 工艺评定记录PQR
工艺评定记录PQR

《工艺评定记录PQR》由会员分享,可在线阅读,更多相关《工艺评定记录PQR(6页珍藏版)》请在装配图网上搜索。
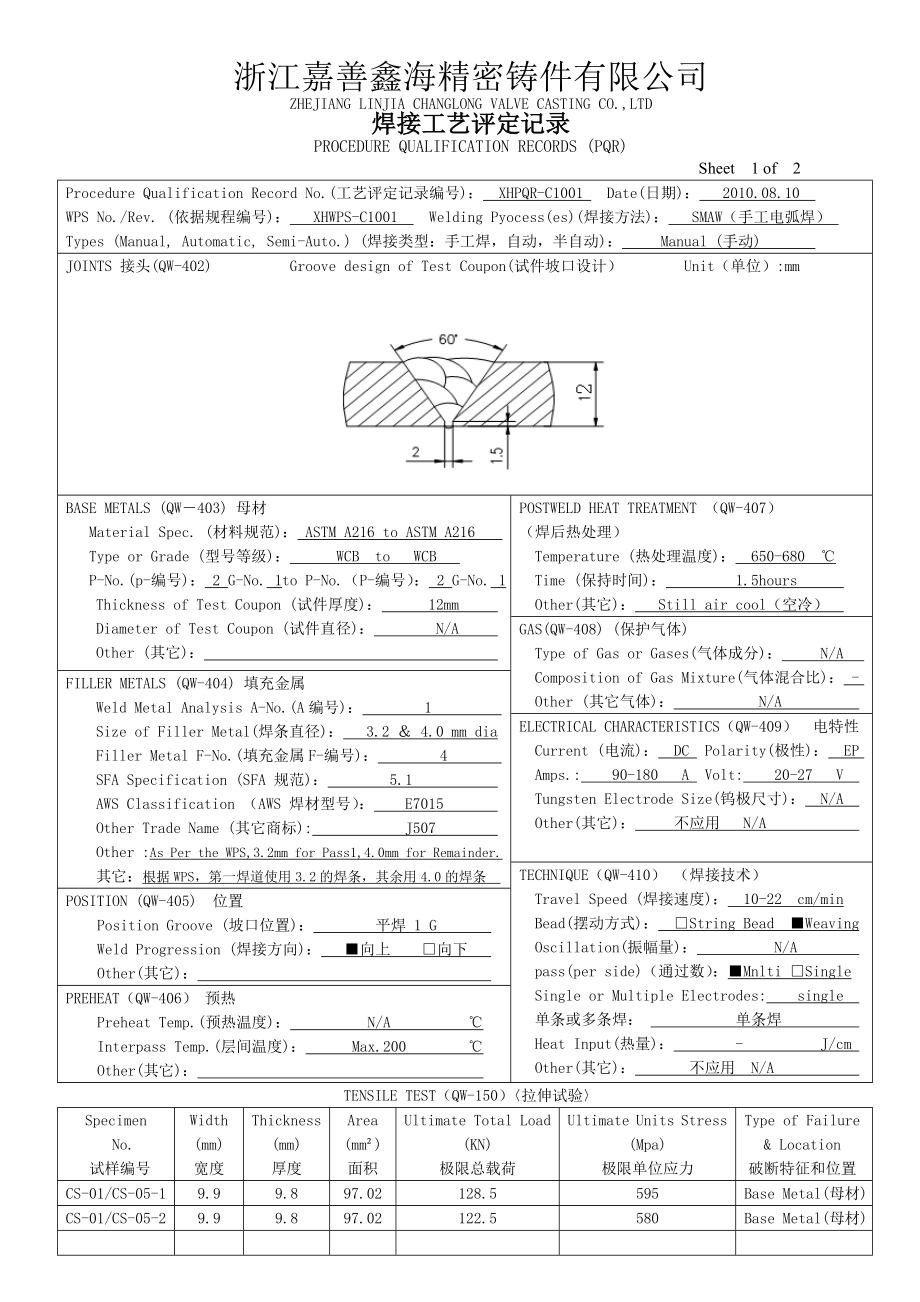
1、浙江嘉善鑫海精密铸件有限公司ZHEJIANG LINJIA CHANGLONG VALVE CASTING CO.,LTD焊接工艺评定记录PROCEDURE QUALIFICATION RECORDS (PQR) Sheet 1 of 2 Procedure Qualification Record No.(工艺评定记录编号): XHPQR-C1001 Date(日期): 2010.08.10 WPS No./Rev. (依据规程编号): XHWPS-C1001 Welding Pyocess(es)(焊接方法): SMAW(手工电弧焊) Types (Manual, Automatic, S
2、emi-Auto.) (焊接类型:手工焊,自动,半自动): Manual (手动) JOINTS 接头(QW-402) Groove design of Test Coupon(试件坡口设计) Unit(单位):mm BASE METALS (QW403) 母材 Material Spec. (材料规范): ASTM A216 to ASTM A216 Type or Grade (型号等级): WCB to WCB P-No.(p-编号): 2 G-No. 1to P-No.(P-编号): 2 G-No. 1Thickness of Test Coupon (试件厚度): 12mm Diam
3、eter of Test Coupon (试件直径): N/A Other (其它): POSTWELD HEAT TREATMENT (QW-407)(焊后热处理) Temperature (热处理温度): 650-680 Time (保持时间): 1.5hours Other(其它): Still air cool(空冷) GAS(QW-408) (保护气体) Type of Gas or Gases(气体成分): N/A Composition of Gas Mixture(气体混合比): - Other (其它气体): N/A FILLER METALS (QW-404) 填充金属We
4、ld Metal Analysis A-No.(A编号): 1 Size of Filler Metal(焊条直径): 3.2 4.0 mm diaFiller Metal F-No.(填充金属F-编号): 4 SFA Specification (SFA 规范): 5.1 AWS Classification (AWS 焊材型号): E7015 Other Trade Name (其它商标): J507 Other :As Per the WPS,3.2mm for Pass1,4.0mm for Remainder.其它:根据WPS,第一焊道使用3.2的焊条,其余用4.0的焊条 ELECT
5、RICAL CHARACTERISTICS(QW-409) 电特性 Current (电流): DC Polarity(极性): EP Amps.: 90-180 A Volt: 20-27 V Tungsten Electrode Size(钨极尺寸): N/A Other(其它): 不应用 N/A TECHNIQUE(QW-410) (焊接技术) Travel Speed (焊接速度): 10-22 cm/min Bead(摆动方式): String Bead Weaving Oscillation(振幅量): N/A pass(per side)(通过数):Mnlti Single Si
6、ngle or Multiple Electrodes: single 单条或多条焊: 单条焊 Heat Input(热量): - J/cm Other(其它): 不应用 N/A POSITION (QW-405) 位置Position Groove (坡口位置): 平焊 1 G Weld Progression (焊接方向): 向上 向下 Other(其它): PREHEAT(QW-406) 预热Preheat Temp.(预热温度): N/A Interpass Temp.(层间温度): Max.200 Other(其它): TENSILE TEST(QW-150)拉伸试验Specimen
7、 No. 试样编号Width(mm)宽度Thickness (mm)厚度Area(mm)面积Ultimate Total Load(KN)极限总载荷Ultimate Units Stress(Mpa)极限单位应力Type of Failure & Location破断特征和位置CS-01/CS-05-19.99.897.02128.5595Base Metal(母材)CS-01/CS-05-29.99.897.02122.5580Base Metal(母材)嘉善鑫海精密铸件有限公司ZHEJIANG LINJIA CHANGLONG VALVE CASTING CO.,LTD焊接工艺评定记录PR
8、OCEDURE QUALIFICATION RECORD (PQR) Sheet 2 of 2 Procedure Qualification Record No.(工艺评定记录编号): XHPQR-C1001 Date(日期): 2010.08.10 WPS No. (WPS编号): XHWPS-C1001 Welding Pyocess(es)(焊接方法): SMAW(手工电弧焊) Types (Manual, Automatic, Semi-Auto.) (焊接类型:手工焊,自动,半自动): Manual (手动) GUIDED BEND TEST (QW-160) 引导弯曲试验Spec
9、imen No.(试样编号)Type and Figure No.(类型和图形)Result(结果)CS-01/CS-05-3Side Bend (侧弯)40mm,180Acceptable(好)CS-01/CS-05-4Side Bend (侧弯) 40mm,180Acceptable(好)CS-01/CS-05-5Side Bend (侧弯) 40mm,180Acceptable(好)CS-01/CS-05-6Side Bend (侧弯) 40mm,180Acceptable(好)TOUGHNESS TESTS(QW-170)韧性试验Specimen No.试样编号NotchLocatio
10、n缺口位置NotchType缺口尺寸TestTemp.试验温度Impact Values (JULES)冲击功Lateral Expantion剪切断面X% ShareMilsFILLET WELD TEST (QW-180) 角焊缝试验Result-Satisfactory: Yes No Penetration Into Parent Metal: Yes No 结果: 合格 不合格 熔透母材: 合格 不合格 Macro-Results (宏观试验): N/A OTHER TEST (其它试验)Type of Test(试验类型): PT(1008PT112) RT(1008RT0807)
11、 Deposit Analysis(金相及成分分析):C:0.22, Si:0.38, Mn:0.85, P:0.021, S:0.014, Cr:0.075, Ni:0.071, Mo:0.032, Cu:0.030, V:0.001 (L183) Other(其它): N/A Welders Name(焊工姓名): 季忠敏 Clock No.(证件号): 332522 Test Conducted by(试验执行人): 季忠敏 Stamp No.(钢印号): L184 Laboratory Test No.(试验编号):CS-01/CS-05-1 CS-01/CS-05-2 CS-01/C
12、S-05-3 CS-01/CS-05-4 CS-01/CS-05-5 CS-01/CS-05-6 We certify that the statements in this record are correct and that the test welds were prepared,welded and tested in accordance with the requirements of Section of the ASME Code.我们确保此焊接工艺的准备、焊接和试验均按照ASME规范第卷进行。Prepared by: Reviewed by: Approved by:编制:
13、 审核: 批准: 浙 江 林 家 昌 隆 阀 门铸 造 有 限 公 司ZHEJIANG LINJIA CHANGLONG VALVE CASTING CO.,LTD工艺评定记录PROCEDURE QUALIFICATION RECORD (PQR) Sheet 1 of 2 Procedure Qualification Record No.(工艺评定记录编号): LJPQR-C1002 Date(日期): 2010.08.10 WPS No. (WPS编号): LJWPS-C1002 Welding Pyocess(es)(焊接方法): SMAW(手工电弧焊) Types (Manual,
14、Automatic, Semi-Auto.) (焊接类型:手工焊,自动,半自动): Manual (手动) JOINTS (QW-402) Unit:mm 接头BASE METALS (QW403) 母材 Material Spec. (材料规范): ASTM A217 to ASTM A217 Type or Grade (型号等级): WC6 to WC6 P-No.(p-编号): 2 G-No. 1to P-No.(P-编号):2 G-No. 1Thickness of Test Coupon (试件厚度): 12mm Diameter of Test Coupon (试件直径): N/
15、A Other (其它): POSTWELD HEAT TREATMENT (QW-407)(焊后热处理) Temperature (热处理温度): 720-750 Time (保持时间): 1.0hours Other(其它): Still air cool(空冷) GAS(QW-408) (保护气体) Type of Gas or Gases(气体成分): N/A Composition of Gas Mixture(气体混合比): - Other (其它气体): N/A FILLER METALS (QW-404) 填充金属Weld Metal Analysis A-No.(A编号):
16、1 Size of Filler Metal(焊条直径): 3.2 4.0 mm dia Filler Metal F-No.(填充金属F-编号): 4 SFA Specification (SFA 规范): 5.1 AWS Classification (AWS 焊材型号): E8015B2 Other Trade Name (其它商标): R307 Other :As Per the WPS,3.2mm for Pass1,4.0mm for Remainder.其它:根据WPS,第一焊道使用3.2的焊条,其余用4.0的焊条 ELECTRICAL CHARACTERISTICS(QW-40
17、9) 电特性 Current (电流): DC Polarity(极性): EP Amps.: 90-180 A Volt: 20-27 V Tungsten Electrode Size(钨极尺寸): N/A Other(其它): TECHNIQUE(QW-410) (施焊法) Travel Speed (焊接速度): 10-22 cm/min Bead(摆动方式): String Bead Weaving Oscillation(振幅量): N/A pass(per side)(通过数):Mnlti Single Single or Multiple Electrodes: single
18、单条或多条焊: 单条焊 Heat Input(热量): - J/cm Other(其它): POSITION (QW-405) 位置Position Groove (坡口位置): 1 G Weld Progression (焊接方向): 向上 向下 Other(其它): PREHEAT(QW-406) 预热Preheat Temp.(预热温度): 160 Interpass Temp.(层间温度): Max.250 Other(其它): TENSILE TEST(QW-150)拉伸试验Specimen No. 试样编号Width(mm)宽度Thickness (mm)厚度Area(mm)面积U
19、ltimate Total Load(KN)极限总载荷Ultimate Units Stress(Mpa)极限单位应力Type of Failure & Location破断特征和位置C6-01/C6-05-19.99.897.02125.0570Base Metal(母材)C6-01/C6-05-29.99.897.02123.0565Base Metal(母材)浙 江 林 家 昌 隆 阀 门铸 造 有 限 公 司ZHEJIANG LINJIA CHANGLONG VALVE CASTING CO.,LTD工艺评定记录PROCEDURE QUALIFICATION RECORD (PQR)
20、Sheet 2 of 2 Procedure Qualification Record No.(工艺评定记录编号): LJPQR-C1002 Date(日期): 2010.08.10 WPS No. (WPS编号): LJWPS-C1002 Welding Pyocess(es)(焊接方法): SMAW(手工电弧焊) Types (Manual, Automatic, Semi-Auto.) (焊接类型:手工焊,自动,半自动): Manual (手动) GUIDED BEND TEST (QW-160) 引导弯曲试验Specimen No.(试样编号)Type and Figure No.(类
21、型和图形)Result(结果)C6-01/C6-05-3Side Bend (侧弯)40mm,180Acceptable(好)C6-01/C6-05-4Side Bend (侧弯) 40mm,180Acceptable(好)C6-01/C6-05-5Side Bend (侧弯) 40mm,180Acceptable(好)C6-01/C6-05-6Side Bend (侧弯) 40mm,180Acceptable(好)TOUGHNESS TESTS(QW-170)韧性试验Specimen No.试样编号NotchLocation缺口位置NotchType缺口尺寸TestTemp.试验温度Impa
22、ct Values (JULES)冲击功Lateral Expantion剪切断面X% ShareMilsFILLET WELD TEST (QW-180) 角焊缝试验Result-Satisfactory: Yes No Penetration Into Parent Metal: Yes No 结果: 合格 不合格 熔透母材: 合格 不合格 Macro-Results (宏观试验): N/A OTHER TEST (其它试验)Type of Test(试验类型): PT(1008PT111) RT(1008RT0808) Deposit Analysis(金相及成分分析):C:0.13,
23、Si:0.32, Mn:0.67, P:0.024, S:0.020, Cr:1.24, Ni:0.068, Mo:0.56 Cu:0.43, V:0.002 (L185) Other(其它): Welders Name(焊工姓名): 季忠敏 Clock No.(证件号): 332522 Test Conducted by(试验执行人): 季忠敏 Stamp No.(钢印号): L184 Laboratory Test No.(试验编号):C6-01/C6-05-1 C6-01/C6-05-2 C6-01/C6-05-3 C6-01/C6-05-4 C6-01/C6-05-5 C6-01/C6
24、-05-6 We certify that the statements in this record are correct and that the test welds were prepared,welded and tested in accordance with the requirements of Section of the ASME Code.我们确保此焊接工艺的准备、焊接和试验均按照ASME规范第卷进行。Prepared by: Reviewed by: Approved by:编制: 审核: 批准: 浙 江 林 家 昌 隆 阀 门铸 造 有 限 公 司ZHEJIANG
25、 LINJIA CHANGLONG VALVE CASTING CO.,LTD工艺评定记录PROCEDURE QUALIFICATION RECORD (PQR) Sheet 1 of 2 Procedure Qualification Record No.(工艺评定记录编号): LJPQR-C1003 Date(日期): 2010.08.10 WPS No. (WPS编号): LJWPS-C1003 Welding Pyocess(es)(焊接方法): SMAW(手工电弧焊) Types (Manual, Automatic, Semi-Auto.) (焊接类型:手工焊,自动,半自动): M
26、anual (手动) JOINTS (QW-402) Unit:mm 接头BASE METALS (QW403) 母材 Material Spec. (材料规范): ASTM A351 to ASTM A351 Type or Grade (型号等级): CF8 to CF8 P-No.(p-编号): 2 G-No. 1to P-No.(P-编号): 2 G-No. 1Thickness of Test Coupon (试件厚度): 12mm Diameter of Test Coupon (试件直径): N/A Other (其它): POSTWELD HEAT TREATMENT (QW-
27、407)(焊后热处理) Temperature (热处理温度): 750-850 Time (保持时间): 1.0hours Other(其它): Still water cool(水冷)GAS(QW-408) (保护气体) Type of Gas or Gases(气体成分): N/A Composition of Gas Mixture(气体混合比): - Other (其它气体): N/A FILLER METALS (QW-404) 填充金属Weld Metal Analysis A-No.(A编号): 1 Size of Filler Metal(焊条直径): 3.2 4.0 mm
28、dia Filler Metal F-No.(填充金属F-编号): 4 SFA Specification (SFA 规范): 5.4 AWS Classification (AWS 焊材型号): E308-16 Other Trade Name (其它商标): A102 Other :As Per the WPS,3.2mm for Pass1,4.0mm for Remainder.其它:根据WPS,第一焊道使用3.2的焊条,其余用4.0的焊条 ELECTRICAL CHARACTERISTICS(QW-409) 电特性 Current (电流): DC Polarity(极性): EP
29、Amps.: 90-180 A Volt: 22-45 V Tungsten Electrode Size(钨极尺寸): N/A Other(其它): TECHNIQUE(QW-410) (施焊法) Travel Speed (焊接速度): 10-22 cm/min Bead(摆动方式): String Bead Weaving Oscillation(振幅量): N/A pass(per side)(通过数):Mnlti Single Single or Multiple Electrodes: single 单条或多条焊: 单条焊 Heat Input(热量): - J/cm Other(
30、其它): POSITION (QW-405) 位置Position Groove (坡口位置): 1 G Weld Progression (焊接方向): 向上 向下 Other(其它): PREHEAT(QW-406) 预热Preheat Temp.(预热温度): N/A Interpass Temp.(层间温度): Max.150 Other(其它): TENSILE TEST(QW-150)拉伸试验Specimen No. 试样编号Width(mm)宽度Thickness (mm)厚度Area(mm)面积Ultimate Total Load(KN)极限总载荷Ultimate Units
31、 Stress(Mpa)极限单位应力Type of Failure & Location破断特征和位置P8-01/P8-05-19.99.897.02125.5575Base Metal(母材)P8-01/P8-05-29.99.897.02123.5560Base Metal(母材)浙 江 林 家 昌 隆 阀 门铸 造 有 限 公 司ZHEJIANG LINJIA CHANGLONG VALVE CASTING CO.,LTD工艺评定记录PROCEDURE QUALIFICATION RECORD (PQR) Sheet 2 of 2 Procedure Qualification Reco
32、rd No.(工艺评定记录编号): LJPQR-C1003 Date(日期): 2010.08.10 WPS No. (WPS编号): LJWPS-C1003 Welding Pyocess(es)(焊接方法): SMAW(手工电弧焊) Types (Manual, Automatic, Semi-Auto.) (焊接类型:手工焊,自动,半自动): Manual (手动) GUIDED BEND TEST (QW-160) 引导弯曲试验Specimen No.(试样编号)Type and Figure No.(类型和图形)Result(结果)P8-01/P8-05-3Side Bend (侧弯
33、)40mm,180Acceptable(好)P8-01/P8-05-4Side Bend (侧弯) 40mm,180Acceptable(好)P8-01/P8-05-5Side Bend (侧弯) 40mm,180Acceptable(好)P8-01/P8-05-6Side Bend (侧弯) 40mm,180Acceptable(好)TOUGHNESS TESTS(QW-170)韧性试验Specimen No.试样编号NotchLocation缺口位置NotchType缺口尺寸TestTemp.试验温度Impact Values (JULES)冲击功Lateral Expantion剪切断面
34、X% ShareMilsFILLET WELD TEST (QW-180) 角焊缝试验Result-Satisfactory: Yes No Penetration Into Parent Metal: Yes No 结果: 合格 不合格 熔透母材: 合格 不合格 Macro-Results (宏观试验): N/A OTHER TEST (其它试验)Type of Test(试验类型): PT(1008PT113) RT(1008RT0808) Deposit Analysis(金相及成分分析):C:0.043, Si:0.96, Mn:1.21, P:0.026, S:0.023, Cr:1
35、9.78, Ni:9.42, Mo:0.13 Cu:0.021 (L184) Other(其它): Welders Name(焊工姓名): 季忠敏 Clock No.(证件号): 332522 Test Conducted by(试验执行人): 季忠敏 Stamp No.(钢印号): L184 Laboratory Test No.(试验编号):P8-01/P8-05-1 P8-01/P8-05-2 P8-01/P8-05-3 P8-01/P8-05-4 P8-01/P8-05-5 P8-01/P8-05-6 We certify that the statements in this record are correct and that the test welds were prepared,welded and tested in accordance with the requirements of Section of the ASME Code.我们确保此焊接工艺的准备、焊接和试验均按照ASME规范第卷进行。Prepared by: Reviewed by: Approved by:编制: 审核: 批准:
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
