 木制品作业指导书
木制品作业指导书

《木制品作业指导书》由会员分享,可在线阅读,更多相关《木制品作业指导书(14页珍藏版)》请在装配图网上搜索。
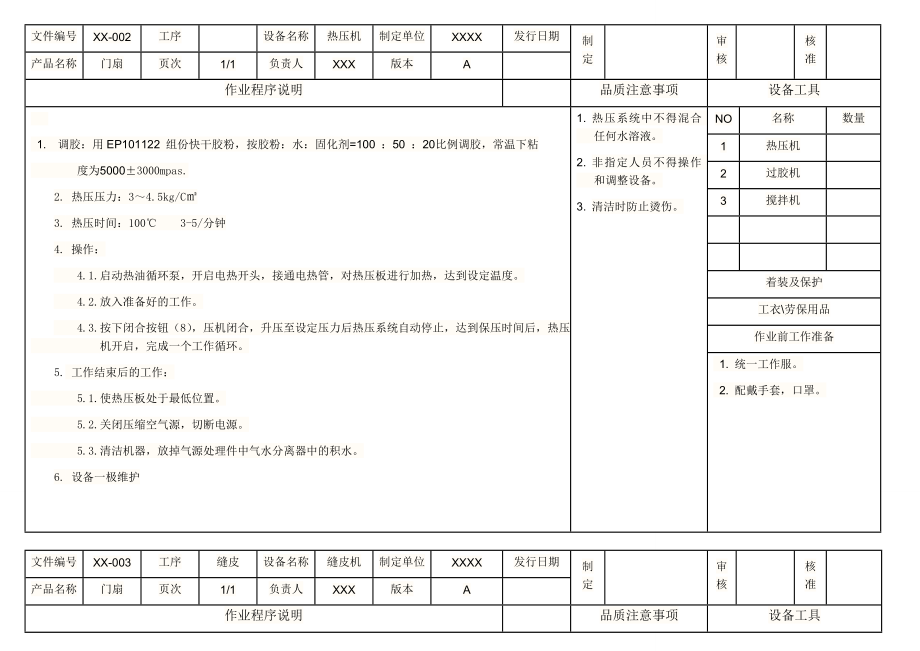
1、文件编号XX-002工序设备名称热压机制定单位XXXX发行日期制定审核核准产品名称门扇页次1/1负责人XXX版本A作业程序说明品质注意事项设备工具 1. 调胶:用EP101122 组份快干胶粉,按胶粉:水:固化剂=100 :50 :20比例调胶,常温下粘 度为50003000mpas.2. 热压压力:34.5kg/C3. 热压时间:100 3-5/分钟4. 操作: 4.1.启动热油循环泵,开启电热开头,接通电热管,对热压板进行加热,达到设定温度。 4.2.放入准备好的工作。 4.3.按下闭合按钮(8),压机闭合,升压至设定压力后热压系统自动停止,达到保压时间后,热压 机开启,完成一个工作循环。
2、5. 工作结束后的工作: 5.1.使热压板处于最低位置。 5.2.关闭压缩空气源,切断电源。 5.3.清洁机器,放掉气源处理件中气水分离器中的积水。6. 设备一极维护1. 热压系统中不得混合 任何水溶液。2. 非指定人员不得操作 和调整设备。3. 清洁时防止烫伤。NO名称数量1热压机2过胶机3搅拌机着装及保护工衣劳保用品作业前工作准备 1. 统一工作服。 2. 配戴手套,口罩。文件编号XX-003工序缝皮设备名称缝皮机制定单位XXXX发行日期制定审核核准产品名称门扇页次1/1负责人XXX版本A作业程序说明品质注意事项设备工具1. 操作前的安检: 1.1.检查安全防护装置是否正确、牢固可靠。 1
3、.2.检查各传动连接部件是否紧固。 1.3.气压是否正常:约0.2mpa 1.4.检查转盘转向是否正确。2. 操作选择 2.1. 手动功能: 2.1.1.打开总电源,按下按钮“3”,机床进入手动工作状态,再按“2”则电热管加热,根据 木片的厚度调整转轮压力,并根据胶线的熔点选择合适的加热档位。 2.1.2.调好压力,以保证胶线能够均匀热熔。 2.1.3.踩下脚踏开头,提起压力转轮,在分料器两边放置加工木皮并向前推进垫起电刷开头, 并推至压力转轮底,将胶线头拉至压力轮底,然后放下压轮将两片木皮和胶线头压紧。 2.1.4.松开脚踏开头,送料转盘启动,待拼完再踩下开关,辅助轮下压将胶线截断,手动程
4、序完成。 2.2.自动功能:在选择自动按钮“2”后同2.1。 3. 设备一极保护。 1. 拼接线居中。2. 根据胶线熔点调节温 度,确保胶线有效粘 合。3. 注意:烫手!NO名称数量1内六角板手121214呆板手13锣丝刀2着装及保护工衣劳保用品作业前工作准备 1. 统一工作服。 2. 配戴手套,口罩。文件编号XX-004工序磨刀设备名称磨齿机制定单位XXXX发行日期制定审核核准产品名称齿接材料页次1/1负责人版本A作业程序说明品质注意事项设备工具1. 开始磨削前,将手动/自动开关调到手动位置,拔动松、压紧、推齿、磨削进给开关, 检查动作是否准确无误。2. 装上锯条,按上述动作要求,以砂轮为基
5、准,检查据条角度、推齿位置、磨削深度是 否符合要求。3. 推齿位置松、压紧、磨削进给准确无误后,将手动/自动开关调到自动位置,开始工作。4. 下班前,设备一极保养。NO名称数量123着装及保护工衣劳保用品作业前工作准备 1. 统一工作服。 2. 配戴手套,口罩。文件编号XX-005工序砂光设备名称宽带砂光机制定单位XXXX发行日期制定审核核准产品名称门扇页次1/1负责人版本A作业程序说明品质注意事项设备工具1. 安装砂带,拧紧锁紧手把,张紧砂带。2. 接通气源。3. 调节压力表,便气压符合机床所需压力范围,打开电源控制旋钮。4. 机床操作面板示意图及厚度指示器校准,砂光量小于0.3mm/次。5
6、. 按订单要求确认待砂光的半成品厚度。6. 试砂光:门扇砂光要求2人平放于输送带上,出货端平行出砂光机。加工量大的半成品 不允许一次砂光到位,必须符合4.要求。7. 确认合格后,批量砂光。8. 砂光完毕,关闭电路、气路,用风枪吹净灰尘。9. 设备一极保养:按设备保养卡要求。10. 产品标识。1. 精密设备专人开机。NO名称数量1宽带砂光机2风枪3着装及保护工衣劳保用品作业前工作准备 1. 统一工作服。 2. 配戴手套,口罩。文件编号XX-006工序封边设备名称自动封边机制定单位XXXX发行日期制定审核核准产品名称门 、框页次1/1负责人XXX版本A作业程序说明品质注意事项设备工具1. 打开电源
7、总开关,指示灯(3)亮。2. 加温选择开关(16)拔到“1”位,调节温控器(4)。3. 温控器显示温度达到设定的温度,才按下输送带(6)。4. 根据封边件规格大小,将封边卷条选择开关(11)拔到一定位置,安装封边料。5. 检查气压控制系统中各气压。6. 根据需要,选择抛光按钮(2)。7. 按下变频器启动按钮(7),工作开始封边。8. 工作完毕关机: 8.1. 确定输送带上无工作。 8.2. 按下变频器停止按钮(14) 8.3. 各工作单元高频马达完全停下来。 8.4. 关闭电源,机器处于关机状态。9. 清洁10. 设备一极保养:按设备保养卡要求。11. 产品标识。NO名称数量123着装及保护工
8、衣劳保用品作业前工作准备 1. 统一工作服。 2. 配戴手套,口罩。文件编号XX-007工序选切皮设备名称切皮机制定单位XXXX发行日期制定审核核准产品名称页次1/1负责人版本A作业程序说明品质注意事项设备工具1. 选皮:按订单要求选皮,不能有孔节、虫眼、腐杇、蓝变等。2. 切皮: 2.1. 先截长度,再截宽度,根据订单要求,长度预留加工量2-3CM,宽度预留 加工量1-2CM。 2.2. 合上电源,检查设备是否正常,清洁工作台。 2.3. 将选好的木皮放于截床中,双手按下截切按钮,原则上四面都须整齐。3. 工作完毕,清洁,设备养护。1. 长度与木纹(直纹)大 体平行,宽度与木纹 垂直。2.
9、严禁单手按截切按钮。3. 非指定人员不能操作 和调整设备。NO名称数量123着装及保护工衣劳保用品作业前工作准备 1. 统一工作服。 2. 配戴手套,口罩。文件编号XX-008工序 开料设备名称多片锯制定单位XXXX发行日期制定审核核准产品名称复合门框页次1/1负责人XXX版本A作业程序说明品质注意事项设备工具1. 检查机器,电源是否正常。2. 对照订单,调试机器。3. 检查生产的产品是否符合订单要求,即首件检验。4. 符合以上要求,才能进行生产。5. 生产完毕,设备清洁和保养。6. 产品标识。1. 注意产品质量是否符 合订单要求。2. 产品规格及订单编号。NO名称数量1多片锯22辅助板手23
10、锯片着装及保护工衣劳保用品作业前工作准备工作人员上班前工作服,穿着整洁,带口罩、眼罩及手套。文件编号XX-009工序打槽线设备名称四面刨制定单位XXXX发行日期制定审核核准产品名称实木门页次1/1负责人XXX版本A作业程序说明品质注意事项设备工具1. 操作师傅是经过专业培训合格的人员。2. 严禁带手套,及穿松散服装,不准穿拖鞋。3. 开机前应检查电源、刀具、皮带确保安全生产。4. 调整好应加工的尺寸、大小、规格确保产品质量合格。5. 安装刀具时必须关闭电源总开关。6. 生产完毕,设备清洁和养护。7. 产品标识。1. 加工的产品要平整光 滑,无毛刺,槽线按 规格大小不得有误 差。2. 非指定人员
11、不能操作 和调整设备。NO名称数量1四面刨123着装及保护工衣劳保用品作业前工作准备工作人员上班前工作服,穿着整洁,带口罩、眼罩。文件编号XX-010工序打榫设备名称打榫机制定单位XXXX发行日期制定审核核准产品名称实木门页次1/1负责人XXX版本A作业程序说明品质注意事项设备工具1. 操作人员是经过专业培训合格,才能进行操作。2. 严禁带手套,及穿松散服装操作本机。3. 开机前应检查电源、刀具、锯片等以确保安全生产。4. 开机时应检查主轴,刀具的旋转方向是否正确,然后正式启动。5. 调试修理时,必须关闭电源总开头,确认刀具完全停止。6. 生产完毕,设备清洁和养护。7. 产品标识。1. 榫头必
12、须要和槽线合 好。2. 非指定人员不能操作 和调整设备。NO名称数量1双头打榫机12单头打榫机13着装及保护工衣劳保用品作业前工作准备工作人员上班前工作服,穿着整洁,带口罩、眼罩。文件编号XX-011工序框组装设备名称拼板机制定单位XXXX发行日期制定审核核准产品名称户内门页次1/1负责人XXX版本A作业程序说明品质注意事项设备工具1. 按订单要求,确认待拼零件。2. 清理机械卫生,做好准备工作。3. 合上电闸,检查设备电路、气压是否正常。4. 涂胶:此工序用“组装黄胶”,涂胶量为双面涂胶240g/,要求均匀到位。5. 上驾压合,整架压合时间在20分钟内完成。6. 框止口须垫垫方,防止变形。7
13、. 加压:压力为0.5 时间:2小时。8. 产品下架养护时间:4小时后深加工。9. 设备一极保养。10. 产品标识1. 防止变形。2. 防止错位。3. 非指定人员不能操作 和调整设备。NO名称数量1拼板机123着装及保护工衣劳保用品作业前工作准备在工作过程必须戴口罩,工衣整洁。文件编号XX-012工序定长设备名称拉锯制定单位XXXX发行日期制定审核核准产品名称门框页次1/1负责人XXX版本A作业程序说明品质注意事项设备工具1. 拉锯定长度。2. 确认订单长度及产品长度。3. 合闸检查设备是否正常。4. 清理台面卫生。5. 放稳产品,放下气压阀门,固定产品。6. 开头刀具。7. 均匀推进滑动台面
14、。8. 退回台面,关闭气阀,取出产品。9. 整齐堆放,清理端头毛刺。10. 复核产品长度符合订单要求。11. 工作完毕,设备一极保养。12. 产品标识清楚。1. 合理截料,严禁长料短 用。2. 允许公差5mm。3. 专人操作。NO名称数量1双头锯22手拉锯13着装及保护工衣劳保用品作业前工作准备在操作过程中必须戴口罩,穿工衣。文件编号XX-013工序色油设备名称全自动喷涂机制定单位XXXX发行日期制定审核核准产品名称门扇页次1/1负责人版本A作业程序说明品质注意事项设备工具1. 操作前的检查,确认正常运转。2. A坐标:喷面数据顺序为:180 、 0 、 90 、 270 。 喷边数据顺序为:
15、270 、 180 、 90 、0 。3. 右补和左补的数据是:80。4. 终点的数据在100左右。5. 喷面没有边距和边次;边距数据为200左右,边次数据为单数。6. 喷边没有进给和偏移,偏移数在-30左右。7. 角度就是门的正反面,数据90为正面,180为反面。8. 绝对坐标的主轴数据为0,是原点。9. 相对坐标的主轴数据为0,是起点。10. 色油配比;面油:固化剂:稀料:色精=0.5:0.25:1:0.0711. 机喷完毕,由油工师傅检查,对侧面和线位进行颜色修整。整体颜色与色板大体一致。12. 设备一级保养。13. 填写流程卡单。NO名称数量1喷枪123着装及保护工衣劳保用品作业前工作
16、准备在操作过程中必须戴防毒口罩,穿工衣。文件编号XX-014工序底漆设备名称制定单位XXXX发行日期制定审核核准产品名称门扇页次1/1负责人版本A作业程序说明品质注意事项设备工具1. 确认半成品合格。2. 调油比例:主剂:固化剂:稀料=1:0.5:0.53. 喷涂前吹干净表面灰尘。4. 门扇以一个半“十”字压枪喷涂,内外封边进行补枪处理。5. 喷距:150200mm。6. 喷幅:100200mm。7. 喷涂量:180240g/8. 气压标准:4 公斤。1. 喷涂到位。2. 无流油。3. 无桔皮。4. 无气泡等。5. 无针孔。NO名称数量1喷枪123着装及保护工衣劳保用品作业前工作准备在操作过程
17、中必须戴防毒口罩,穿工衣。文件编号XX-015工序面漆设备名称制定单位XXXX发行日期制定审核核准产品名称门扇页次1/1负责人版本A作业程序说明品质注意事项设备工具1. 确认半成品合格。2. 将产品表面颗粒、污垢处理干净。3.调油比例:主剂:固化剂:稀料=1:0.6:0.54.门扇以一个半“十”字压枪喷涂,内外封边进行补枪处理。5.喷距:150200mm。6.喷幅:100200mm。7.喷涂量:150180g/8.气压标准:4 公斤。1.喷涂到位。2.无流油。3.无桔皮。4.无气泡等。5.无针孔。NO名称数量1喷枪123着装及保护工衣劳保用品作业前工作准备在操作过程中必须戴防毒口罩,穿工衣。文
18、件编号XX-016工序包装设备名称制定单位XXXX发行日期制定审核核准产品名称门扇页次1/1负责人版本A作业程序说明品质注意事项设备工具1. 确认待包装产品是经过质检检验合格的产品。2. 确认产品与订单保持一致。3. 选择与产品规格相适的包装袋和包装箱。4. 清洁产品。5. 套包装袋并封口。6. 包箱时,两端放入保护板条;用封箱胶先将长边横粘5道,宽边3道压实,再将封箱胶顺接口封牢固。7. 码堆整齐:42扇/码。8. 打好包装带。9. 填写标识卡。1.喷涂到位。2.无流油。3.无桔皮。4.无气泡等。5.无针孔。NO名称数量1胶带12打包机13着装及保护工衣劳保用品作业前工作准备在操作过程中必须戴防毒口罩,穿工衣。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
