 FUJICP643操作指导书
FUJICP643操作指导书

《FUJICP643操作指导书》由会员分享,可在线阅读,更多相关《FUJICP643操作指导书(3页珍藏版)》请在装配图网上搜索。
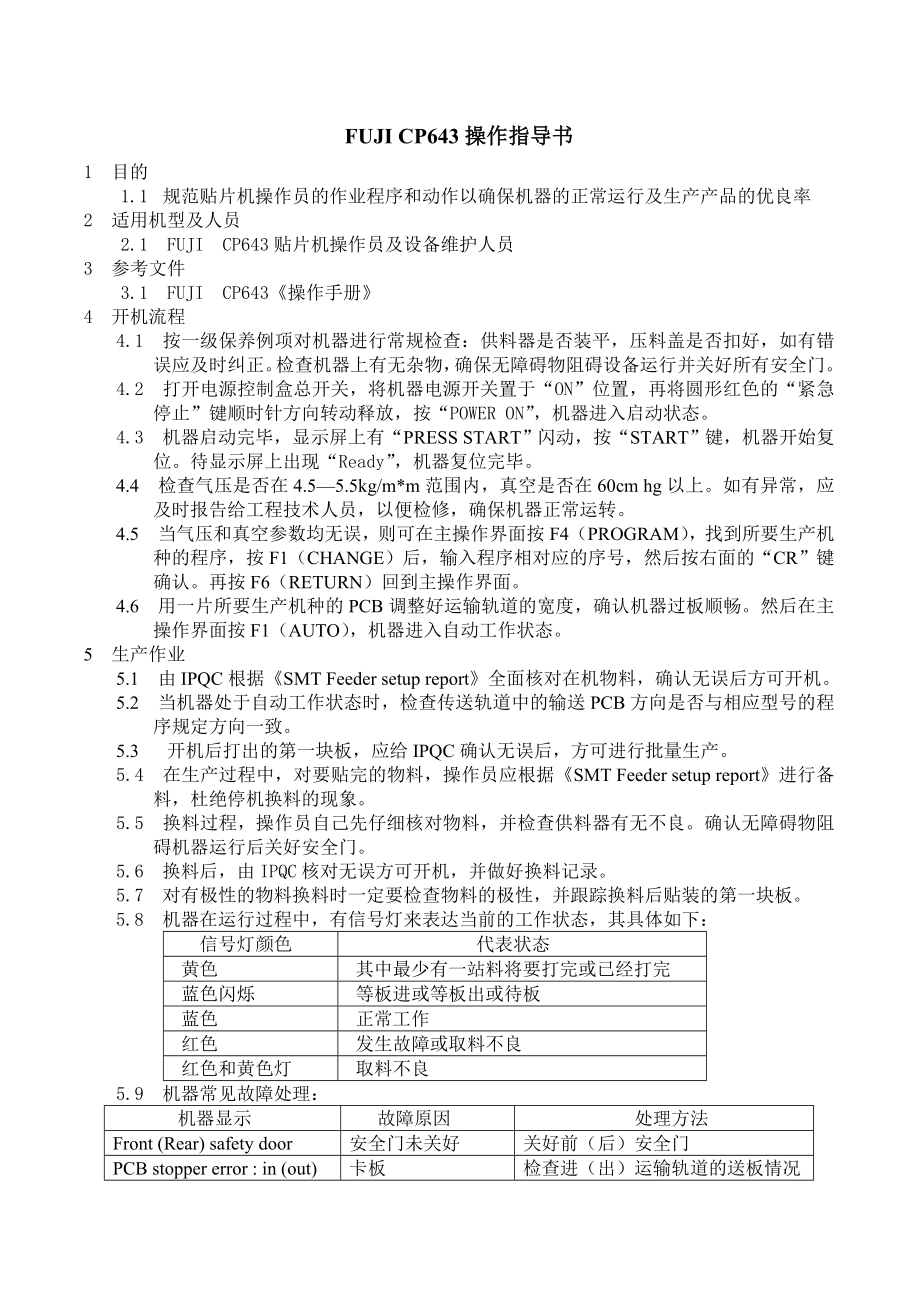
1、FUJI CP643操作指导书1目的1.1 规范贴片机操作员的作业程序和动作以确保机器的正常运行及生产产品的优良率2适用机型及人员2.1FUJI CP643贴片机操作员及设备维护人员3参考文件3.1FUJI CP643操作手册4开机流程4.1按一级保养例项对机器进行常规检查:供料器是否装平,压料盖是否扣好,如有错误应及时纠正。检查机器上有无杂物,确保无障碍物阻碍设备运行并关好所有安全门。4.2打开电源控制盒总开关,将机器电源开关置于“ON”位置,再将圆形红色的“紧急停止”键顺时针方向转动释放,按“POWER ON”,机器进入启动状态。4.3机器启动完毕,显示屏上有“PRESS START”闪动
2、,按“START”键,机器开始复位。待显示屏上出现“Ready”,机器复位完毕。4.4检查气压是否在4.55.5kg/m*m范围内,真空是否在60cm hg以上。如有异常,应及时报告给工程技术人员,以便检修,确保机器正常运转。4.5当气压和真空参数均无误,则可在主操作界面按F4(PROGRAM),找到所要生产机种的程序,按F1(CHANGE)后,输入程序相对应的序号,然后按右面的“CR”键确认。再按F6(RETURN)回到主操作界面。4.6用一片所要生产机种的PCB调整好运输轨道的宽度,确认机器过板顺畅。然后在主操作界面按F1(AUTO),机器进入自动工作状态。5生产作业 5.1 由IPQC根
3、据SMT Feeder setup report全面核对在机物料,确认无误后方可开机。5.2 当机器处于自动工作状态时,检查传送轨道中的输送PCB方向是否与相应型号的程序规定方向一致。5.3 开机后打出的第一块板,应给IPQC确认无误后,方可进行批量生产。5.4 在生产过程中,对要贴完的物料,操作员应根据SMT Feeder setup report进行备料,杜绝停机换料的现象。5.5换料过程,操作员自己先仔细核对物料,并检查供料器有无不良。确认无障碍物阻碍机器运行后关好安全门。5.6 换料后,由IPQC核对无误方可开机,并做好换料记录。5.7 对有极性的物料换料时一定要检查物料的极性,并跟踪
4、换料后贴装的第一块板。5.8 机器在运行过程中,有信号灯来表达当前的工作状态,其具体如下: 信号灯颜色 代表状态 黄色 其中最少有一站料将要打完或已经打完 蓝色闪烁 等板进或等板出或待板 蓝色 正常工作 红色 发生故障或取料不良 红色和黄色灯 取料不良5.9 机器常见故障处理: 机器显示 故障原因处理方法Front (Rear) safety door安全门未关好关好前(后)安全门PCB stopper error : in (out)卡板检查进(出)运输轨道的送板情况Mark not readable照mark不到检查X.Y Table上PCB是否放好PCB Transport errorP
5、CB未及时送到检查PCB运输是否顺畅D ? Unable to proc取料不良检查Feeder或通知工程技术人员Tape FeederFeeder未安装好检查是否安装好FeederWaiting for PCB等待PCB及时运送PCBWait Next等下道工序捡板及时通知炉前人员捡板Vacuum alarm真空不足通知工程技术人员Pickup error取料不良检查Feeder或通知工程技术人员D ? Supply该站料已打完换料Air pressure alarm气压不足通知工程技术人员Nozzle position alarm吸嘴贴片后未复位通知工程技术人员Nozzle change
6、Error吸嘴切换错误通知工程技术人员6 操作规范6.1 首次上料和机种切换 操作员根据生产程序上料单进行上料,做到物料(盘),机器程序,料站表三者一致。接到转拉通知,操机员应提前按程序料单准备好物,料并装好FEEDER。FEEDER不够的情况下可按程序料单把物料排列摆放。上料时要注意,先上半盘的物料后上整盘物料。(先零后整)6.2 换料 操机员应随时查看机器物料的使用情况,当物料快使用完时,提前上好料或找好料放在一旁备用,换料时做到物料(盘),机器程序,料站表三者一致。换好料之后填写换料记录表,并通知IPQC确认。 换料时同样要注意,先上半盘的物料后上整盘物料。(先零后整)6.3 FEEDE
7、R使用 FEEDER属于贵重配件,不可堆叠,只可以放到FEEDER车上或机器TABLE台上,并且料带前盖要随时扣好。无论FEEDER装到车上或机器上,都必须安装到位,特别是装到机器上时,应先清除台面上的杂料,杂物后才可装上,另外应根据料带的宽度来选用FEEDER型号。6.4 对料 对料时机:早上接班时(首检),机种切换时,换料时,下午上班时,晚上交班时(尾检)。对料方法:做到物料(盘),机器程序,料站三者一致。 6.5 机器安全操作 SMT设备属于贵重设备,需安全操作,同时操作人员也应注意自身安全。 6.6 物料损耗控制 操机员应严格控制物料损耗,特别是A级物料损耗。当机器抛料严重时,应及时通
8、知技术人中解决。原则上同一站位抛料超过3次报警(操机员无法判定抛料原因时)。即通知技术员调机。 6.7 A级物料管制 对于带装物料的使用,操机员应熟练掌握FEEDER之使用方法,以减少损耗。对于管装或托盘装物料,须放置于平稳的位置,防止掉件。A级物料如有丢失,应详细真实地记录于交接班本上。下班时提前做好物料清点工作,准备交接。6.8 放板 操机员放板时如不清楚放板方向,应及时叫技术人员处理。放板时需确认好方向后才可放板,板子放在皮带上不可过多,且必须有一定的距离,防止同时进两块板。 6.9 打叉板对于打叉板,操机员应注意PCB板上的打X位置,不清楚时问技术员。不允许有漏贴或贴错位置的情况。如机
9、器识别有误,应及时通知技术员处理。 6.10 产量统计 将每小时产量记录于统计表格上,将停机时间记录于产能表格上.7注意事项6.1在机器安全门处于敞开的的状态下,不要运转机器;在机器进行自动运转和手动操作时,身体不要接近机器的可动部分。6.2在生产中如果机器出现异常,应立即按下圆形红色的“紧急停止”键,并及时通知工程技术人员检修,不可擅自打开安全门自己处理。6.3在机器出现报警解决后,按“RESET”键前一定要按照开机流程的第1项检查机器是否正常,确定机器无故障,才可按“START”重新开机。6.4如果机器两个对光感应器间的供料器有故障,应立即通知工程技术人员处理,不可擅自安装或拆卸供料器。6
10、.5操作员有权阻止他人(非工程技术人员)开动机器,否则由他人操作引起机器故障由操作员和当事人共同负责。6.6操作员每天交接班时应清洁机器:清空抛料盒和碎料带垃圾箱,清扫机器内外的散料和碎料带等垃圾;保证机器表面以及操作面板的清洁。8关机流程7.1在机器贴装最后一块PCB时,按一次F6(S STOP),则F6菜单变为CANCEL,同时显示屏上出现“Ending one board production”,当贴完这块PCB后机器将自动停止,按F6(RETURN)键一次机器回到零操作界面。7.2按下圆形红色的“紧急停止”键切断所有200V电源,然后按“POWER OFF”键切断所有照明灯电源和控制电源,再将机器电源开关置于“OFF”位置,最后关掉电源控制盒总开关,完成关机。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
