 钣金数控冲床加工工艺规范
钣金数控冲床加工工艺规范

《钣金数控冲床加工工艺规范》由会员分享,可在线阅读,更多相关《钣金数控冲床加工工艺规范(7页珍藏版)》请在装配图网上搜索。
1、钣金数控冲床加工工艺规范(发布日期:XXXXXXX)1范围本规范规定了中央空调设备有限公司数控冲床加工及相关钣金件设计的一般要求,特制定本加工工艺规范。 本标准适用于制冷集团中央空调事业部本部工厂。2引用标准下列标准所包含的条文, 通过在本标准中引用而构成为本标准的条文。本标准出版时, 所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。参考资料:GB/T 13914-1992 冲压件尺寸公差QJ/MK 05.910-2001 连续电镀锌钢板及钢带QJ/MK 05.912-2001 连续热镀锌钢板及钢带MOTORUM数控冲床加工手册MOTORUM数控冲床编
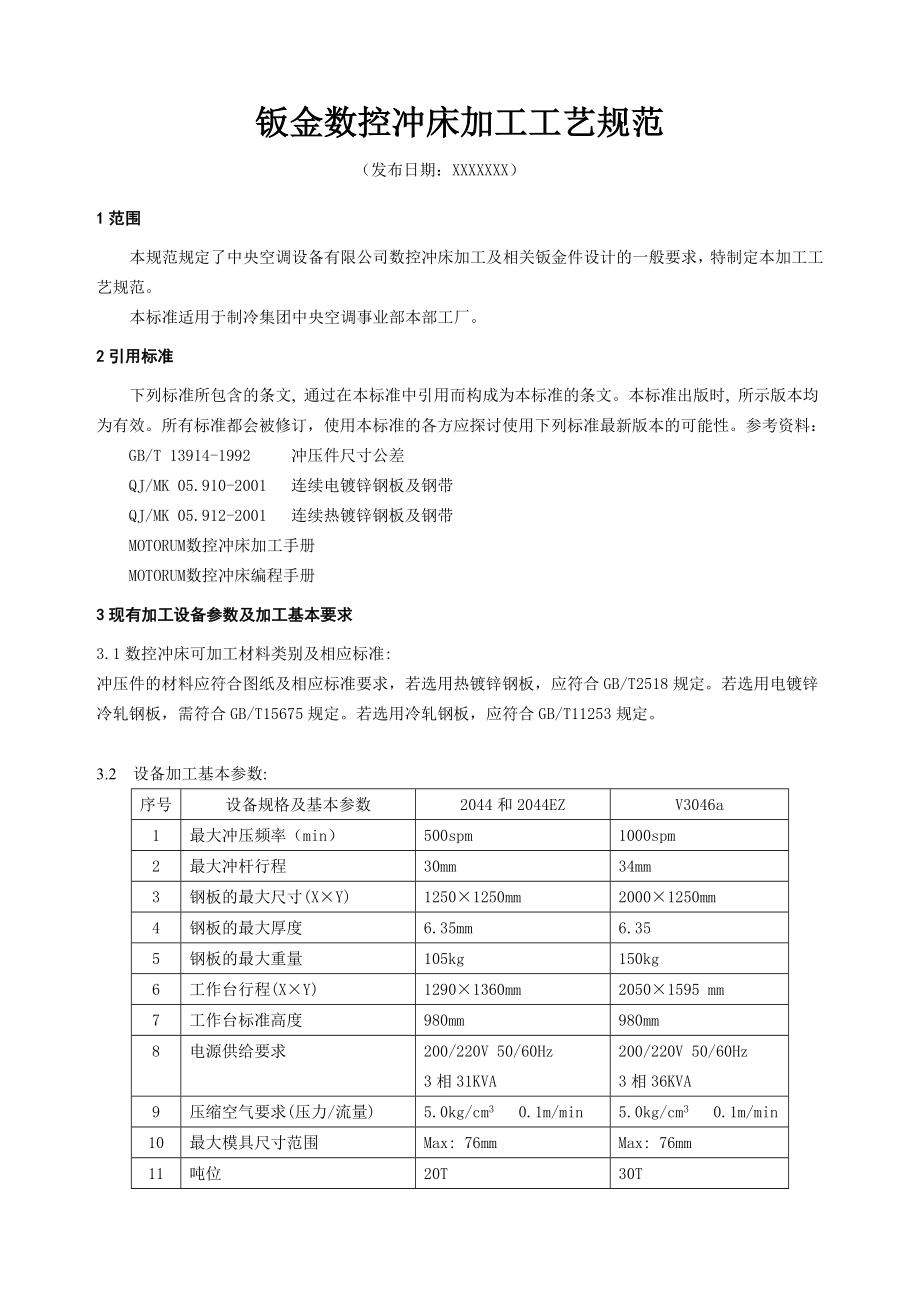
2、程手册3现有加工设备参数及加工基本要求3.1数控冲床可加工材料类别及相应标准:冲压件的材料应符合图纸及相应标准要求,若选用热镀锌钢板,应符合GB/T2518规定。若选用电镀锌冷轧钢板,需符合GB/T15675规定。若选用冷轧钢板,应符合GB/T11253规定。3.2 设备加工基本参数:序号设备规格及基本参数2044和2044EZV3046a1最大冲压频率(min)500spm1000spm2最大冲杆行程30mm34mm3钢板的最大尺寸(XY)12501250mm20001250mm4钢板的最大厚度6.35mm6.355钢板的最大重量105kg150kg6工作台行程(XY)12901360mm2
3、0501595 mm7工作台标准高度980mm980mm8电源供给要求200/220V 50/60Hz3相31KVA200/220V 50/60Hz3相36KVA9压缩空气要求(压力/流量)5.0kg/cm3 0.1m/min5.0kg/cm3 0.1m/min10最大模具尺寸范围Max: 76mmMax: 76mm11吨位20T30T表1 设备基本参数以上参数序3、4、5、8、9、10需在编程时及加工前明确。3.3 中央空调结合各机型所用到板材厚度范围材质厚度热镀锌钢板冷轧钢板不锈钢0.60.81.01.21.52.02.53.03.5表2 板材材料注:大部分机型使用材料以热镀锌板为主,少数
4、大型机组使用3.0以上冷轧钢板,不锈钢材料主要使用到热水机上和定制机上。3.4模具选择要求:模具选择应尽量选择一次可加工完成的模具,以保证加工质量。(如加工2828mm切口,可用较小尺寸的方模多次加工,也可选用长方模具加工,但需换刀。可选用3030的方模进行一次加工,以减少换刀次数,减小步冲接痕,提高效率和质量)不能一次完成的加工特征,必须选择合适尺寸的模具。如翻边孔不可一次加工完成,可分成预冲底孔和冲翻边孔两道工步,并且要合理选择模具尺寸。合理模具尺寸须由设计计算并通过试冲调试得出经验值,如对于1.0/1.2/1.5厚度的热镀锌板,冲3.3翻边孔的合理预冲底孔为1.5。3.4.3同一工步的上
5、、下模选择时应选择合理搭配间隙,使用正确下模间隙有以下几点优点:延长模具寿命推料效果好产生毛刺小可得到更干净整齐的孔减少粘料的可能工件平整孔的位置更准确冲孔所需要的冲切力最小。推荐经验值见表三:板材厚度mm热镀锌板/冷轧钢板总间隙mm不锈钢总间隙mm0.60.150.150.81.00.250.251.21.50.30.352.02.50.50.553.03.50.750.75表3 推荐间隙3.5数控冲床加工冲压吨位计算数控冲床使用模具为无斜刃口冲芯,计算吨位参数名称:冲芯周长(mm)、板材厚度(mm)、材料的剪切强度(kN/mm2)、冲切力(kN)。换算成公吨:用kN除以9.81。冲芯周长-
6、任何形状的各个边长相加材料厚度-指冲芯要冲孔穿透的板材的厚度材料的剪切强度-板材的物理性质,由板材的材质所确定,可在材料手册总查到。常见材料的剪切强度如下:材料剪切强度(kN/mm2)铝5052 H320.1724黄铜0.2413低碳钢0.3447不锈钢0.5171表4 常见材料剪切强度计算公式:冲芯周长(mm) 板材厚度(mm) 材料的剪切强度(kN/mm2)冲切力(kN)冲切力(kN)9.81公吨4板材数控加工工艺及要求根据现有自制产品加工要求主要加工工艺有冲圆孔、腰形孔、切边、翻边、凸台、压筋、接地标志等。4.1冲孔钣金件常出现成型工艺就是冲圆孔,圆孔大小规格是最多的。加工的模具规格是按
7、常用性定制的,当某规格频繁使用,将对该规格定制相应的模具。冲床上最大使用模具规格是76mm,极限规格不推荐使用。序号1234567891011规格1.522.53.344.456789序号1213141516171819202122规格1011121415161820222527序号23242526规格30323645表5 圆孔冲切规格4.2腰形孔腰形孔常出现在钣金件中,其主要用途是装配螺丝时预留浮动误差。新设计图纸时应尽量使用规格的腰形孔,以提高加工质量和加工效率。常用的腰形孔规格是4.5*10.5mm、3*13 mm、5*12 mm、6*8 mm、8*13 mm、15*25mm。(1)13
8、10.51281325(2)34.556815表6 腰形孔规格(单位为mm)4.2 切边切边加工工艺是最常用的加工手段,它主要是分离加工工件和原材料,加工出工件内外轮廓线。切边加工常使用模具形状有长方形和正方形。长方形适用于切长边,正方形适用于工件四角及加工内轮廓线。规格如下:长方形长465131220205060659560110宽22335565555108正方形边长8152530表7 四方形切边模规格(单位为mm)钣金件要求外观件倒圆,但数控冲床上受到工位数量的限制,不进行倒圆使用倒45角代替。4.3 翻边翻边孔主要使用在自功螺丝和两器边板上。需要数控冲床加工的钣金件设计时应尽量朝单一方
9、向,以减少装夹次数,保证加工精度。主要翻边孔大小是3.3、4.2、7.35、8.35、9.95,由于自攻螺钉孔的翻边尺寸是3.3和4.2,另外几种翻边是空调中两器边板孔。翻边孔加工特征不能一次完成,必须选择合适尺寸的模具。分成预冲底孔和冲翻边孔两道工步,并且要合理选择模具尺寸。合理模具尺寸须由设计计算并通过试冲调试得出经验值,如对于1.0/1.2/1.5厚度的热镀锌板,冲3.3翻边孔的合理预冲底孔为2,冲4.2翻边孔的合理预冲底孔为2.5。边板孔要求质量较高,翻边孔内侧无毛刺,翻边含板厚高度要求2.53mm。自攻螺钉的孔,当壁厚1.2时,应翻孔,孔径为3.2+0.10;当1.2时,可不翻孔,孔
10、径为3.20.05;4.4 凸台凸台主要作用是焊接组件时定位,数控冲床加工时需要朝上,保证加工精度。主要凸台大小是M4、M5。4.5 压筋钣金压筋主要是对板材起到加强作用,其作用和焊接加强筋类似,但加强筋使用范围更广,更美观。压筋工艺加工效率较低,加工过程是以步冲的方法对板材进行冲压。压筋加工宽度规格有5mm和10mm,加工深度为含板厚5mm。4.6 接地标志接地标志主要是使用到电器件中打接地螺丝处的标识。接地标志规格为10mm。5 钣金设计和加工注意事项5.1 设计时应考虑冲裁工件展开图形各特征尺寸间的排布应保证加工时不被干涉。5.2 冲孔边缘距加工件边缘的距离过小时,会影响冲件的质量甚至模
11、具的寿命,设计时应考虑最小边距尺寸。常会在加工边板时出现不符合标准的设计。(见表8)冲孔类型孔的形状特点边缘与外形不平行、不相似amin边缘与外形平行或相似bmin边距尺寸t1.5t表8:孔边距5.3 为防止冲模冲裁时部分落在钣金加工件的边缘以外,造成加工特征达不到要求,甚至破坏钣金零件,在设计靠边缘的加工特征时应遵循以下原则: 在不影响后道工序(如折弯)的加工及设计要求的情况下,尽可能加宽边距尺寸。如3.3翻边孔中心到折弯边距离不能少于7mm,避免压倒翻边;折弯长度也需要不小于7mm,避免滑模现象。图1 在设计弯曲件和引伸件上的孔时,孔边缘与工件直壁之间应保持一定的距离,弯曲件和引伸件冲孔时
12、的孔壁距,以避免孔被拉伸变形。(见图2)图2 弯曲件和引伸件冲孔时的孔壁距5.3.3 工艺切口(槽)可防止弯件成型时发生局部畸变。欲冲孔的弯曲坯料,当孔在变形区内时,要采取切口以防止孔变形,如图3所示。图3 防止孔变形的切口形式5.3.4 冲孔后弯曲,孔的位置应处于弯曲变形区外,孔壁到弯边的最小距离见下表。t(mm)sL(mm)s2t+r252t+r21.5t+r25502.5t+r503t+r表9 弯曲件上孔壁到弯边的最小距离注:此项要求还受后序折弯工序影响,实际应用中应以多工序影响综合考虑。5.3.5设计接地标志、工艺定位点及自攻螺钉孔时应尽量朝单一方向设计,以保证加工精度。开发新物料时设计它们为相同的朝向。附加说明:本标准由中央空调事业部制造中心本部工厂提出。 本标准由中央空调事业部技术研发中心标准化室归口。 本标准由中央空调事业部制造中心本部工厂配件车间负责起草。 本标准主要起草人:龙炬林 谢春桥 邱新锋
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 市场营销沟通与促销策略教学课件2
- 市场营销活动策划及执行教学课件
- 福清美食鉴赏资料课件
- 小学语文S版四年级(下册)滥竽充数课件
- 粉体表面处理技术规范课件
- 小学语文S版三年级(下册)语文百花园二课件
- 小学语文S版三年级下册知识清单课件第五单元
- 市场营销概论-课件
- 小学道德与法治(部编版)《我的家庭贡献与责任》优质ppt课件
- 小学语文S版四年级上册知识清单课件第三单元
- 小学常规教学工作与教学改革课件
- 粉末性能及其测定课件
- 福建七年级生物上册-6.1种子萌发形成幼苗(第1课时-种子的结构)讲义-(新版)北师大版课件
- 小学语文S版六年级下册归类复习课件之现代文阅读【三】说明文、简单议论文
- 疯狂三天三夜增员宣导稿具体举措课件
