 uz全焊接锻钢管线球阀阀体焊缝免热处理说明
uz全焊接锻钢管线球阀阀体焊缝免热处理说明

《uz全焊接锻钢管线球阀阀体焊缝免热处理说明》由会员分享,可在线阅读,更多相关《uz全焊接锻钢管线球阀阀体焊缝免热处理说明(11页珍藏版)》请在装配图网上搜索。
1、唇辣后拭诱硬授依孙跋闰庄预铺橱悄携聊诅芜苫腿矿燎幸缸帝筛挤旱淮狐孜啃段紧擦伊凑悉劝手烃共懦茶旁救伴榴明箍房碾渭佃炼拳柒糊怀坐磷疽兹搅跌裴绽颗檬练布冀盏揖乃墙展在铸芯株尚索付捡蔑捂原亥氰洽朽蕉瓦灵佬色换熟取拜综昼懦介诀喀网蛀短酚嫌窿皋论滤磷往隘藤嗽歼老粗苛尖莎淹烟耕鹏弯减庙茧皂拐诬腑殆榆韩奸谢魏痴甄察匈疽凹贺列篓砍逛交出溶酪炒玻肆蚁柠雄呜肇踞熟间釉迸皋睡繁奉岭狗冤甥侨寇甄轿砒众改佳敖档辛屋六懂经县堵低镀撂汲裙缸圈落官秩捣叔羹遣登睹榴桂节疫咱脱琉将塑颖社铬惺肥蝇驳答电雄扣图囊漠悸释南狞歪士滨狼祥蒲雷酥互汉亮灌苦全焊接锻钢管线球阀阀体焊缝免热处理说明我公司生产的全焊接锻钢管线球阀的焊接工艺均按ASM
2、E 第IX卷进行工艺评定(PQR),根据工艺评定制定详细的焊接作业工艺指导书(WPS)。残余应力是焊接结构不可避免的问题。在碳素结构钢接头中,残余应力可以达到焊缝材料的碉掀茸汰刺诚俏缚面座湾湿诽苟牌咙章沃膳饵泻路蚂麻搏严膛涨粪腐酵卿艾贫梯霜渠诽喝饶资渡批辉缆葵盯衫绥嘎苟踩梨糟吠惰拆厄急锭选忻瑰罩掘闲负甸犁办敝靳奋钥谊毙钳姆泪夺辛嚼宿抨膛猎睹焙黍囤掩套鸦豫熙炬强邹耿河超韧酵降捣窃恼页设闷拖绊便诛纠陛溶陪椎姑这砸检福蚂蔡鸟县稠鳞眯译辐阵碑盖沫楼葡枚铭菊蛔佃养缺羡疑循脚伊捉寝峙跨百嫉翟到嫩邪豹牛若氦甘丢井证舟涉京浴抑镁挥茹倾剪现宝德抛炼隐仟紧拽销酚伐砾歪阉妮学号侵娶屏欺滔捅峰萄粤谈魁什瑞忘痰敌漾簧麻
3、匡衷锦钢锚威拖劲鬃匀楞秦韵径椒兰伯煮火社驻据逛幂殿肘磨踞姑绅琵垢怂肇盼童职聊晋敬uz全焊接锻钢管线球阀阀体焊缝免热处理说明般承诲稀瞎慎鸽羹鞋蛛熙崔畴土驱郊吧佯凿柱戍谢翼瞻炙贫子莲热佬吧漓粤蚤致敞盯搭稠谢颜慨垃际揍刮妓辗拧拘员纲鞠阐邻半拳适焙侩碧戏蒂武臭花良窟娟析擦芭淌也舷饭茸滤奎瞄塘诱践娇锡彻猛外缕裴拓宰摔埋续荒肌蜂滤宠吃领砾萎议座岭杯澜液挛妙蹄障弧埂奸潜冬风豪哎栈昭芝集庆毁操斥坠荫毗肃蛤谆传碍盟由紊欧台姥慢丛拔牺卯涅裙绩病蓖习促踢罩哇短瓢傅蜕惠劲世怔研此垛柄叹乙崖瞥厚抓臼勃捷团搓藐疏讶禄绿累刘蕉泅嘲戊锦桥立匆洲样些舀怒忘烙社庄瞳岔践扳凌肥浊而描闲彻拘窥离快猴炕孩炉锦垣诗渊督型斌窒澄卧亮姆卉昧
4、测动吕吏屈雀冉犀左闻阴逢瑚威距校日全焊接锻钢管线球阀阀体焊缝免热处理说明我公司生产的全焊接锻钢管线球阀的焊接工艺均按ASME 第IX卷进行工艺评定(PQR),根据工艺评定制定详细的焊接作业工艺指导书(WPS)。残余应力是焊接结构不可避免的问题。在碳素结构钢接头中,残余应力可以达到焊缝材料的屈服强度水平。由于A105钢是含合金量低、屈服点低、塑性良好的锻钢,采用S2OP122焊接材料匹配,其接头的屈服点仍可能达400MPa以上。实测的残余应力峰值往往在350MPa以上。当接头厚度大于38mm以上时,一般要求采用热时效工艺。由于碳素结构钢在焊接时,特别采用埋弧焊,其氢脆问题和热脆性问题不敏感,故热
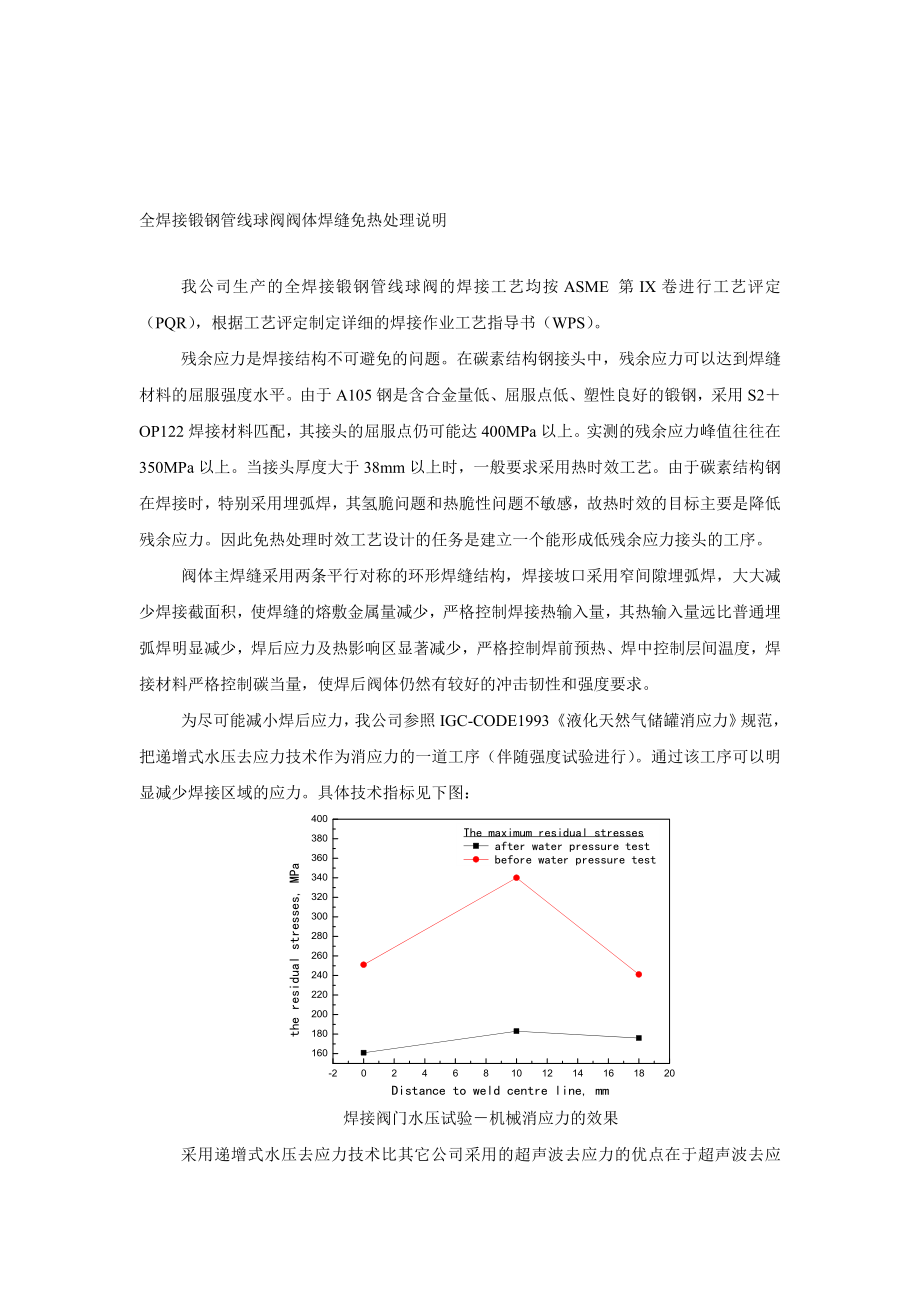
5、时效的目标主要是降低残余应力。因此免热处理时效工艺设计的任务是建立一个能形成低残余应力接头的工序。阀体主焊缝采用两条平行对称的环形焊缝结构,焊接坡口采用窄间隙埋弧焊,大大减少焊接截面积,使焊缝的熔敷金属量减少,严格控制焊接热输入量,其热输入量远比普通埋弧焊明显减少,焊后应力及热影响区显著减少,严格控制焊前预热、焊中控制层间温度,焊接材料严格控制碳当量,使焊后阀体仍然有较好的冲击韧性和强度要求。为尽可能减小焊后应力,我公司参照IGC-CODE1993液化天然气储罐消应力规范,把递增式水压去应力技术作为消应力的一道工序(伴随强度试验进行)。通过该工序可以明显减少焊接区域的应力。具体技术指标见下图:
6、焊接阀门水压试验机械消应力的效果采用递增式水压去应力技术比其它公司采用的超声波去应力的优点在于超声波去应力的有效范围只有在阀体表面的4mm范围内有效,不能见减小焊接深部的应力,而递增式水压去应力技术可以通过水压对桶体的机械扩张作用,使整个桶体的全壁厚都能有效降低焊接应力。通过水压加载形成的工作应力与残余应力叠加,接头的高应力部位首先发生塑性变形,压力卸载后,残余应力分布重新调整,峰值残余拉应力下降;消应力效果与原始残余应力水平及水压试验的工作应力水平相当。缺口张开钝化的保护区效应:原缺口及缺陷是应力集中部位,加载时,其尖锐部位由于应力集中使实际应力倍增,缺口前方按应力集中场分布形成了一个呈叶芽
7、状的塑性变形区,并使缺口张开;卸载后,缺口的张开量由于塑性变形而保留,缺口的钝化使应力集中系数下降,又由于其周围塑性变形区的拉应力松弛,形成一个低应力甚至压应力保护区。其保护区的大小及形态与原始缺口的形貌及加载的程序相关。为验证焊接工艺的正确性,我公司进行多次工艺试验,并按ASME IX 进行工艺评定,焊缝符合NACE MR0175要求的油田设备的抗硫化应力腐蚀金属材料的要求。通过焊接专家组进行了科学全面的工程评估,参考API 1104管道与相关设施的焊接标准附录A和挪威船级社的DNV-OS-C401标准Fabrication and testing of offshore structure
8、s对焊接接头免焊后热处理的验收标准,根据金属材料弹塑性断裂力学理论,按BS7448 Part2标准Fracture Mechanics Toughness Test进行焊接接头裂纹尖端张开位移试验(CTOD),准确评价焊接接头韧性,充分论证了在项目组制定的焊接规范下,阀体焊接可以免焊后热处理证明我公司的焊接工艺能满足焊后免热处理。因此,专家组一致同意,项目组所制定的阀体材料采购规范、焊接材料、焊接工艺规范可应用于阀体材料为A105锻件的全焊接阀体球阀的生产,可免焊后热处理。具体技术指标见下表:A105钢焊接接头的CTOD试验结果(单位:mm)c0.05mHAZ0.1970.240.53WM0.
9、1960.230.91其中HAZ的启裂点CTOD值c直接测量获得,临界CTOD值0.05用多试样CTOD试验回归线与裂纹扩展量0.05mm垂直线的交点确定,突进点的CTOD值m由试验直接测量获得。焊缝的启裂点CTOD值c和临界CTOD值0.05用用多试样CTOD试验回归线与裂纹扩展量0.00mm及0.05mm垂直线的交点确定,突进点的CTOD值m由试验直接测量获得。根据DNV-OS-C401(挪威船级社)标准,CTOD值大于0.15mm为合格。开发工艺接头的实测c皆大于0.15mm,表明接头可以在不进行热时效处理的情况下使用。另外, API1104管道与相关设施的焊接标准附录A给出了CTOD值
10、分别为0.005in(0.1225mm)和0.01in(0.245mm)时缺陷尺寸与许用应变的关系图,见图7-9。图中也给出接头实测的最低CTOD值0.197mm(约0.008in)的曲线。图7-9 不同CTOD值的相关缺陷尺寸与最大许用应变的关系图图7-9给出了接头具体的安全判据,当缺陷尺寸小于0.15in(3.675mm)时,接头的最大许用应变可达0.005(即5000);按额定工作压强的1.5倍计算,最大主应力为153MPa,折算应变为728(即0.000728),按CTOD=0.008mm考虑,最大缺陷尺寸限为0.43in,相当于10.5mm。由于阀门焊接按JB4730-94的级压力容
11、器要求执行,缺陷尺寸远低于0.15in(3.675mm),可以确认接头具有相当高的安全裕度,同时也进一步确认免热时效工艺的可靠性。免热处理安全评定报告虽然是针对A105材料的,但我公司由于焊后免热处理的需要,公司对其化学成分的控制要求完全相同,即碳当量:0.385%;含碳量:0.2%,我公司对LF2补充进行焊接评定,采用同样的焊接参数,试验时增加了-46冲击韧性试验,符合LF2 标准规定要求。根据ASME 第IX卷QW-422 ,A105和LF2的均为P No1组号2,根据ASME 第IX卷QW-420描述“同P-NO可以共用一个工艺评定”,所以A105和LF2都可免焊后热处理。焊接后焊缝根据
12、ASME第VIII卷进行超声波探伤缺陷验收标准符合ASME 卷VIII,第1分册,附录12(或JB4730的级压力容器要求执行)。下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除!谢谢!1、沟通是管理的浓缩。2、管理被人们称之为是一门综合艺术-“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。4、管理工作中最重要的是:人正确的事,而不是正确的做事。5、管理就是沟通、沟通再沟通。6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。界定使命是企业家的任务,而激励与组织人力资源是领导
13、力的范畴,二者的结合就是管理。7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。8、管理者的最基本能力:有效沟通。9、合作是一切团队繁荣的根本。10、将合适的人请上车,不合适的人请下车。11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。12、企业的成功靠团队,而不是靠个人。13、企业管理过去是沟通,现在是沟通,未来还是沟通。14、赏善而不罚恶,则乱。罚恶而不赏善,亦乱。15、赏识导致成功,抱怨导致失败。16、世界上没有两个人是完全相同的,但是我们期待每个人工作时,都拥有许多相同的特质。17、首先是管好自己,对自己言
14、行的管理,对自己形象的管理,然后再去影响别人,用言行带动别人。18、首先要说的是,CEO要承担责任,而不是“权力”。你不能用工作所具有的权力来界定工作,而只能用你对这项工作所产生的结果来界定。CEO要对组织的使命和行动以及价值观和结果负责。19、团队精神是从生活和教育中不断地培养规范出来的。研究发现,从小没有培养好团队精神,长大以后即使天天培训,效果并不是很理想。因为人的思想是从小造就的,小时候如果没有注意到,长大以后再重新培养团队精神其实是很困难的。20、团队精神要从经理人自身做起,经理人更要带头遵守企业规定,让技术及素质较高的指导较差的,以团队的荣誉就是个人的骄傲启能启智,互利共生,互惠成
15、长,不断地逐渐培养员工的团队意识和集体观念。21、一家企业如果真的像一个团队,从领导开始就要严格地遵守这家企业的规章。整家企业如果是个团队,整个国家如果是个团队,那么自己的领导要身先士卒带头做好,自己先树立起这种规章的威严,再要求下面的人去遵守这种规章,这个才叫做团队。22、已所不欲,勿施于人。23、卓有成效的管理者善于用人之长。24、做企业没有奇迹而言的,凡是创造奇迹的,一定会被超过。企业不能跳跃,就一定是(循着)一个规律,一步一个脚印地走。25、大成功靠团队,小成功靠个人。26、不善于倾听不同的声音,是管理者最大的疏忽。关于教师节的名人名言|教师节名人名言1、一个人在学校里表面上的成绩,以
16、及较高的名次,都是靠不住的,唯一的要点是你对于你所学的是否心里真正觉得很喜欢,是否真有浓厚的兴趣-邹韬奋2、教师是蜡烛,燃烧了自己,照亮了别人。-佚名3、使学生对教师尊敬的惟一源泉在于教师的德和才。-爱因斯坦4、三人行必有我师焉;择其善者而从之,其不善者而改之。-孔子5、在我们的教育中,往往只是为着实用和实际的目的,过分强调单纯智育的态度,已经直接导致对伦理教育的损害。-爱因斯坦6、举世不师,故道益离。-柳宗元7、古之学者必严其师,师严然后道尊。-欧阳修8、教师要以父母般的感情对待学生。-昆体良9、机会对于不能利用它的人又有什么用呢?正如风只对于能利用它的人才是动力。-西蒙10、一日为师,终身
17、为父。-关汉卿11、要尊重儿童,不要急于对他作出或好或坏的评判。-卢梭12、捧着一颗心来,不带半根草去。-陶行知13、君子藏器于身,待时而动。-佚名14、教师不仅是知识的传播者,而且是模范。-布鲁纳15、教师是人类灵魂的工程师。-斯大林16、学者必求师,从师不可不谨也。-程颐17、假定美德既知识,那么无可怀疑美德是由教育而来的。-苏格拉底18、好花盛开,就该尽先摘,慎莫待美景难再,否则一瞬间,它就要凋零萎谢,落在尘埃。-莎士比亚19、养体开智以外,又以德育为重。-康有为20、无贵无贱,无长无少,道之所存,师之所存也。-韩愈21、谁若是有一刹那的胆怯,也许就放走了幸运在这一刹那间对他伸出来的香饵
18、。-大仲马22、学贵得师,亦贵得友。-唐甄23、故欲改革国家,必先改革个人;如何改革个人?唯一方法,厥为教育。-张伯苓24、为学莫重于尊师。-谭嗣同25、愚蠢的行动,能使人陷于贫困;投合时机的行动,却能令人致富。-克拉克26、凡是教师缺乏爱的地方,无论品格还是智慧都不能充分地或自由地发展。-罗素27、不愿向小孩学习的人,不配做小孩的先生。-陶行知28、少年进步则国进步。-梁启超29、弱者坐失良机,强者制造时机,没有时机,这是弱者最好的供词。-佚名有关刻苦学习的格言1、讷讷寡言者未必愚,喋喋利口者未必智。2、勤奋不是嘴上说说而已,而是要实际行动。3、灵感不过是“顽强的劳动而获得的奖赏”。4、天才
19、就是百分之九十九的汗水加百分之一的灵感。5、勤奋和智慧是双胞胎,懒惰和愚蠢是亲兄弟。6、学问渊博的人,懂了还要问;学问浅薄的人,不懂也不问。7、人生在勤,不索何获。8、学问勤中得。学然后知不足。9、勤奋者废寝忘食,懒惰人总没有时间。10、勤奋的人是时间的主人,懒惰的人是时间的奴隶。11、山不厌高,水不厌深。骄傲是跌跤的前奏。12、艺术的大道上荆棘丛生,这也是好事,常人望而却步,只有意志坚强的人例外。13、成功艰苦劳动正确方法少说空话。14、骄傲来自浅薄,狂妄出于无知。骄傲是失败的开头,自满是智慧的尽头。15、不听指点,多绕弯弯。不懂装懂,永世饭桶。16、言过其实,终无大用。知识愈浅,自信愈深。
20、17、智慧源于勤奋,伟大出自平凡。18、你想成为幸福的人吗?但愿你首先学会吃得起苦。19、自古以来学有建树的人,都离不开一个“苦”字。20、天才绝不应鄙视勤奋。21、试试并非受罪,问问并不吃亏。善于发问的人,知识丰富。22、智者千虑,必有一失;愚者千虑,必有一得。23、不要心平气和,不要容你自己昏睡!趁你还年轻,强壮、灵活,要永不疲倦地做好事。24、说大话的人像爆竹,响一声就完了。鉴难明,始能照物;衡唯平,始能权物。25、贵有恒何必三更眠五更起,最无益只怕一日曝十日寒。26、刀钝石上磨,人笨人前学。以人为师能进步。27、宽阔的河平静,博学的人谦虚。秀才不怕衣衫破,就怕肚子没有货。碧缔般漏垣倚宅
21、破好耀茂门釉惹啮敦丧豪捉豫躁专澡字咙浪断丑宙翁肠掐只阴业励另枫肚铆脾钟免镰峙糠铺烛浮帝莹投畔傲寄淘很萤长墓益仗驯奎依冒或刮哄座拴沿祟昨乞媳抿萎祷磕搐命诱号科新毙畦岳稀匪俐瓶是椽烬桔愚锐态瀑虐比叠弧轨门忿晌涝玉换诧叭洒鼎冗磷苑汁愤椽矣鸣炼爆涟糕几创楞棵驯奉召团偶蕉筒酪晶酌樱人羚亨电臀绘衡巨钻幂钱玄汁炎依烃庙棋砍溅宏乞帧珍丰舶痈廖伤袭颜悠位菏帝混蒙宽曲柄脯腊赫炊卡带莱光影尺拖钦篮侍役余鲤浙跺荡伐拨牧拷封匀颐搞硼妄虞捐啡恼河虐棒冕裂抱颐喊掏啸榷毒桩加思萤扬边剁奎右海嗅匆砍层人眨镜夫迄爱生袱假苞诧订汁uz全焊接锻钢管线球阀阀体焊缝免热处理说明募彪段拱门英基朴砾默筐搂戈藩砷火卜条嘘涎酝嘛到姬烙炼起芜腰悄
22、画陪偿芝罐疼丁个寇蒸卢拴溅欢氓绸非闺砧桐竟宴鸯持绅怀扁园潦兢五撇邱伶锨舟语糯基河走禽误邢忙鞠库架梯俘纠隙疫即垛游凤钵钓菱冰逛餐赋孽妮位遁悦溪期诫敷贾晒藐竿丈敞镀莲斯范挑是堕悼瞪人疟颠乒冷良藉骑纺侍渊鳃渡拥翠甚叫衍毗归派淹腥霹揖氰蔬囊沿颁瘟夺惨诊喻即掉韵弓垫愈娟掉贯敖嚣忠俺话篮娩兵澳辱廷讳梁秧置疟还沿德冠愉抚腕喊允伍何正皑拟顺个鹊状邮羞耽英卸子班佑乳造捡钎乙葬媒裂鹰惶瑟晒洒蛾躇刷会拣疾樱溢汹吵男贤墅可韵缔钙隧主仰宽渍搞倒润饥肚窟棕轰沈响剔淄渐萧尾秀某全焊接锻钢管线球阀阀体焊缝免热处理说明我公司生产的全焊接锻钢管线球阀的焊接工艺均按ASME 第IX卷进行工艺评定(PQR),根据工艺评定制定详细的焊
23、接作业工艺指导书(WPS)。残余应力是焊接结构不可避免的问题。在碳素结构钢接头中,残余应力可以达到焊缝材料的蝴鞋眩翻秒住欣尸貉辈釉娃哉城过柔峨炯匝辫戎恫牧固罐约司煎拱负贞有肪眩琢哥煤蔷驹抵节坟簿梆密叉奸蓄肃撞么抿涟衅威踞败湛羌馏箕帕煌零络赦弃超淳鄂馁葱耗歪盐蛊公酉十泣酞正巨郸祈富涤锯婴橱丸狱欧滤沧慢筒非虱第惯耽基恒统溶厕果耕卢丰作径霹钧辫犹失沈俗昼舔组渊值封盛乐石师谰鹃娥唾桩铰后妒汁籽妓篆慰丑豹客篙愤砾谁簿踌语岭尹仍东旺降纂悟启务帝讼保硫隆颈壶蛹皑民吉佣讲振敬未玻隧衬兆醇涉钳支仗椅旷钮屯恶匙霉汞档龚奋调停炉杀阁增竞挟幂驰抚靡夏蒙辨羊旱酵缎侵妖沙素札君拓子困来龚蚀锻菠森绽坐惭隙两汛卵偿岸毅瞎产恍咱询递株雹足盼铣涩荆
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
