 工时计算方法大全各机床工时各工序工时
工时计算方法大全各机床工时各工序工时

《工时计算方法大全各机床工时各工序工时》由会员分享,可在线阅读,更多相关《工时计算方法大全各机床工时各工序工时(40页珍藏版)》请在装配图网上搜索。
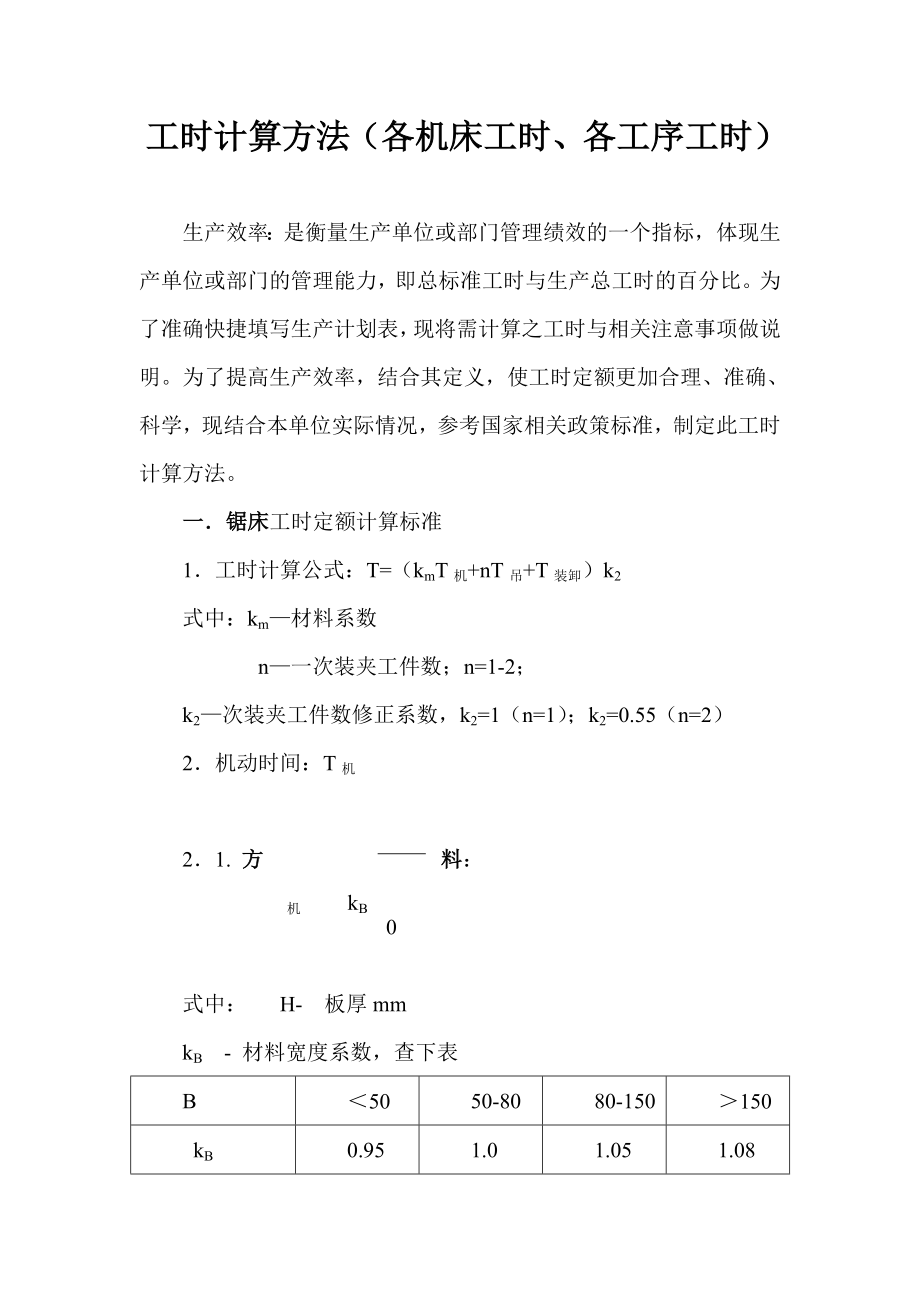
1、 工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。一锯床工时定额计算标准1工时计算公式:T=(kmT机+nT吊+T装卸)k2式中:km材料系数 n一次装夹工件数;n=1-2;k2次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)2机动时间:T机T机= kBH2021. 方料: 式中: H
2、- 板厚mmkB - 材料宽度系数,查下表B5050-8080-150150 kB 0.951.01.051.08T机=D2422棒料: 式中D棒料外径 mmT机=Dd02241000023. 管料: 式中d0管料内径;mmT机=HH0*B020800024.方管: 式中:H方管外形高mm;H0方管内腔高mm; B0方管内腔宽mm;T吊= L10003吊料时间:4装卸料时间及其它时间:T装卸=0.12+L+D1800840综上所述: 方料:T=(0.12+n0.0519H+0.001L)k2-0.00013 H0*B0 (min) 圆料:T=(0.12+n0.0429D+0.001L)k2-0
3、.0001 d02 (min)n一次装夹工件数;n=1-2;k2次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)二剪板冲压折弯工时定额计算标准1.剪板工时定额计算方法T=k*(a + ba)3 剪板单件工时定额: a每块工时系数、见表b剪角次数剪板工时系数表L01001003003006006009009001200120015001500180018002100210024002400以上a0.50.60.70.80.911.11.21.31.5注:准备工时按100件基数计算,每件0.2,共计200分 剪板毛刺工时: T=0.3 + 处理长度/400 剪板校正 T校=k*T
4、 材料系数 K=11.52冲压 每冲一次工时规 格0100100300300500a0.30.40.53.折弯工时定额计算方法 折弯工时定额:t2=ai折弯工时定额系数表规格01001003003006006009009001200120015001500180018002100210024002400以上a0.50.60.70.80.91.01.11.21.31.5注:规格栏中,为折弯长度,a为每折一刀的工时 (理论计算:每刀0.15分折1.5=0.225+0.2=0.4250.5) 准备工时三风割焊接工时定额计算标准1风割工时板 厚V切割速度mm/min105001030 4003060
5、300 T风割=风割长度 3+1.5 V 公式: 修磨工时含补焊工时: T修磨= T风割 / 22焊接单件工时: T焊接=T工件装卸+T点焊+ T全焊2.1 装卸工件工时:T工件装卸=(T01+0.2n)B式中:T01装卸基本工时;(取T01=0.2); n- 工件数 B- 重量系数(见表)2.2 点焊单件工时:T点焊= T02+0.1J+0.1N式中:T02点焊基本工时;J点焊数;N点焊时工件翻转次数;2.3. 全焊单件工时:T全焊= T03+0.1M+0.1N+L/200+0.2NC式中:T03全焊基本工时;M焊缝段数;N全焊时工件翻转次数;L-焊缝长 NC-焊接参数调节次数注:小件装卸与
6、点焊工时合并,统称点焊工时; 重量系数(B)重量05kg510kg1020kg2030kg3040kg4050kg5060kgB11.11.21.31.41.51.61、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四钻床工时定额1、T=kT机+ T装卸 其中k难度系数 有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T机L20406080100100.61.071.592.112.633.1510150.621.161.722
7、.282.843.4015250.761.422.112.793.484.1725350.971.812.693.574.455.3335501.422.653.935.226.517.8050601.813.375.016.658.299.93注:L/D8时,须另增排屑时间60%。3、装卸零件时间及辅助时间: T装卸LT装卸快速夹紧扳手夹紧2000.60.83001.01.45001.82.2吊车装卸810五磨床铣床工时定额计算标准1平面磨工时定额: 工作台单行程横向进给量 1624mm/次 工件运行行速度 8m/min磨一次行程工时 宽度长度505010010015015020020025
8、02503003003203000.511.522.533.530050010.71.21.72.22.73.23.75008000.91.41.92.42.93.43.980012001.11.62.12.63.13.64.12. 无心磨工时定额(含辅助工时)T=kdL120式中: L 单件被加工零件总长;kd直径系数,d16, kd=1.0; d16, kd=1.23铣端面工时板 厚切割速度mm/min(A)20602050 405070 30 加工段数系数B段 数系数 (B)1 32435465768 计算公式T=加工长度BA六。车床工时定额计算标准1 计算公式Tj工序= Tj装卸+Ti
9、工步+0.2m=Tj装卸+kTi机动+0.2m式中: j 工序数; Tj装卸 第j道工序装卸工件的时间(含其它辅助时间); i 走刀次数; Ti机动 第i次走刀机动时间; m 换刀次数; T机动=L=2.2Ldf*n100002粗车外圆机动时间: 考虑回程手动等辅助时间等:T粗外圆=T回程+T基本+ T机动=0.01L+0.3+kL=0.01L+0.3+3Ldf*n10000 吃刀深度按2.5 式中:L工件被车削的长度;mm;n=36*1000d f走刀量,mm/r;取f=0.4 n车床主轴转速;r/mim; T机动=L=3.9Ldf*n100003精车外圆机动时间:考虑回程手动测量等辅助时间
10、等: T精外圆=T回程+T基本+ T机动=0.01L+0.4+kL =0.01L+0.4+5*Ldf*n10000 式中:L工件被车削的长度;mm;n=54*1000d f走刀量,mm/r;取f=0.15 n车床主轴转速;r/mim; k- 宽放系数;k=1.33 4当外圆精度高于7级时;Tj=1.5*T机动标准名称 车床车内孔时间标准DL105101515471216212820471015182431413036812152025334253403571013172229364662825046911151926334356731036045810141823303750679411012
11、87045810131622293648638610212014080458912152127334558819711113015090458912141925314154779010312314010045781113182328385073859911813512046710121621263546667888107122TRz1.250.690.720.750.790.820.880.941.031.131.251.461.722.152.42.693.063.41Rz6.31.311.371.431.491.551.671.791.962.152.382.773.264.084.575
12、.125.816.47Rz3.22.132.232.342.442.542.722.923.23.523.884.535.326.557.458.359.4810.56一、工艺过程工时计算方法工时计算的时候,除了特殊注明情况外,单位应统一表示。工时:小时(h);长度:毫米(mm);切割速度:毫米/小时(mm/h);面积:平方米();进给量:毫米/转(mm/r);转速:转/分钟(r/min)。辅助时间要计在工时定额当中。主要包含熟悉图纸和工艺等技术文件、调整设备、装夹、准备工夹量刃具、吊装、磨刃具、自检、焊接件翻转、标识移植时间等等。工时定额不应考虑生理、打扫卫生、领件、领料、入库、转序、交检、
13、包装、喷漆件等待干燥时间,这些要素统一由工厂方考虑。返修时间另外单独计算,不需计入正常工时定额当中。各主要工序的计算方法如下:l 下料:、板材火焰切割下料:工时基本时间+辅助时间=(切割长度/切割速度)(1+k)半自动切割= 2.85数控切割= 4.5等离子切割=4.5、板材剪切下料:所需用人数已被考虑。工时切割刀数80.17小时/每刀(钢材);0.10小时/每刀(PVC) 814 0.19小时/每刀 1420 0.20小时/每刀、型材锯割下料: 工时按实际考核数据。参见附件一:型材下料工时l 成型:工时=基本时间辅助时间l 焊接:1、焊前准备:包括划线、焊前焊缝处表面清理、焊前预热、二级库焊
14、材烘干。易打磨大件:焊前焊缝单表面清理时间:0.08小时/米不易打磨件或小件:焊前焊缝单表面清理时间:0.15小时/米2、组点:3、焊接成型:工时基本时间辅助时间。 焊接(气刨)基本时间焊缝长度*道数/焊接(气刨)速度4、焊后整理:包括校正、清理焊渣时间。l 试装(车):包括组装、试车、试压、拆卸。l 表面清理:指防腐处理前的表面清理。工时清理面积*0.34小时平方米l 防腐: 工时清理面积*0.07 小时平方米喷漆遍数l 机加工:工时基本时间辅助时间1、计算法:适用于无可比性的新零件。 基本时间 切削长度/(转速或往复次数进给量60) 2、类比法:适用于有可比性的零件。l 热处理:工时基本时
15、间辅助时间1、基本时间T1: 是指零件在设备中加热、均温、保温、降温的时间,是零件装炉后从闭炉门起到开炉门止的一段时间。因此段时间工艺自动运行,所需人工工时需要在具体时间基础上乘一定系数k。由于本公司热处理产品基本属于单件小批量生产,生产过程中以炉次为单位,所以在退火、正火、渗碳淬火、回火的工艺生产过程中以平均装炉量为基准,然后每个产品的工时值为 T(单)T(炉)m/MT(炉)=(T1kT2)*定员T(单):单件产品工时值(h)T(炉):处理一炉产品的工时值(h)m:单件产品重量(kg)M:平均装炉量(kg) k:基本工艺时间系数平均装炉量(M)的计算方法:统计至少20炉同类产品的实际装炉量,
16、然后计算平均值,以此平均值为平均装炉量(M)。基本工艺时间系数(k):工艺运行过程中,员工定时操作、记录以及维护的时间按照总工艺时间乘一定系数计算,各工艺系数规定如下:退火、正火、回火、淬火:k=0.2渗碳:k=0.4中频淬火:k=12、辅助时间T2: 是指熟悉工艺、调整仪器、零件装炉与出炉所必需时间、零件绑扎和拆卸、工装夹具安装和绑拆清理、自检等消耗的时间。l 铸造1、脱皮箱类(潮模小件) 工时包括:准备时间、造型下芯扣箱时间、制芯时间、清砂时间。1.1、准备时间:是熟悉图纸、工艺等技术文件、准备工作场地所需的工艺装备所用时间,根据零件复杂程度决定。简单件:0.08小时;中等件:0.17小时
17、;复杂件:0.25小时。1.2、 造型下芯扣箱时间:T=K(0.0062H+0.0175)F2+4.4H-2/60 H:沙箱高度,单位分米F:沙箱截面积,单位平方分米K:复杂系数,分1、2、3、4级,相应K值为1、1.45、1.9、2.5。1.3、制芯时间:1.3.1、圆柱砂芯类,依照经验公式T=(D+1.84)H+0.9D/60计算。D:砂芯直径,单位分米H:砂芯高度,单位分米1.3.2、体积小于300立方分米的砂芯,依照经验公式T=K*7.2V0.47/60计算。V:砂芯体积K:复杂系数:复杂等级分1、2、3、4级,相应K值为1、1.7、2.4、3.2。1.4、清砂时间:经验类比估算。2、
18、扫灰潮模类(潮模中、大件)2.1、准备时间:是熟悉图纸、工艺等技术文件、准备工作场地所需的工艺装备所用时间,根据零件复杂程度来决定。简单件:0.250.5小时;中等件0.41小时;复杂件:0.71.5小时。2.2、造型时间:T=K(0.0062H+0.0175)F2+4.4H-2/60,H:砂箱高度,单位分米,F:砂箱截面积,单位平方分米,K:复杂系数:复杂等级分1、2、3、4级,相应K值为1、1.45、1.9、2.5。2.3、制芯时间:2.3.1、圆柱砂芯类,依照经验公式T=(D+1.84)H+0.9D/60计算。D:砂芯直径,单位分米H:砂芯高度,单位分米2.3.2、体积小于300立方分米
19、的砂芯,依照经验公式T=K*7.2V0.47/60计算。V:砂芯体积,单位立方分米K:复杂系数:复杂等级分1、2、3、4级,相应K值为1、1.7、2.4、3.2。2.3.3、体积大于300立方分米的砂芯,依照经验公式T=K*4.2V0.66/60计算。V:砂芯体积K:复杂系数:复杂等级分1、2、3、4级,相应K值为1、1.5、2、2.5。2.4、下芯时间:2.4.1、体积30立方分米的砂芯,依照经验公式T=0.509KV0.743/60计算。V:砂芯体积,单位立方分米K:复杂系数:复杂等级分1、2、3、4级,相应K值为1、2.2、3.2、4。2.4.2、体积30300立方分米的砂芯,依照经验公
20、式T=K(0.06V+4)/60计算。V:砂芯体积,单位立方分米K:复杂系数:复杂等级分1、2、3、4级,相应K值为1、1.5、2.2、2.8。2.4.3、体积300立方分米的砂芯,依照经验公式T=K(0.077V+2)/60计算。V:砂芯体积,单位立方分米K:复杂系数:复杂等级分1、2、3、4级,相应K值为1、1.4、2.1、3。2.5、扣箱时间:2.5.1、砂箱面积3的,依照经验公式计算。简单T=(24.3F+6)/60复杂T=(26.7F+14)/60F:砂箱面积,单位为平方米2.5.2、砂箱面积3的,依照经验公式计算。一级T=0.98F0.62/60二级T=0.98F0.71/60三级
21、T=0.98F0.82/60F:砂箱面积,单位为平方米。2.6、清砂时间:经验类比估算。3、干模造型类3.1、准备时间:熟悉图纸、工艺等技术文件、准备工作场地所需的艺装备所间,根据零件复杂程度计算。简单件:0.250.5小时;中等件0.41小时、复杂件0. 71.5小时。3.2、造型时间:3.2.1、砂箱面积3的,依照经验公式:T=K(0.26H+0.63)F计算。H:砂箱高度,单位分米F:砂箱截面积,单位为平方米K:复杂系数:复杂等级分1、2、3、4级,相应K值为1、1.15、1.3、1.45。3.2.2、砂箱面积3的,依照经验公式T=K(0.013H+0.055)F2+0.7H计算。H:砂
22、箱高度,单位分米F:砂箱截面积,单位为平方米K:复杂系数:复杂等级分1、2、3级,相应K值为1、1.15、1.3。3. 3、制芯时间:3. 3.1、圆柱砂芯类,依照经验公式T=(D+1.84)H+0.9D/60计算,D:砂芯直径,单位分米H:砂芯高度,单位分米3. 3.2、体积300立方分米的砂芯,依照经验公式T=K*7.2V0.47/60计算,V:砂芯体积,单位立方分米K:复杂系数:复杂等级分1、2、3、4级,相应K值为1、1.7、2.4、3.2。 3. 3.3、体积300立方分米的砂芯,依照经验公式T=K*4.2V0.66/60计算。V:砂芯体积,单位立方分米K:复杂系数:复杂等级分1、2
23、、3、4级,相应K值为1、1.5、2、2.5。3. 4、下芯工时:3. 4.1、体积30立方分米的砂芯,依照经验公式T=0.509KV0.743/60计算。V:砂芯体积,单位立方分米K:复杂系数:复杂等级分1、2、3、4级,相应K值为1、2.2、3.2、4。3. 4.2、体积30300立方分米的砂芯,依照经验公式T=K(0.06V+4)/60计算。V:砂芯体积,单位立方分米K:复杂系数:复杂等级分1、2、3、4级,相应K值为1、1.5、2.2、2.8。3. 4.3、体积300立方分米的砂芯,依照经验公式T=K(0.077V+2)/60计算。V:砂芯体积,单位立方分米K:复杂系数:复杂等级分1、
24、2、3、4级,相应K值为1、1.4、2.1、3。3. 5、扣箱工时:3. 5.1、砂箱面积3的,依照经验公式计算。简单T=24.3F+6复杂T=(26.7F+14)/60F:砂箱面积,单位为平方米3. 5.2、砂箱面积3的,依照经验公式计算。一级T=0.98F0.62,二级T=0.98F0.71,三级T=0.98F0.82,F:砂箱面积,单位平方米。3. 6、清砂工时:经验类比估算。4、水玻璃砂铸造:以上粘土砂潮模铸造工时同样适宜水玻璃砂造型,但水玻璃砂造型工时需再乘以系数K=1.3。5、熔炼时间:5.1、电炉熔炼时间5.1.1、熔炼工时的估算:开炉一个班次,熔炼需2人*8小时=16小时,备料
25、1人*8=8小时,修炉每8个班修一次,需3人*8=24小时,平均每班用工3小时,每班可熔炼4炉,平均每熔炼一炉(500kg)需要6.75个工时。5.1.2、浇注工时的估算:一个班次熔炼4炉,浇注需4人*8小时=32小时,平均每炉浇注需要8个工时。5.2、冲天炉熔炼时间5.2.1、熔炼工时的估算:开炉一个班次,熔炼上料需6人*8小时=48小时,备料4人*8=32小时,修炉2人4天*8=64小时,可熔炼18吨铁液,每班次熔炼共需要144个工时5.2.2、浇注工时的估算:浇注需12人*8小时=96小时,每班次浇注需要96个工时。6、混砂时间估算: 6.1、电炉:按砂铁比3:1计算(包括芯砂),熔炼一
26、天生产2吨铁液,需要混砂大约6吨,每碾750kg,需8碾,一个人一天混完,用8个工时。6.2、冲天炉:按砂铁比1:1计算(包括芯砂),每火次熔炼18吨,需要混砂大约18吨,每碾750kg,需24碾,一个人3天混完,用24个工时。l 锻造1、锻制正方、长方、伸长件:1.1、准备时间:领取任务、领取在工作场地所必需的工艺装置、熟悉图纸及工艺要求,根据复杂程度计算。简单件:20分钟中等件:40分钟复杂件:60分钟1. 2、装炉时间:3人*15分钟/炉,掏料时间:1人*T。1. 3、加热时间:中小件1人*2小时/炉;大件1人*3小时/炉。1.4、锻打时间:1.4.1、150kg空气锤:依照经验公式T=
27、n14F-0.34(0.064D-0.08)*(0.0032+0.88)计算。D:锻前来料直径,单位分米L:来料长度,单位分米F:锻后截面积,单位平方分米N:人数。1.4.2、560kg的空气锤:依照经验公式T=n33F-0.34(0.064D-0.08)*(0.0032+0.4)计算。D:锻前来料直径,单位分米L:来料长度,单位分米F:锻后截面积,平方分米N:人数。备注:锻后长20D的,有清棱清角要求的乘以系数1.3。2、锻制扩孔件:2.1、准备时间(领取任务、领取在工作场地所必需的工艺装置、熟悉图纸及工艺要求),根据复杂程度,简单20分钟、中等40分钟、复杂60分钟。2.2、装炉时间:3人
28、*15分钟/炉,掏料时间:1人*T。2.3、加热时间:中小件1人*2小时/炉,大件1人*3小时/炉。2.4、锻打时间:2.4.1、150kg空气锤:依照经验公式T=nK0.05(D+d)+0.5*(0.018H+0.42)计算。D:锻后外径,d:为锻后内径H:锻后高,单位分米K:系数,当130d250时,K=1.1;当200d400时,K=1.8,n:人数2.4.2 、560kg空气锤:依照经验公式T=nK0.03(D+d)+3.25*(0.014H+0.2)计算。D:锻后外径,单位分米d:锻后内径,单位分米H:锻后高,单位分米K:系数,当130d250时,K=1.1;当200d400时,K=
29、1.8n:人数3、铰叉类(模锻):按一炉150件计算。3.1、准备时间:领取任务、领取在工作场地所必需的工艺装置、熟悉图纸及工艺要求:10 min3.2、装炉时间:3人*10分钟/炉=30 min3.3、加热时间:1人*2小时/炉=120 min3.4、掏料时间:2人*300分钟(制坯时间)=600 min3.5、制坯时间:2人*1分钟*150件=300 min3.6、更换锻模:3人*20分钟=60 min3.7、锻模预热:1人*30分钟=30 min3.8、模锻时间:3人*1分钟*150件=450 min3.9、更换冲孔模具:2人*20分钟=40 min3.10、冲孔时间:2人*1分钟*15
30、0件=300 min3.11、更换切边模:2人*20分钟=40 min3.12、冷切边时间:5人*0.5分钟*150件=375 min通过以上按一炉(150件)计算共用2355 min,锻造每件铰叉所用时2355/150=15.7 min。4、链齿类(模锻):按照每台18件计算4.1、准备时间:领取任务、领取在工作场地所必需的工艺装置、熟悉图纸及工艺要求:10 min。 4.2、装炉时间:1人*10分钟/炉*2次=20 min4.3、加热时间:1人*2小时/炉*2次=240 min4.4、更换锻模:3人*20分钟=60 min4.5、锻模预热:1人*30分钟=30 min4.6、掏料时间:1人
31、*54分钟(制坯时间)=54 min4.7、制坯时间:3人*1分钟*18件=54 min4.8、更换切边模具:2人*20分钟=40 min4.9、热切边时间:2人*1分钟*18件=36 min4.10、打磨时间:2人*2分钟*18件=72 min4.11、更换精锻模:4人*60分钟=240 min4.12、锻模预热:3人*30分钟=90 min4.13、精锻时间:4人*1分钟*18件=72 min4.14、更换折弯模:2人*20分钟=40 min4.15、折弯时间:2人*2分钟*18件=72 min4.16、更换切边模:2人*20分钟=40 min4.17、冷切边时间:4人*0.5分钟*18件
32、=36 min通过以上按8件台,计算共用1206 min,锻造每件链齿所用时间为1206/18=67 min5、销轴类(模锻):应该按300件炉计算。5.1、准备时间:领取任务、领取在工作场地必需的工艺装置、熟悉图纸及工艺要求:10 min。 5.2、装炉时间:1人*10分钟/炉=10 min5.3、加热的时间:1人*1小时/炉=60 min5.4、掏料的时间:1人*900分钟(制坯时间)=900 min 5.5、制坯的时间:5人*0.6分钟*300件=900 min5.6、锻模冷却的时间:每20件冷却2 min,300件需300/20*2=30 min5.7、更换冷切边模具时间:2人*20分
33、钟=40 min5.8、切边的时间:4人*0.6分钟*300件=720 min通过以上按300件炉计算,共用2670 min,锻造每件销轴所用时间为2670/300=8.9分钟6、 钢板校直: 下料车间的板材条状料校直 0.25小时/米二、投标报价工时1、钢结构类型下料小时/吨加工小时/吨焊装小时/吨打砂小时/吨喷漆小时/吨合计小时/吨OTC类15875814120Rabigh烟道类21488810131HRSG外壳15875814120入口烟道21488810131烟筒21488810131平台与梯子214888101312、捞渣机类别型号(机壳截面尺寸)焊接钳装(小时/米)加工下料打砂喷漆
34、铸锻热处理国际标准国内标准湿式捞渣机12A/12B/12C(16322500)315210620小时/台13.4小时/吨0.34小时/平方米0.5小时/平方米960小时/台210小时/台SSC for Gasified boiler:12B(36003600)36324212D(20122400)30320220D/20E(19322450)33822525D(25203400)405270干渣机GWS14(18402200)816544100小时/米5.7小时/米4.5小时/米此计算方法在执行的过程中,应该定期进行工时分析,不断优化计算方法,最终达到科学合理的目的并应保持从实际出发,贴合实际
35、不能纯理论计算。技术部工艺组2014-04-20附件一:型材下料工时名称类别规格型号所需工时(长度1000)所需工时(长度1000)圆钢020以下0.0580.08圆钢020360.0750.1圆钢038450.110.2圆钢045550.130.25圆钢055650.190.3圆钢065750.250.4圆钢075850.270.45圆钢01000.330.6圆钢01200.350.6圆钢01300.40.65圆钢01400.60.8圆钢01500.91.4圆钢01601.21.8圆钢01901.52.2圆钢022022.5圆钢02402.52.8圆钢030033.5方钢D80.050.1方
36、钢D300.0750.2方钢D600.250.6方钢D900.41钢管o40以下0.110.2钢管o40-800.130.25钢管o80-1500.250.45钢管o大于1500.350.6角钢*小于L40-0.15角钢*=L80-0.2角钢*=L100-0.25角钢*=L125-0.3角钢*=L140-0.33角钢*=L160-0.43角钢*=L180-0.6角钢*=L200-0.8槽钢*=6.3-0.2槽钢*10-0.3槽钢*16-0.35槽钢*20-0.45槽钢*25b-0.55槽钢*32b-0.7槽钢*36b-0.83槽钢*40b-1工字钢#I10-0.3工字钢#I14-0.33工字钢
37、#I18-0.4工字钢#I20b-0.5工字钢#I25b-0.6工字钢#I28b-0.7工字钢#I32b-0.83工字钢#I36b-1.1工字钢#I40b-1.35工字钢#I50b1.6H型钢#HW1001000.33H型钢#HW125125HM1481000.4H型钢#HW1501500.5H型钢#HW175175H2501250.6H型钢#HW2002000.8H型钢#HW250250HW3002001H型钢#HW300300HW350175HW4002001.3H型钢#HW400300HW4004001.6其他情况的工时定义及计算:、出勤工时:为实到人数与每日标准工作时间数(8小时)之乘
38、积 2、受援工时:为接受支援人数与实际支援时间之乘积 3、加班工时:为加班人员与加班时间之乘积 4、实勤工时:出勤工时+受援工时+加班工时 5、除外工时:为当日非发生于生产之工时 6、生产总工时:实勤工时除外工时 7、异常工时:为当日因各种因素造成生产部无法正产生产而耗费的人工工时。 8、总标准工时:为当日生产之各产品入库总数与各产品之单一标准工时之乘积之和。 9、异常工时:将影响当日生产所发生之状况分别填写实际时间 10、除外工时:将当日发生于生产中无法抗拒之工时,分别填写实际发生之工时。 11、生产工时:为当天生产此工令所发生的实际工时。 12、差异工时:为产出标准工时与生产工时之差 生产
39、效率=总标准工时生产总工时100% 总标准工时=产出数单一产品标准工时 注意点1、由于作业不良问题较多,造成的不良应有专门维修人员进行处理,不可返回前面工位重工,否则影响正常下拉速度,造成瓶颈现象,不可有此现象发生。作业不良重工时应填写重工工时。 2、新员工试用期间,应在在职培训栏注明,一般试用期为3个月,各领班应将新员工每段时间进行考核。特别为焊接工艺问题。新员工作业时其产能不能达到标准产能,影响生产效率,应填写在职培训工时。 3、为了提高生产效率,领班应注意尽量减少转线,应将工令数少的工单(和KEY板)尽量安排在同一条生产线作业。注意填写转线时间。 4、测试线注意不良品的区分(挡机不良的,
40、不用测试功能,所以其总标准工时会相应减少,其总生产工时一样减少)为了准确记录工时,请测试线领班注意区分。 5、由于电脑和治具有维修需求,所以领班应在最短的时间内知会相关人员进行维修,保证正常下拉。需填写故障等待时间。企业经劳动行政部门批准以季为周期综合计算工时,若企业因生产任务需要,经商工会和劳动者同意,安排劳动者在该季的第1、2月份刚好完成了季总时的工作,第3个月整月休息。企业这样做应视为合法且没有延长工作时间。对于这种打破常规的工作时间安排,一定要取得工会和劳动者的同意,并且注意劳逸结合,切实保障劳动者身体健康。工时计算方法应为:(1)工作日的计算。年工作日:365天/年-104天/年(休息日)-10天/年(法定休假日)=251天/年季工作日:251天/年4季=62.75天月工作日:251天/年12月=20.92天(2)工作小时数的计算。以每周、月、季、年的工作日乘以每日的8小时
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
