《下箱体工艺卡行业一类》由会员分享,可在线阅读,更多相关《下箱体工艺卡行业一类(8页珍藏版)》请在装配图网上搜索。
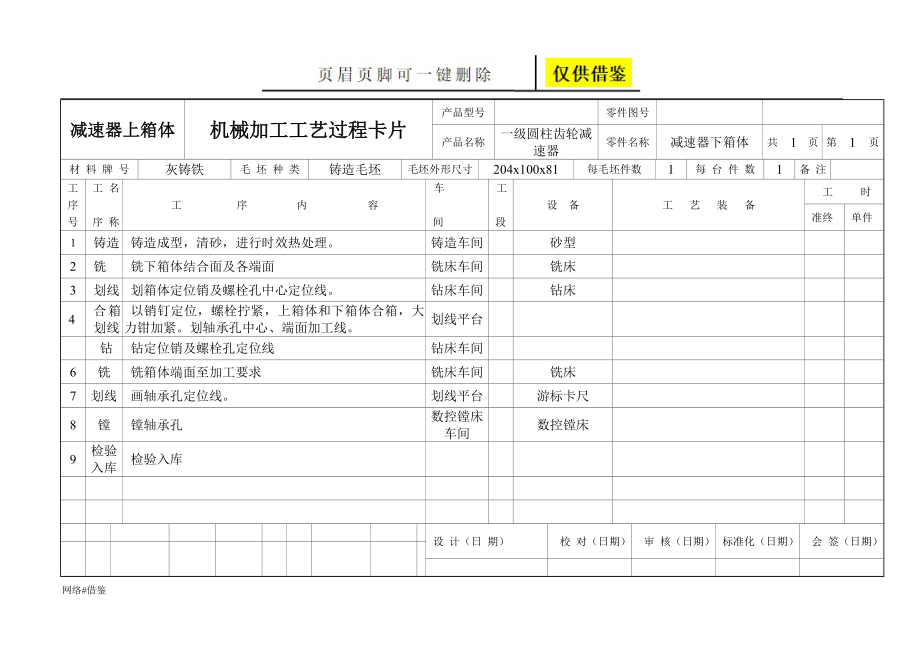
1、减速器上箱体机械加工工艺过程卡片产品型号零件图号产品名称一级圆柱齿轮减速器零件名称减速器下箱体共1页第1页材 料 牌 号灰铸铁毛 坯 种 类铸造毛坯毛坯外形尺寸204x100x81每毛坯件数1每 台 件 数1备 注 工 序 号 工 名 序 称 工 序 内 容 车 间 工 段设 备工 艺 装 备 工 时 准终 单件1铸造铸造成型,清砂,进行时效热处理。铸造车间砂型2铣铣下箱体结合面及各端面铣床车间铣床3划线划箱体定位销及螺栓孔中心定位线。钻床车间钻床4合箱划线以销钉定位,螺栓拧紧,上箱体和下箱体合箱,大力钳加紧。划轴承孔中心、端面加工线。划线平台钻钻定位销及螺栓孔定位线钻床车间6铣铣箱体端面至加
2、工要求铣床车间铣床7划线画轴承孔定位线。划线平台游标卡尺8镗镗轴承孔数控镗床车间数控镗床9检验入库检验入库 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期 机械加工工序卡片产品型号零件图号001产品名称以及圆柱齿轮减速器零件名称一级圆柱齿轮减速器下箱体共4页第1页车间工序号工序名称材 料 牌 号铣床车间2铣灰铸铁毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸造毛坯204x100x8111设备名称设备型号设备编号同时加工件数铣床1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分
3、)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1以下箱体两端面为基准,粗铣箱体结合面,留余量1mm。铣床12以下箱体结合面为基准,粗铣箱体右侧面,翻转下箱体,以结合面为基准粗铣箱体另一侧面,总长为206mm。铣床13以下箱体两端面为基准,精铣箱体结合面,铣去1mm,粗糙度为6.3铣床114以下箱体结合面为基准,精铣箱体右侧面1mm,粗糙度6.3,翻转上箱体,以结合面为基准,精铣箱体另一侧面1mm,粗糙度6.3.总长204mm。铣床11 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日
4、期)网络#借鉴 机械加工工序卡片产品型号零件图号001产品名称以及圆柱齿轮减速器零件名称一级圆柱齿轮减速器下箱体共4页第2页车间工序号工序名称材 料 牌 号铣床车间4钻灰铸铁毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸造毛坯204x100x8111设备名称设备型号设备编号同时加工件数铣床1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1.以分型面为基准,定位,钻左销钉孔6,翻转箱体,钻右销钉孔6钻床12112销钉孔铰孔,粗糙度3.2钻床13
5、钻螺栓孔8x6钻床1214螺栓孔8扩孔钻床 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期 机械加工工序卡片产品型号零件图号001产品名称以及圆柱齿轮减速器零件名称一级圆柱齿轮减速器下箱体共4页第3页车间工序号工序名称材 料 牌 号铣床车间6铣灰铸铁毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸造毛坯204x100x8111设备名称设备型号设备编号同时加工件数铣床1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给
6、量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1以下箱体分型面为基准定位,粗铣轴承端面一端面,余量1mm铣床12112翻转,粗铣轴承端面另一端面,余量1mm铣床13精铣轴承端面,保证加工精度,粗糙度6.3铣床1214翻转箱体,精细轴承端面另一端面,保证加工精度,粗糙度6.3铣床 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期 机械加工工序卡片产品型号零件图号001产品名称以及圆柱齿轮减速器零件名称一级圆柱齿轮减速器下箱体共4页第4页车间工序号工序名称材 料 牌 号铣床车间6镗灰
7、铸铁毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸造毛坯204x100x8111设备名称设备型号设备编号同时加工件数铣床1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1以轴承分型面为基准,两侧面定位,粗镗高速轴轴承孔至38,留有2mm加工余量数控镗床482半精镗高速轴轴承孔至36数控镗床213精镗高速轴轴承孔至35,保证加工精度,粗糙度3.2数控镗床114粗镗低速轴轴承孔至50,留有2mm加工余量数控镗床4815半精镗低速轴轴承孔至48数控镗床216精镗低速轴轴承孔至47,保证精度,粗糙度为3.2数控镗床11 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期网络#借鉴
 下箱体工艺卡行业一类
下箱体工艺卡行业一类