 行列机制瓶操作要领
行列机制瓶操作要领

《行列机制瓶操作要领》由会员分享,可在线阅读,更多相关《行列机制瓶操作要领(7页珍藏版)》请在装配图网上搜索。
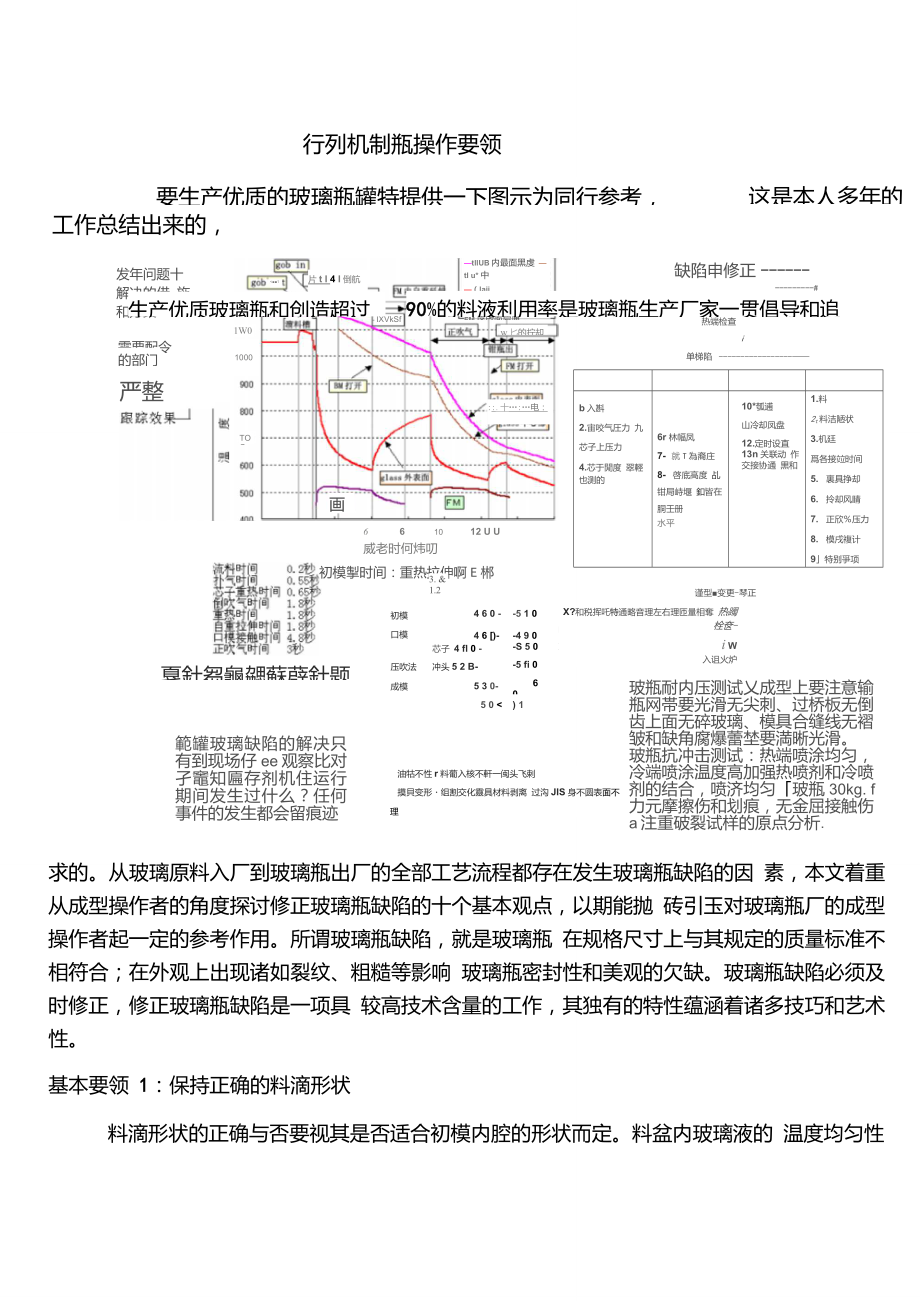
1、行列机制瓶操作要领要生产优质的玻璃瓶罐特提供一下图示为同行参考,这是本人多年的工作总结出来的,1IXVkSfT1W0TOO画w匕的拧却片t I 4 I倒航:.十:电:需要配令的部门严整1000tllUB内最面黑虔 tl u* 中(laiiBM内叢面址度 FM序啟面肩厘发年问题十 解决的借 施和方案缺陷申修正#热端检查i单梯陷 (各段内率谨一糙査)初模掣时间:重热拉伸啊E郴3. &1.2戛針芻龜勰蘇薜針题初模4 6 0 -5 1 0口模4 6 )-4 9 0芯子 4 fl 0 -S 5 0压吹法冲头5 2 B-5 fi 0成模5 3 0-6 05 0 ) 1P口税擀T柑和井弓通道畅 X?芯干耳善
2、简和口愎持吒道怕通X?和税挥吒特通略音理左右理匝量相奪 热躅栓奁-i W入诅火炉範罐玻璃缺陷的解决只 有到现场仔ee观察比对 孑竈知匾存剂机住运行 期间发生过什么?任何 事件的发生都会留痕迹b入斟2.宙咬气圧力 九芯子上压力4.芯于閒度 翠輕也测的6r林幅凤7- 就T為裔庄8- 啓底高度 乩钳局峙堰 釦皆在胴壬册水平10*瓠逋山冷却凤盘12.定时设直13n关联动 作交接协通 黒和1.料2t料洁陋状3.机廷爲各接竝时间5. 裏具挣却6. 拎却风睛7. 正欣压力8. 模戌複计9特别爭项谨型变更-琴正661012 U U威老时何炜叨油牯不性r料葡入核不軒一闽头飞剌摸貝变形组割交化靈具材料剥离 过沟J
3、IS身不圆表面不理玻瓶耐内压测试乂成型上要注意输 瓶网帯要光滑无尖刺、过桥板无倒 齿上面无碎玻璃、模具合缝线无褶 皱和缺角腐爆蕾埜要満晰光滑。玻瓶抗冲击测试:热端喷涂均匀, 冷端喷涂温度高加强热喷剂和冷喷 剂的结合,喷济均匀玻瓶30kg. f 力元摩擦伤和划痕,无金屈接触伤 a注重破裂试样的原点分析.生产优质玻璃瓶和创造超过90%的料液利用率是玻璃瓶生产厂家一贯倡导和追求的。从玻璃原料入厂到玻璃瓶出厂的全部工艺流程都存在发生玻璃瓶缺陷的因 素,本文着重从成型操作者的角度探讨修正玻璃瓶缺陷的十个基本观点,以期能抛 砖引玉对玻璃瓶厂的成型操作者起一定的参考作用。所谓玻璃瓶缺陷,就是玻璃瓶 在规格尺
4、寸上与其规定的质量标准不相符合;在外观上出现诸如裂纹、粗糙等影响 玻璃瓶密封性和美观的欠缺。玻璃瓶缺陷必须及时修正,修正玻璃瓶缺陷是一项具 较高技术含量的工作,其独有的特性蕴涵着诸多技巧和艺术性。基本要领 1:保持正确的料滴形状料滴形状的正确与否要视其是否适合初模内腔的形状而定。料盆内玻璃液的 温度均匀性是保持料滴形状正确的基础。成型操作者要根据供料道各区设定的温度 经常观察温度与设定值是否相符,如温度有波动要及时联系以保持温度稳定。影响 料滴形状的因素有供料机速度,玻璃液温度,冲头高度与冲头行程,料碗直径,冲 剪差,剪刀高度及冲头凸轮和剪刀凸轮等九项。正常生产的情况下,玻璃液温度、 供料机速
5、度、冲头凸轮和剪刀凸轮、料碗直径均已调定,可在一定幅度和范围内调 整的有四项:冲头高度与冲头行程,冲剪差,剪刀高度。伺服供料机的冲头凸轮和 剪刀凸轮则可随时改变以适应料滴形状变化的需要,还可以自编这两种凸轮的曲线 以制作具更好形状的料滴。冲头高度控制料滴的粗细,冲头行程控制料滴的形状, 生产中要注意把握好两者之间的配合。当料滴失却正确的形状时,以下例举有利于 迅速找出原因并调整之。冲头过高时料滴大头 ( 因远离料碗而吸不住料 ) ;冲头过低 时料滴易偏离料碗而后粗 ( 有尖) ;冲头太低时无料尖 (因吸入料碗较大 ) 。冲剪差过 大时易形成料滴头端过粗尾部细;过小时易形成细长的两头尖料滴。剪刀
6、高度的位 置不良时与冲剪差的情形相类似,一般地不作调整。基本要领 2:正确调整和选择导料系统在保持正确的料滴形状的前提下, 还要保证从中间滴料管开始到料勺、 直料槽、 转向槽至初型模的中心找正以使料滴顺利落入。依据料碗直径选择导料系统的尺 寸,中间滴料管的尺寸应比料碗直径小, 料勺、直料槽的尺寸应比中间滴料管略小, 转向槽的尺寸应依据初型模的内腔尺寸确定,视具体生产情况选择。基本要领 3:正确调整成型设备设备的精度是产生玻璃瓶缺陷的一个重要方面。正确地调整成型设备是保证 设备正常运行和高效生产的前提,在进行品种更换作业时尤为重要。除按设备说明 书和工艺指示书调整外,下述主要机构的调整标准供参考
7、 o1、口钳翻转机构的调整:口钳返回在初模下方,口模与初模的接合面应保证 互相平行。口钳翻转在成模上方, 1:3模的下平面应与成模抱合之垂直轴线成 90。 角。口模翻转在成模上方,口模下平面与成模上平面的间距应保证在11. 75mm(国外玻璃瓶厂家采用的间距为 0. 75ram)o伺服式口钳翻转机构的调整定位使用手 提终端进行,既方便又精确。其数值的确定与机械式口钳翻转机构的调整相同 o2、 钳瓶机构的调整: 钳瓶臂在成模上方处于钳瓶位置时,应保持在水平位置。 钳瓶臂在停滞板上方时钳瓶夹具应与停滞板垂直。伺服式钳瓶机构的调整定位使用 手提终端进行,既方便又精确。其数值的确定与机械式钳瓶机构的调
8、整相同 o3、漏斗机构的调整:漏斗偏转在初型模上方并与初模相接触时,其位置应置于初模中心,漏斗支架应与漏斗保证 5mr间距o4、 闷头机构的调整:闷头在与初模直接接触时( 漏斗不处在闷头下方 ) ,闷头 机构的活塞应处于下死点的位置。5、正吹气机构的调整:吹气头在成模上方,其机构的活塞应处于下死点的位 置且缓冲有效 o6、输瓶机高度的调整:输瓶机高度的调整依据生产的品种不同而不同,应在瓶子底部平面与停滞板上平面之间保证 4-5mm的间距o7、转弯递送机的高度调整:转弯递送机的高度依据输瓶机高度的调整,并使 之处于同一水平位置 o8、退火炉内输瓶机高度的调整:退火炉网带上平面与其输瓶机网带上平面
9、及 两者之间的过渡板上平面应保证在同一水平位置。过渡板与退火炉网带的间隙在12mr之间。需特别指明的是必须对初模和成模的垂直保持架进行调整以保证抱钳 大轴处于垂直位置,调整后偏心套要固定。基本要领 4:正确识别并修正玻璃瓶缺陷 修正玻璃瓶缺陷首先要正确识别它,然后分析产生缺陷的原因,从中找出直 接原因。“对症下药” o识别和修正玻璃瓶的缺陷要遵循两条基本原则。其一,此 种缺陷的数量是共同性还是个别性;是致命缺陷 ( 即使用者要求在玻璃瓶中个也 不能混人的特殊缺陷 ) 还是重缺陷 (即非常有害的缺陷,具有这些缺陷的玻璃瓶是完 全不合格的。此种玻璃瓶缺陷会影响玻璃瓶的强度,会使用户的灌装线生产混乱
10、 o) 或轻缺陷(即主要是外观上的缺陷,在使用、强度和其它方面没有什么问题。)0其二,修正此种缺陷是否会因实施某项调整而引发别的类型的缺陷。识别后修正玻璃瓶缺陷时,按操作惯例:要慎重考虑后再行动 ! 正确区分缺陷 的产生是来自成型侧还是初型侧。如一:瓶口下部细裂纹(指在瓶口和瓶颈间的合缝线上或其附近出现的表面裂纹 ),在初型侧产生的裂纹一般是很整齐的,在成型 侧产生的裂纹一般有破碎状痕迹。如二:瓶口直裂缝 (指瓶口上的上端面向下延伸 至瓶颈的直裂缝 ),在初型侧产生的裂缝多为整齐立裂,在成型侧产生的裂缝 多伴有破碎痕迹。通常又以如下四个方面来作为判断的基准:一是来自于玻璃组成 方面的原因。二是
11、来自于机械冲击方面的原因,三是来自于操作方面的原因,尤其 是定时的设置、玻璃模具冷却及位置、料滴温度及形状、成型气压与排气、机速等 诸因素,四是来自于玻璃模具方面的原因。实际操作时为采取正确的修正措施,以玻璃温度为依据将玻璃瓶缺陷分为三 大类:一是热缺陷, 二是冷缺陷, 三是机械配合不良的缺陷。 热缺陷分为四种情形: 玻璃温度高; 玻璃温度与模具温度均高; 玻璃温度合适、 模具温度高; 玻璃温度高、 模具温度低。冷缺陷与热缺陷相反。机械配合关键要正确调整成型设备。基本要领 5 定期检查玻璃瓶质量 玻璃瓶的极强连续性生产决定了一旦有缺陷的玻璃瓶未被发现而进入退火 炉,无疑是一种损失,也是成型操作
12、者的失误。定期检查玻璃瓶质量就是每隔20,30分钟检查一次生产线上的玻璃瓶,观察是否存在缺陷;每隔60分钟将生产线上的瓶子按顺序每只模子取下一个,单独地放在沙盘中,待瓶子冷却后,逐个定性用量 规检查其规格尺寸是否合乎质量标准,如垂直度,瓶身直径,内孔等。同时也检查 是否存在外观上的缺陷。定期检查玻璃瓶质量不能一劳永逸,在间隔期内要随时注 意生产线的运行状态是否正常。按照统一的质量标准才能保证定期检查玻璃瓶质量 的准确,及时,为修正玻璃瓶缺陷提供可靠的依据。基本要领 6:定期称量玻璃瓶玻璃瓶的重量控制幅度一般在 49,小口压吹法生产时控制在 lg ,甚至 0590若重量波动超出范围,在压吹法的生
13、产中反映最为突出(当重量超过标准值时会出现口部玻璃毛刺,当重量不足标准值时会出现口部不足 )o 在吹吹法生产时也 会出现瓶底薄或瓶底厚,进而使玻璃瓶的容量超出控制标准。出现重量超范围的情 况时,要阻止该批玻璃瓶进入退火炉。玻璃瓶的重量一般间隔15分钟称量一次,并记录称量值以备查。玻璃瓶的容量已越来越被严格要求,因此称重的计量器具一定 要精确至 1克,甚至 0 5克。基本要领 7:定期更换玻璃模具 玻璃模具在经过一定时间的运行使用后因涂料涂抹积碳、老化等原因,其 内腔会不同程度地因涂层脱落而粗糙,定期更换是为了防患于未然。无论更换时模 具是否存在欠缺都要换下清洗、检查或维修,确保在机器上运行的玻
14、璃模具有良好 的状态。定期更换模具是一个良好的操作规范,此时损失的玻璃瓶远小于模具故障 时产生的损失。玻璃模具的定期更换一般以 24小时为一个周期,也可根据实际生产 情况规定合适的更换周期。定期更换模具包括成模,底模,芯子,口模,初模共五 种模具部件。基本要领 8:定时涂料 涂料并不修正玻璃瓶上的所有缺陷。有些缺陷的发生是因为设备调整不当、温度问题。涂料润滑初模,使玻璃沿勃腔表面均匀地滑动。料滴人初模后,须 在扑气时滑动并在倒吹气时滑动并填满初模,从而形成料坯。料坯的形成和有高光 洁度是生产优质玻璃瓶的最关键问题之一。涂料也会影响初模温度的。每一不同的 玻璃瓶都有其一定的温度极限,不仅初模会吸
15、收玻璃料滴的热量,冷却也同时带走 一些热量,涂料会吸收初模的一部分热量。此时,涂料对改善初模的温度有帮助, 但过量的涂料会适得其反。涂料过多过频,会在初模内腔积聚形成隔热层,减缓热 量从玻璃料滴传导初模的速度,造成最为常见的玻璃瓶缺陷瓶身玻璃分布不 均。涂料层增厚又易脱落,必须更换模具。涂料的涂擦周期一般为1520分钟一次。 要视实际生产情况,确定多打少打或不打。涂料的刷子要适合于初模内腔的形状。 过大的刷子不利于涂擦也浪费涂料。基本要领 9:良好的交接班习惯和良好的操作习惯连续化的玻璃瓶生产决定了每 8小时要交接一次,在交接班前后是否能使生 产处于稳定有序的状态,关键要有一个良好的交接班习惯
16、。本班要认真填写设备运 行情况,总结其生产的主要玻璃瓶缺陷和修正方法,并与下一班人员沟通o良好的 交接班习惯可日积月累获得经验,下一班人员又可借鉴并做到有的放矢。良好的操 作习惯在于文明操作, 不乱砸设备, 不盲目操作, 按操作规程使用设备并爱护设备、 模具。基本要领 10:严格的安全操作习惯安全第一。 不仅要保证人身安全, 也要保证设备安全。 首先要做到有法可依, 严格遵守安全操作规程并训练有素。玻璃瓶生产的成型区间是危险性较大的场所, 易发生机械伤人和玻璃烫伤及割伤事故。保持机械设备及周围清洁无油污无玻璃, 利于消除不安全因素,也使与玻璃瓶相接触的拨瓶爪、停滞板、网带等减少了产生 炸裂纹等缺陷的机会。基本要领 11:往复循环的玻璃瓶缺陷的修正方法 修正玻璃瓶缺陷的基本方法是往复循环,不停地检查,修正,再检查,再修 正?结论:本文叙述瓶罐成型工艺的操作十一条要领的目的在于规范成型操作,以便 于采用更有效的方法获得更高的生产率。四川天马玻璃田文忠 13568705249
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
