 powermill教程5.区域清除
powermill教程5.区域清除

《powermill教程5.区域清除》由会员分享,可在线阅读,更多相关《powermill教程5.区域清除(22页珍藏版)》请在装配图网上搜索。
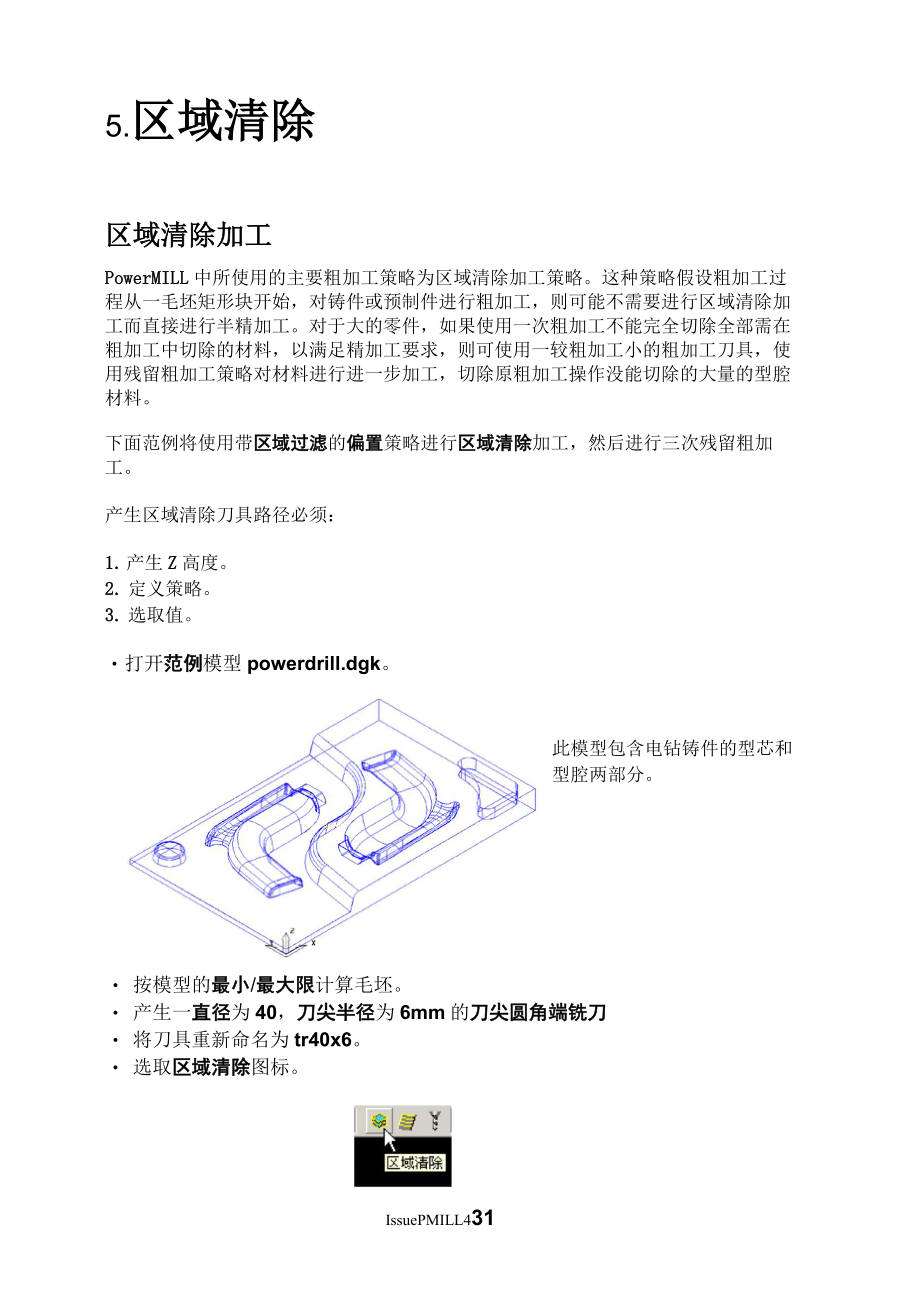
1、5.区域清除区域清除加工PowerMILL中所使用的主要粗加工策略为区域清除加工策略。这种策略假设粗加工过程从一毛坯矩形块开始,对铸件或预制件进行粗加工,则可能不需要进行区域清除加工而直接进行半精加工。对于大的零件,如果使用一次粗加工不能完全切除全部需在粗加工中切除的材料,以满足精加工要求,则可使用一较粗加工小的粗加工刀具,使用残留粗加工策略对材料进行进一步加工,切除原粗加工操作没能切除的大量的型腔材料。下面范例将使用带区域过滤的偏置策略进行区域清除加工,然后进行三次残留粗加工。产生区域清除刀具路径必须:1. 产生Z高度。2. 定义策略。3. 选取值。打开范例模型powerdrill.dgk。
2、此模型包含电钻铸件的型芯和型腔两部分。IssuePMILL451 按模型的最小/最大限计算毛坯。 产生一直径为40,刀尖半径为6mm的刀尖圆角端铣刀 将刀具重新命名为tr40x6。 选取区域清除图标。于是区域清除表格出现在屏幕上。使用此表格可设置全部的区域清除刀具路径参数并计算刀具路径。点取表格顶部的快进高度图标。于是快进高度表格出现在屏幕上。如果在相对域中的快进类型选项中选取了掠过,刀具将以快进速率提刀到最低一片等高切面以上的相对安全Z高度,避免和模型发生碰撞,然后下刀到相对安全Z高度。如果没有设置上面的选项,加工完每一切面后,刀具将直接撤回到绝对安全Z高度,这势必会浪费很多时间。选取按安全
3、高度重设。将快进类型改变为掠过。 从PowerMILL的主工具栏中选取开始点图标。 在开始点表格中点取按毛坯中心重设。产生Z高度Z高度为一系列的Z值列表,将在这些Z值高度上产生区域清除刀具路径。Z高度基于刀具、公差和余量计算,因此应使用实际参数值。有多种定义Z高度的方法,但在此例中将使用平面和下切步距来计算。多余的Z高度可通过在区域清除表格中选取删除Z高度通过选取选项,用鼠标选取多余的Z高度来删除。选取平面选项后,系统将寻找模型中的平坦区域,由平坦区域的Z高度加上任何余量值来产生该区域的Z高度。如果选取了下切步距选项,则将首先在毛坯的顶部产生一Z高度,然后按定义的下切步距下降一高度产生Z高度。
4、最后的Z高度为毛坯的底部。恒定下切步距选项方框用来控制下切步距。点取表格顶部的Z咼度图标。于是Z高度表格出现在屏幕上。 从表格中选取按平面定义选项,然后点取计算按钮。 选取按下切步距定义选项,输入值10。 点取计算按钮,然后点取关闭。Z高度以绿色显示在屏幕上,它包括平面区域Z高度及以恒定下切步距10mm沿Z轴向下分布的Z高度。定义切削策略有三种切除轮廓中Z高度上的材料的方法,它们分别是:1. 平行-包含X轴方向和Y轴方向的平行直线移动。2. 轮廓-在Z高度上沿轮廓加工。3. 偏置-按所设置的偏置距离在Z高度上通过不断偏置切除材料。此范例使用偏置策略,刀具的行距为25mm。零件加工公差为0.1,
5、留下0.5mm的余量供精加工加工。参照下图填写区域清除表格。不选取最终轮廓路径选项。选取区域过滤器选项,这样刀具将忽略任何较刀具直径小1.1倍的区域(有时需仔细调整此值,直到得到所需结果。)设置Z轴下切类型为斜向,最大左斜角为5。其它设置使用缺省值。点取应用,然后点取接受。这样刀具路径即产生并自动以激活实体形式保存在浏览器的刀具路径目录下。+(?tr40H65?边界/J参考线冷特征设置fe用户坐标系+爭层-會模型+會powerdrill日组+卤宏点取浏览器中的+可显示产生的刀具路径类型。(如下图所示,本范例中显示的刀具路径图标为区域清除图标)。同样,点取浏览器刀具图标旁的+,可显示出所定义的刀
6、具。-刀具/刀具器径N匚程序+XQtr40M6/参考线怡特征设置/理用户坐标丟+爭层-模型+郵powerdrill日组+胃宏右击区域清除图标将调出一子菜单。从弹出菜单中选取动态模拟并选取合适的模拟速度。点取键盘上的Esc键可中断模拟过程。双击区域清除图标,不激活此刀具路径。再次双击此图标可重新激活此刀具路径。仿真刀具路径ViewMill提供了一三维图像仿真解决方案,使用它可在加工前对加工路径进行检查。ViewMill具有其自带的独立工具栏,通过顶部工具栏中的加工仿真工具栏图标可打开或关闭此工具栏。点取加工仿真图标。选取ISO1查看,查看模型。点取加工仿真视窗切换图标。于是屏幕视窗切换成加工仿真
7、视窗环境,屏幕上产生一阴影的毛坯。点取阴影刀具图标。阴影刀具后可清楚地看到刀具的原点位置。仿真很精细的刀具路径时,如果不显示刀具,可显著加快仿真速度。点取开始/重新开始图标。于是刀具即沿刀具路径切除毛坯上的材料。通过仿真加工后的毛坯可清楚地看到,由于使用了区域过滤器选项,避免了零件右上部的型腔部分被加工。这一部分将使用残留初加工或参考刀具路径加工选项来加工。我们需将Viewmill中加工仿真后的毛坯保存起来,这样便于加工仿真后面范例中的残留粗加工。选取保存毛坯图标。将毛坯保存在目录C:Temp下,名称为Rest_Blockdmt。选取加工仿真视窗切换图标,返回PowerMILL图形视窗。使用参
8、考刀具路径和复杂毛坯进行残留粗加工此选项允许通过组合使用参考刀具路径和以前所保存的复杂毛坯产生一残留粗加工刀具路径。打开区域清除表格。激活刀具路径1,装载所使用的参数。 定义一刀尖圆角端铣刀tr20x5。 使用文件Rest_Block.dmt,由三角形定义一毛坯。 在区域清除表格中,将行距改变为15,区域过滤器设置为无 点取参考方框,然后点取插入激活刀具路径名称图标。 应用并接受表格。这样即产生出刀具路径。仅显示除刚才产生的刀具路径,可看到此刀具路径切除了已选刀具尺寸所能切除的全部残留材料。产生供刀具切入的钻孔范例在此范例中需产生多个钻孔,便于刀具切入工件。我们还是使用Powerdrill模型
9、。PowerMILL使用产生区域清除刀具路径相同直径的刀具来产生钻孔刀具路径。从主菜单中的文件菜单中选取全部删除,然后选取是。从工具菜单中选取重设表格。打开范例模型powerdrilLdgk,选取显示-全部显示。按最大/最小限计算毛坯。 定义一直径为12mm的端铣刀,将其命名为em12。 打开区域清除表格。使用分割层数选项,重设5个Z高度。在Z轴下切域中选取钻孔选项。 不勾取外部接近选项。 应用并接受表格。|【+刀具曙轻于是产生了两条刀具路径,其中一条为名称为1的平行刀具路径另一条为名称为1_holes的钻孔刀具路径。激活刀具路径1_holes。PowerMILL即选取并显示出三个钻孔位置。钻
10、孔操作间有一个刀具移动。编辑孔如果孔的位置不理想,则可移动或是删除当前孔。移动孔时,新的孔的位置必须在加工型腔的最深部位的等高切面内。选取沿Z轴向下查看,激活刀具路径1_holes。在区域清除表格中选取编辑-移动孔通过选取输入按数据化输出。键即可退出孔移动状态。为清晰地显示钻孔位置,钻孔位置上均被标记。使用左鼠标键点击孔,可删除所点击孔的位置。此时该孔被标记为红色,表示其被激活。(再次点击此孔,可撤销其激活状态)。将光标移动到其它位置并再次点击即可将孔的位置移动到光标点击处。移动完毕后,按下回车 将孔移动到上图指定位置,然后按下回车键。 点取区域清除表格中的应用按钮,计算新的钻孔路径,最后点取
11、接受新的钻孔刀具路径使用了新的孔的位置,同时产生一使用新的钻孔位置产生的区域清除刀具路径。最好是将钻孔位置移出侧壁区域,以免稍大的钻孔刀具应用在实际的加工切削中。PowerMILL仅检查指定刀具的过切。 激活新的钻孔路径2_holes。层间斜向切入斜向层间移动选项允许刀具在区域清除加工过程中按指定角度斜向切入模型。使用此选项时可使用非下切刀具。值得注意的是在层间或z高度间进行斜向切入时,快进高度表格中的快进类型应设置为掠过,同时应将安全Z高度和开始Z高度均设置为10。这样可避免刀具不必要地撤出工件,从而节省大量可贵的加工时间。Powerdrill范例继续.打开区域清除表格,点取快进高度图标。在
12、相对段中的快进类型选项中选取掠过选项,按下图所示输入值1。按下接受。在区域清除表格中的Z轴下切域中选取斜向选项。点取选项按钮。于是打开斜向选项表格。使用此表格可设置所需的斜向移动。设置最大左斜角为10并按下接受。左斜角是刀具斜向切入毛坯时形成的坡度。右斜角是当斜向长度不允许刀具一次斜向切入时所形成的坡度。1.1.SIS斜向长度以“刀具直径单位”(TDU)来表示,例如,若刀具直径为10mm,则2TDU的斜向长度相当于20mm。通常斜向长度应大于刀具直径以便于从刀具底部排屑。右斜角如果已指定斜向长度,则PowerMILL在可能的情况下将插入右斜角进刀。此选项的系统缺省设置是独立选项旗标置为开,即需
13、自行输入最大角。右斜角的最大角方框缺省设置为0。旗标置关时,其值将与左斜角相同。此处指定的是左斜角和右斜角的最大角,而不是绝对角度。因为斜向长度是固定的,不能改变它,因此,为保持恒定斜向长度,有时需要调整这些角度。角度总是减小(绝对不增加),这样才能保证在指定长度下同时满足左斜角和右斜角的要求。点取区域清除表格中的应用和接受按钮。放大拐角处可看到,斜向移动显示为蓝色。轮廓区域清除每一层均可进行轮廓加工,以切除区域清除路径所留下的刀痕。使用平行策略进行加工时,可使用全部的轮廓选项,但使用轮廓策略进行加工时,则仅切削方向域呈激活状态。何时决定加工过程中何时运行轮廓路径,它有四个选项。无-不运行轮廓
14、路径。在之前-PowerMILL首先运行轮廓路径,然后再运行平行路径。在期间-在运行平行路径过程中,系统将寻找并运行轮廓路径。在之后-PowerMILL最后运行轮廓路径。切削方向决定刀具运行方向。选取单方向可能会增加提刀次数。任意-选取此选项后,刀具将在双方向移动,同时进行顺铳和逆铳。JI顺铣-选取此选项将迫使刀具仅在一个方向运动,仅进行顺铳。逆铣-选取此选项将迫使刀具仅在一个方向运动,仅进行逆铳。外部轮廓选取此选项后,将加工毛坯周边。最终轮廓路径此选项位于区域清除表格中的轮廓区域内,选取此选项后,在区域清除加工中将首先按一定余量进行区域清除加工,随后在同样的Z高度进行无余量的最终轮廓路径加工
15、。使用此选项可减少刀具磨损。指定的行距现在可指定平行路径第一刀的行距,而不是使用刀具的半径做为第一刀的行距。它影响到刀具从毛坯之外切入毛坯。偏置区域清除策略使用此策略时,偏置刀具路径间的偏置值由行距定义。若输入的行距大于刀具直径,PowerMILL将自动调整此值,使得全部区域都能被加工。偏置方向偏置方向选项控制刀具路径的方向。自动-自动选取由内向外或由外向内,其选取取决于是否有型芯或型腔加工。由内向外-从最里面轮廓开始向外加工。由外向内-从最外部轮廓开始向内加工。光顺激活选取此选项将光顺任何由偏置刀具路径产生的尖角。此选项对不允许突然改变加工方向的机床加工如高速加工机床尤其有益。先加工最小的选
16、取此选项后,将首先加工材料中最小的区域,以避免损坏刀具。最大光顺余量定义自尖角的最大偏差,其最大值是行距值的40%,也即如果行距设置为10mm,则从尖角到光顺后的圆角的最大距离为4mm。偏置范例在区域清除选项表格中有两个偏置选项类型和方向,同时类型选项中又有两个选项全部和模型。打开范例模型handletri。按最小/最大限计算毛坯,然后将其在X方向和Y方向扩展15。 重设快进高度和刀具开始点。 定义一直径为10mm,名称为em10的端铣刀。这是一无底座的模型。使用模型平面功能可快速产生一底座。右击浏览器中的模型目录,从弹出菜单中选取平面自毛坯选项,在Z0处产生一平面。辅入模型输出檯型产生模型1
17、1Tfi!自毛坯.遏帯!1曲线摄桂担a投影忌7F;1先用在表格中输入0,然后点取绿色的勾。打开区域清除表格,选取偏置策略。于是模型在Z0处新增一和毛坯尺寸相同的平面。应用并接受表格。设置切削方向为顺铣,行距为4,公差为0.05,余量为0。由平面定义Z高度(应仅存在一个平面)。这样即使用缺省选项全部产生了一偏置刀具路径。这种设置将同时按毛坯和模型偏置,可最小化提刀次数。打开区域清除表格,点取选项按钮。编辑显示删除尺寸刽岂9旦普通选项策略tiS习Ido:二|切削方向型腔加工17行距公差余量4.00.050.0在区域清除选项表格的偏置域中的类型选项下选取模型选项。一-二-七4:杠卜-町;付尺接受此选
18、项表格。应用并接受区域清除表格。这种方法直接以零件形状作参考,按指定偏置距离进行一系列的偏置加工,直至毛坯尺寸。这种类型偏置的优点是:保持恒定刀具;负荷和排屑,始终保持顺铳方向,避免全刀宽切削。但这种方法将增加提刀次数。这种方法尤其适合于简单形状的型圭芯加工。赛车线光顺这种选项使用了不同的方法来改善区域清除偏置路径,它尤其适合于高速加工。使用赛车线策略进行加工时使用的是可变行距,使用它可消除刀具路径中的尖锐拐角。打开区域清除表格,和前面一样选取偏置选项。点取光顺激活选项,将光顺余量设置为25%。接受此选项表格,产生刀具路径。于是产生出一条更光顺的刀具路径。显示刀具路径2并将它和刀具路径3进行比
19、较。左图是隐藏了切入切出和连接后的两条刀具路径。它们看起来差别很大,但都在公差范围内。但赛车线刀具路径显得更加光顺且加工速度均匀、稳定,因此加工速度也就快得多。这种刀具路径使得刀具负荷更加稳定,可减少刀具磨损,改善加工质量。区域清除加工的一般信息以下是区域清除表格中的其它的一些选项的说明,这些内容在程序中的帮助部分也可找到(英文)。切削方向可设置为顺铣或逆铣,或任意(双方向切削)。型腔加工选取此选项后,加工将逐个型腔地顺序进行而不是逐层进行。选取此选项后,区域清除选项表格中的自动角度的缺省设置为不设置,手动角度设置为0。角度是相对于X轴的角度,因此全部加工均将以0角度加工。自动角度选取自动角度
20、后,PowerMILL将根据所选自动角度方式如区域、型腔、模型或Z轴层自动计算该方式的最佳角度。区域-PowerMILL首先依次检查每个区域,然后为每个区域选取最佳角度。型腔-在整个毛坯尺寸范围内为每个型腔选取最佳角度。模型-选取用于整个模型最佳角度。Z轴层-为每一特殊层或等高切面选取最佳角度。手动角度自定义加工中使用的角度,角度缺省值为0,即沿X轴。连接范围PowerMILL沿将切削区域的轮廓连接平行路径。无限范围标记此选项后,将寻找并连接某区域全部的刀具路径,以减少提刀次数。如果不标记此选项,则按有限范围选项中指定的距离值寻找并连接刀具路径。如果在指定范围没发现刀具路径,则使用快进方式连接
21、路径。有限范围改变有限范围值可改变快进和切削移动间的分配比例,从而优化刀具路径。此参数影响到分割后的平行刀具路径,如当某层中包括孔时,PowerMILL将尽可能多地加工此处而不提刀,加工完毕此处,后再移到新的加工的位置。删除多余的平行路径使用大刀具进行平行轮廓加工时,有些区域将被加工两次,这势必浪费时间。设置删除多余路径后,刀具再次经过已加工区域时,将提刀而不加工此区域。如果不设置此选项,则将加工全部平行路径。最小全刀宽切削PowerMILL5.区域清除由于平行参考线的搜寻特性,刀具偶尔会以全刀宽进行切削,这在加工软材料时不是什么问题,但当加工硬材料时却会损坏刀具。设置最小全刀宽切削后,系统将
22、删除(尽可能多地)所有可能导致全刀宽切削的平行路径。保持恒定行距刀具路径间的行距由区域清除选项表格中的行距选项确定。设置保持恒定行距选项,可将一定区域内的行距保持恒定。Z高度可用五种方法产生Z高度,它们分别是:分割层数,下切步距,高度数值和中间层数以及平面。分割层数-按给定层数等距分割毛坯,最低层在毛坯的底部。下切步距-首先在毛坯的底部产生一Z高度,然后在Z方向按给定下切步距上升一个高度。最后的Z高度位于毛坯的顶部。如果点取了保持恒定下切步距选项,则所有层间的距离将保持恒定,系统将自动修改下切步距值,使得产生的层间的距离均匀并尽量接近指定的下切步距值。高度数值-按给定值产生单个Z高度。可按所需
23、指定任意多个Z高度,但一次只能产生一个。平面-识别模型中的平坦区域并按此平坦区域的高度产生一Z高度。中间层数-在当前Z高度间增加指定数量的Z高度。附加Z高度也可使用已保存的区域清除刀具路径的Z高度。某一刀具路径被激活后,区域清除Z高度表格中的附加按钮即被激活。Z轴下切此选项决定刀具如何切入毛坯而开始加工每一个刀具路径段。许多刀具路径包含一个段,但当刀具路径被分割成多个段而需提刀撤回时,这样进行下一段加工时,刀具则需有一个切入工件的动作。在此有如下选项:下切:从刀具路径起点上垂直切入毛坯。斜向:斜向下刀,其值由斜向选项表格所决定。钻孔:沿钻孔路径产生的预钻孔位置下刀。外部接近点取此选项后,将迫使切入移动为从外部接近毛坯。当毛坯以图形或三角形文件定义时,此选项无效。IssuePMILL4#
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
