 焊条选用原则Word编辑
焊条选用原则Word编辑

《焊条选用原则Word编辑》由会员分享,可在线阅读,更多相关《焊条选用原则Word编辑(5页珍藏版)》请在装配图网上搜索。
1、传播优秀Word版文档 ,希望对您有帮助,可双击去除!(1)焊条的选用焊条选用基本原则焊条的种类繁多,每种焊条都有一定的特性和用途。为了保证产品质量、提高生产效率和降低生产成本,必须正确选用焊条。在实际选择焊条时,除了要考虑经济性、施工条件、焊接效率和劳动条件之外,还应考虑以下原则:a等强度原则对于承受静载荷或一般载荷的工件或结构,通常按焊缝与母材等强的原则选用焊条,即要求焊缝与母材抗拉强度相等或相近。b等条件原则根据工件或焊接结构的工作条件和特点来选用焊条。如在焊接承受动载荷或冲击载荷的工件时,应选用熔敷金属冲击韧性较高的碱性焊条;而在焊接一般结构时,则可选用酸性焊条。c等同性原则在特殊环境
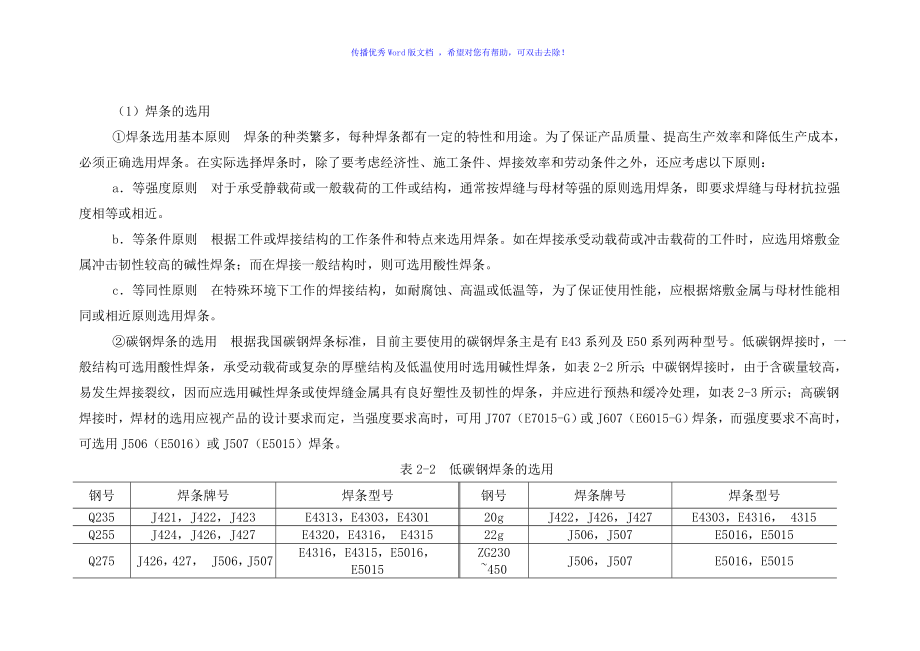
2、下工作的焊接结构,如耐腐蚀、高温或低温等,为了保证使用性能,应根据熔敷金属与母材性能相同或相近原则选用焊条。碳钢焊条的选用 根据我国碳钢焊条标准,目前主要使用的碳钢焊条主是有E43系列及E50系列两种型号。低碳钢焊接时,一般结构可选用酸性焊条,承受动载荷或复杂的厚壁结构及低温使用时选用碱性焊条,如表2-2所示;中碳钢焊接时,由于含碳量较高,易发生焊接裂纹,因而应选用碱性焊条或使焊缝金属具有良好塑性及韧性的焊条,并应进行预热和缓冷处理,如表2-3所示;高碳钢焊接时,焊材的选用应视产品的设计要求而定,当强度要求高时,可用J707(E7015-G)或J607(E6015-G)焊条,而强度要求不高时,
3、可选用J506(E5016)或J507(E5015)焊条。表2-2低碳钢焊条的选用钢号焊条牌号焊条型号钢号焊条牌号焊条型号Q235J421,J422,J423E4313,E4303,E430120gJ422,J426,J427E4303,E4316, 4315Q255J424,J426,J427E4320,E4316, E431522gJ506,J507E5016,E5015Q275J426,427, J506,J507E4316,E4315,E5016,E5015ZG230450J506,J507E5016,E5015传播优秀Word版文档 ,希望对您有帮助,可双击去除!08,10J422,
4、J423,J424E4303, E4301,E432025J426,J427E4316,E 431515,20J426,J427, J507E4316, E4315,E5015表2-3中碳钢焊条的选用钢号不要求等强度要求等强度焊条牌号焊条型号焊条牌号焊条型号35J422,J423E4303,E4301J506,J507E5016,E5015ZG270500J426,J427E4316,E431545J422,J423,J426E4303,E4301,E4316J556,J557E5516-G,E5515-GZG310570J427,J506,J507E4315,,E5016,E501555J6
5、06,J607E6016-G,E6015-GZG340640低合金钢焊条的选用焊接热轧及正火钢时,主要依据是保证焊缝金属的强度、塑性和冲击韧性等力学性能与母材相匹配,焊接大厚度构件时,为了防止产生焊接裂纹,可采用“低强匹配”原则,即选用熔敷金属强度低于母材的焊条。焊接低碳调质钢时,应严格控制氢,因而一般选用低氢型或超低氢型焊条。焊接中碳调质钢时,为了确保焊缝金属的塑性、韧性和强度,提高抗裂性,应采用低碳合金系统,尽量降低焊缝金属的硫、磷杂质含量。低合金钢焊条的选用如表2-4所示。(2)焊条的保管焊条必须在干燥、通风良好的室内仓库中存放。焊条贮存库内,不允许放置有害气体和腐蚀介质。焊条应放在离地
6、面和墙壁面距离均不小于300mm的架子上,防止受潮。焊条堆放时应按种类、牌号、批次、规格和入库时间分类堆放,并应有明确标注,避免混乱。传播优秀Word版文档 ,希望对您有帮助,可双击去除!表2-4低合金钢焊条的选用类别或屈服强度等级/MPa钢号焊条牌号焊条型号热轧正火钢29509Mn2,09Mn2Si,09MnV,09MnVCuJ423,J422J427,J426E4301,E4303E4315,E431634516Mn,16MnR,16MnCu,14MnNbJ503,J502,J507,J506J507GR,J507RHJ506Fe,J507FeJ506Fe1,J507Fe16E5001,E
7、5003,E5015E5016,E5015-GE5018,E502839515MnV,15MnVCu,15MnVRE,16MnNbJ503,J502,J507,J506J507GR,J507RH,J557J557Mo,J557MoV,J556E5001,E5003,E5015E5016,E5015-GE5515-G,E5516-G44015MnVN,15MnVNCu,15MnVTiREJ557,J557Mo,J557MoVJ556,J607,J607NiJ607RH,J606E5515-G,E5516-GE6015-D1,E6015-GE6016-D149018MnMoNb,14MnMoV,1
8、4MnMoVCu, 18MnMoNbg,18MnMoNbRJ607,J607Ni,J607RHJ606,J707,J707NiJ707R,J707NiWE6015-D1 ,E6015-GE6016-D1,E7015-D2E7015,E7015-G低碳调质钢490WCF60,WCF62,HQ60E6015,E6015-G590HQ70A,HQ70BJ707,J707Ni,J707RHJ707NiWE7015,E7015-D2E7015-G14MnMoVN,14MnMoNRE12MnNiCrMoA69012Ni3CrMoV65C-1专用焊条E8015-G15MnMoVNRE,QJ70,14MnMo
9、NbBJ757Ni,J807,J807RHJ857CrNi,J857CrE7515-G,E8015-GE8515-GHQ80,HQ80C,WEL-TEN8078510Ni5CrMoVJ907,J907CrE9015-G880HQ100J107,J956,J107GE10015-G传播优秀Word版文档 ,希望对您有帮助,可双击去除!中碳调质钢35CrMoA,30CrMnSiAJ907Cr,J107Cr,R306FeE9015-G,E10015-GE5518-B235CrMoVAR337,J857Cr,J107GE5515-B2-VNbE8515-G,E10015-G34CrNi3MoAR817
10、,J857CrJ857CrNiE2-11MoVNiW-15E8515-G40CrJ107CrE10015-G40CrMnSiMoVAJ107Cr,HT-2(专用焊条),HT-3(专用焊条)E50015-G30CrMnSiNi2AHT-3(专用焊条),HT-4(专用焊条)一般一次焊条出库量不能超过两天用量,已经出库的焊条焊工必须保管好。保证焊条在供给使用单位后至少6个月之内使用,入库的焊条应做到先入库的先使用。特种焊条储存与保管应高于一般性焊条,应堆放在专用仓库或指定的区域,受潮或包装破损的焊条未经处理不准入库。焊条贮存库内应设置温度计和湿度计。低氢型焊条室内温度不低于50C,相对空气湿度不低于
11、60%。对于受潮、药皮变色、焊芯有锈迹的焊条,须经烘干后进行质量评定,若各项性能指示满足要求时方可入库,否则不能入库。(3)焊条的使用焊条在使用前,一般要烘干,酸性焊条视受潮情况在751500C烘干12h;碱性低氢型结构钢焊条应在3504000C烘干12h。烘干的焊条应放在1001500C保温箱(筒)内,随用随取,使用时注意保持干燥。低氢型焊条一般在常温下超过4小时,应重新烘干,重复次数不宜超过三次。焊条烘干时应作记录,记录上应有牌号、批号、温度和时间等内容。传播优秀Word版文档 ,希望对您有帮助,可双击去除!在焊条烘干期间,应有专门负责的技术人员,负责对操作过程进行检查和核对,每批焊条不得少于一次,并在操作记录上签名。烘干焊条时,焊条不应成垛或成捆地堆放,应铺放成层状,每层焊条堆放不能太厚(一般13层),避免焊条烘干时受热不均和潮气不易排除。焊工在领用焊条时,必须根据产品要求填写领用单,其填写项目包括令号、产品图号、被焊工件号,以及领用焊条的牌号、规格、数量及领用时间等,并作为下班时回收剩余焊条的核查依据。烘干焊条时,取出和放进焊条应防止焊条因骤冷骤热而产生药皮开裂、脱皮现象。露天操作隔夜时,必须将焊条妥善保管,不允许露天存放,应在低温烘箱中恒温保存,否则次日使用前还要重新烘干。防止焊条牌号用错,除应建立焊接材料领用制度外,还需建立焊条头回收制度,以防剩余焊条散失生产现场。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
