按钮。EJM4A-Mc-Menu-0001 关于各功能,请参照下页以后的说明。EJM8A-C-RMC02-A02-00Page 2-47CM602-L参考手册2.5
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
