《车工技师论文》由会员分享,可在线阅读,更多相关《车工技师论文(4页珍藏版)》请在装配图网上搜索。
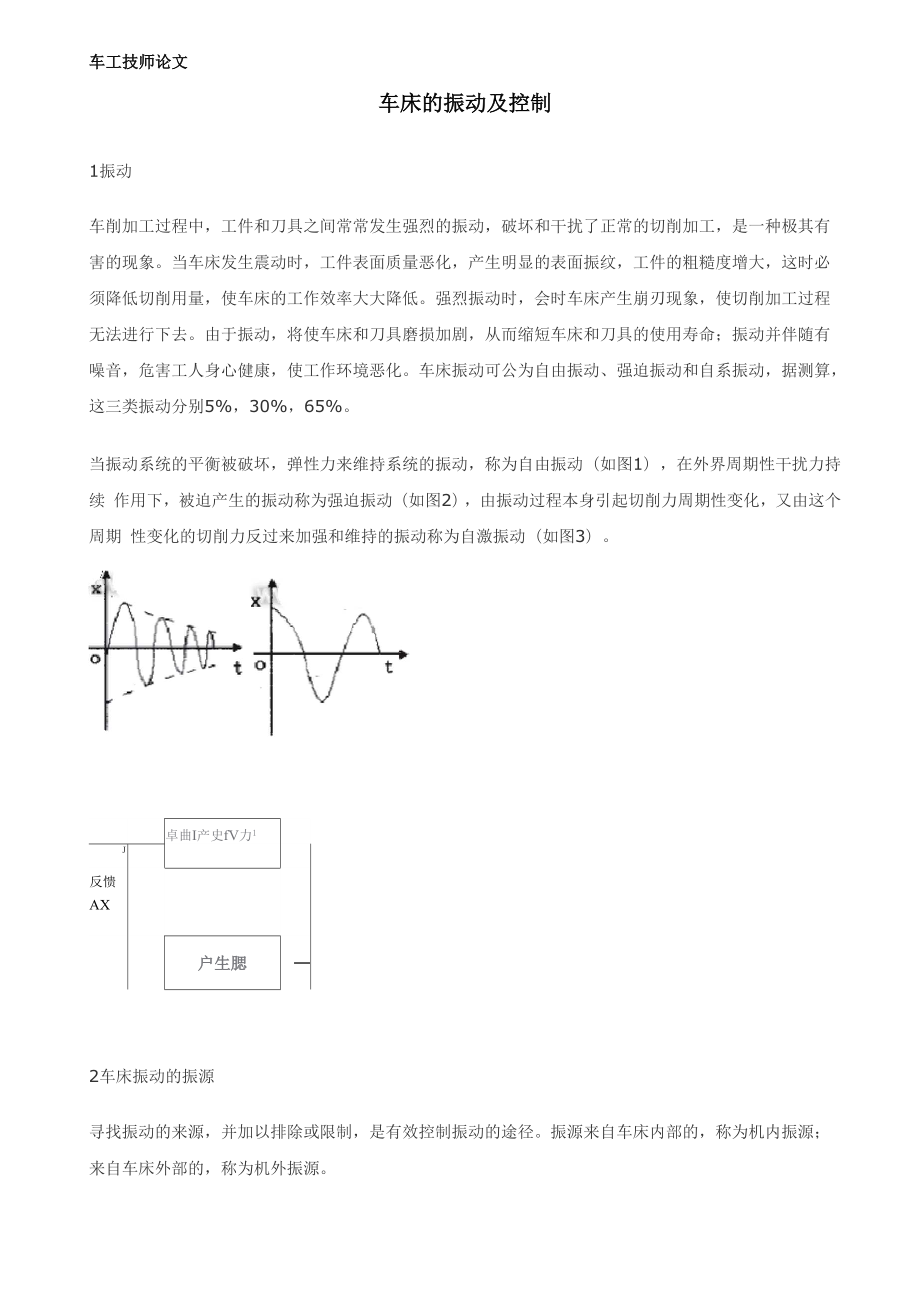
1、车工技师论文车床的振动及控制1振动车削加工过程中,工件和刀具之间常常发生强烈的振动,破坏和干扰了正常的切削加工,是一种极其有 害的现象。当车床发生震动时,工件表面质量恶化,产生明显的表面振纹,工件的粗糙度增大,这时必 须降低切削用量,使车床的工作效率大大降低。强烈振动时,会时车床产生崩刃现象,使切削加工过程 无法进行下去。由于振动,将使车床和刀具磨损加剧,从而缩短车床和刀具的使用寿命;振动并伴随有 噪音,危害工人身心健康,使工作环境恶化。车床振动可公为自由振动、强迫振动和自系振动,据测算, 这三类振动分别5%,30%,65%。当振动系统的平衡被破坏,弹性力来维持系统的振动,称为自由振动(如图1
2、),在外界周期性干扰力持续 作用下,被迫产生的振动称为强迫振动(如图2),由振动过程本身引起切削力周期性变化,又由这个周期 性变化的切削力反过来加强和维持的振动称为自激振动(如图3)。卓曲I产史fV力1J反愦AX户生腮2车床振动的振源寻找振动的来源,并加以排除或限制,是有效控制振动的途径。振源来自车床内部的,称为机内振源; 来自车床外部的,称为机外振源。由于自由振动是由切削力的突然变化或其它外力冲击引起的,可快速衰减,对车床加工过程影响非常小, 可以忽略不计。强迫振动的振源机内振源:车床上各个电动机的振动,包括电动机转子旋转不平衡及电磁力不平衡引起的振动;机床回 转零件的不平衡,如皮带轮、卡盘
3、、刀盘和工件不平衡引起的振动;运动传递过程中引起的振动,如变 速操纵机机构中的齿轮啮合时的冲击力,卸荷带轮把径向载荷卸给箱体时的振动,三角皮带的厚度不均 匀,皮带轮质量偏心,双向多片摩擦离合器,滑动轴承和滚动轴承尺寸及形位误差引起的振动;往复部 件运动的惯性力,如离和器控制箱体的正反转引起的惯性力振动;切削时的冲击振动,如切削带有键槽 的工件表面时循环冲击载荷引起的振动;车床液压传动系统的压力脉动。机外振源:其它机床、锻压设备、火车、汽车等通过地基传给车床的振动。自激振动的振源 引起自激振动的振源主要有车削时切削量过大、主切削力的方向、车刀的几何角度的选择不当等。3振源分析1)查找车床振动振源
4、的框图,见图4。图4查找车床振动振源的框图2)车床主轴箱内振源分析 一方面主轴箱中齿轮、轴承等零部件设计、制造及装配过程中存在某些不足之处,另一方面长期工作过 程中使得某些零件失效,导致主轴箱在工作过程中产生了振动。齿轮在啮合时引起冲击产生频率为啮合 频率的振动,主轴安装偏心所引起周期性振动;轴承的损伤所引起周期性冲击或者激发自身的各个元件 以固有频率振动;以及其它因素所引起的振动。现以CA6140车床为例。对CA6140主轴箱传动系统中 轴的回转频率和齿轮啮合频率进行计算和实际测量(计算过程从略)。由于主轴转速档位较多,故仅选取 主轴转速为200rpm时计算主轴箱内各轴的回转频率和齿轮啮合频
5、率,计算结论数据如表1所示;主轴 前端D3182121双列向心短圆柱滚子轴的有关元件脉动频率计算结论数据如表2所示。表1回转轴号理论频率(HZ)实际频率(HZ)回转频率啮合频率回转频率啮合频率I匕=13f56=760fi=14.15f56=792IIfn=19f38=730fn=20.8f38=792f22=423f22=459IIIfffl=7.29f58=423fffl=7.9f50=364.5f50=364.5f50=395IVfV=7.29f50=364.5fv=7.9f51=371.8f50=395f51=403.8Vfv=7.44%=371.8fv=8f%=403.8f26=193
6、.3f26=210W=3.333f58=193.3%=3.6f58=210表2内圈滚道波度172.8HZ滚珠通过内圈的频率60.5HZ外圈的频率47.5HZ滚珠自转频率29.4HZ3)数据分析 经过大量实践分析对比,发现主轴箱内频率为f=173HZ、f=790HZ对切削力影响很大,f=173HZ频 率的振动主要是通过工件直接传输给刀架的,而f=790HZ 一部分能量通过车床床身传递给刀架,一部 分能量通过工件传递给刀架。进一步对f=173HZ,f=790HZ频率所产生振动原因进行分析=计算并与表1、表2对比。得出如下结 果:f=173HZ是由主轴前端的双列向心短圆柱滚子轴承的内圈滚道表面粗糙度
7、很大所引起的,f=790HZ 为轴承上齿轮(Z = 56)的啮合频率,由摩擦片离合器在啮合处刚性不足造成齿轮啮合时不平稳所引起的。通过以上分析可知,在切削过程中,f=173HZ和f=790HZ振动频率对切削力影响很大。f=173HZ是 由主轴前端的双列向心短圆柱滚子轴承所引起的;f=790HZ是由轴承上的齿轮啮合时不平稳所引起的。4车床振动的控制1) 对强迫振动的控制.将振源与车床隔离。设置隔振装置,将振源所产生的振动由隔振装置大部分吸收,减少振源对车削加工 的干扰。挖防振沟,将车床安置在防振地基上,设置弹簧或橡皮垫减少振动。减少激振力。如精确平衡回转零部件,将电动机转子、皮带轮和卡盘作静平衡和动平衡试验,提高轴承 装配精度。提高车床传动的制造精度。如将变速操纵机构中齿轮啮合的制造精度提高,可以减少因齿轮啮合传动而 引起的振动。提高工艺系统的刚度及阻尼。车床系统刚度增加,对振动的抵抗能力提高,亦可减少振动。调节系统的固有频率,避免共振现象发生。采用减振器和阻尼器。2) 对自激振动的控制合理选择与切削有关的系数;合理选择车刀的几何参数;合理安排刀尖高低、润滑;提高工艺系统的抗振性。
 车工技师论文
车工技师论文