 新代系统参数
新代系统参数

《新代系统参数》由会员分享,可在线阅读,更多相关《新代系统参数(3页珍藏版)》请在装配图网上搜索。
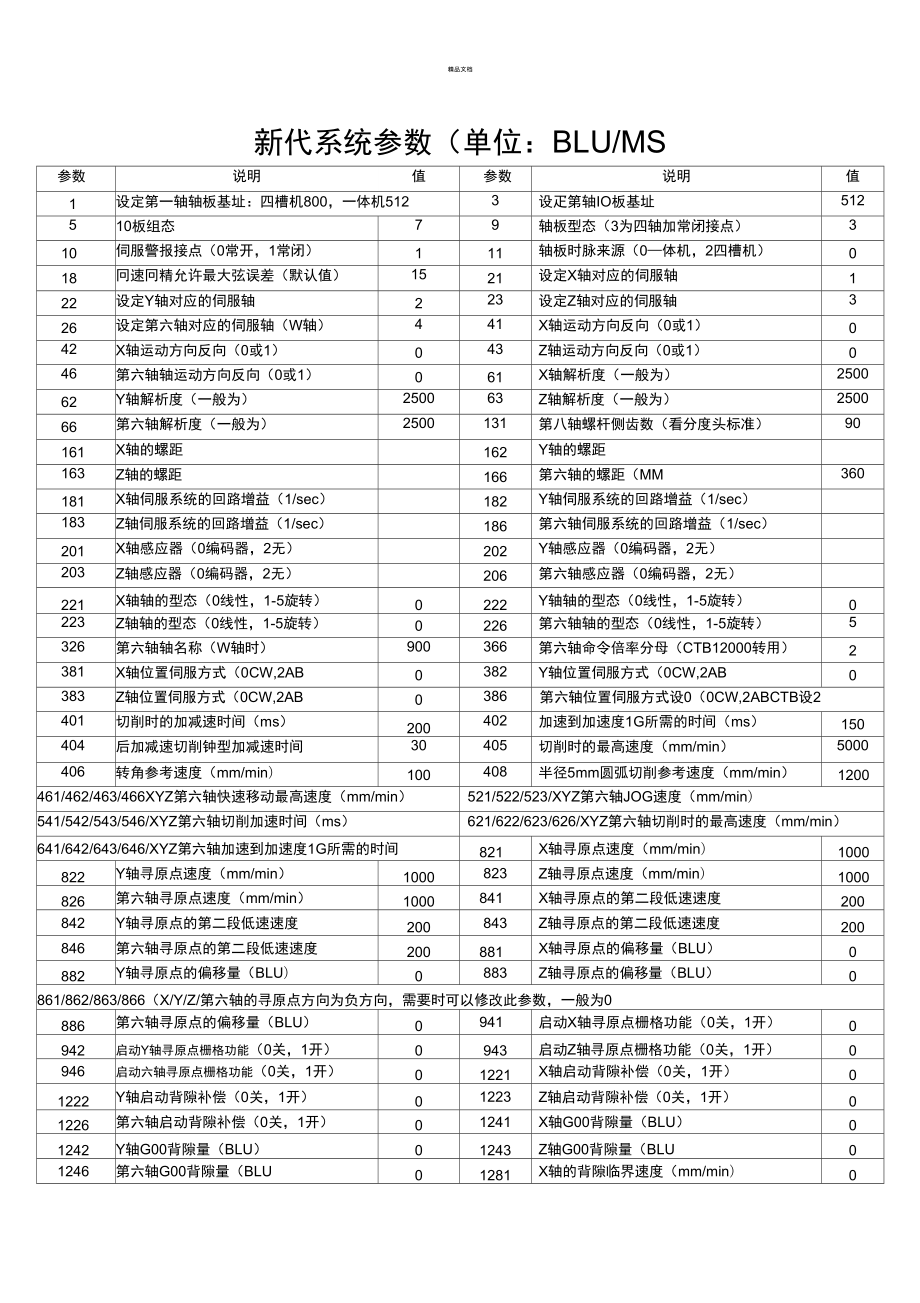
1、精品文档新代系统参数(单位:BLU/MS参数说明值参数说明值1设定第一轴轴板基址:四槽机800,一体机5123设疋第轴IO板基址512510板组态79轴板型态(3为四轴加常闭接点)310伺服警报接点(0常开,1常闭)111轴板时脉来源(0体机,2四槽机)018冋速冋精允许最大弦误差(默认值)1521设定X轴对应的伺服轴122设定Y轴对应的伺服轴223设定Z轴对应的伺服轴326设定第六轴对应的伺服轴(W轴)441X轴运动方向反向(0或1)042X轴运动方向反向(0或1)043Z轴运动方向反向(0或1)046第六轴轴运动方向反向(0或1)061X轴解析度(一般为)250062Y轴解析度(一般为)2
2、50063Z轴解析度(一般为)250066第六轴解析度(一般为)2500131第八轴螺杆侧齿数(看分度头标准)90161X轴的螺距162Y轴的螺距163Z轴的螺距166第六轴的螺距(MM360181X轴伺服系统的回路增益(1/sec)182Y轴伺服系统的回路增益(1/sec)183Z轴伺服系统的回路增益(1/sec)186第六轴伺服系统的回路增益(1/sec)201X轴感应器(0编码器,2无)202Y轴感应器(0编码器,2无)203Z轴感应器(0编码器,2无)206第六轴感应器(0编码器,2无)221X轴轴的型态(0线性,1-5旋转)0222Y轴轴的型态(0线性,1-5旋转)0223Z轴轴的型
3、态(0线性,1-5旋转)0226第六轴轴的型态(0线性,1-5旋转)5326第六轴轴名称(W轴时)900366第六轴命令倍率分母(CTB12000转用)2381X轴位置伺服方式(0CW,2AB0382Y轴位置伺服方式(0CW,2AB0383Z轴位置伺服方式(0CW,2AB0386第六轴位置伺服方式设0(0CW,2ABCTB设2401切削时的加减速时间(ms)200402加速到加速度1G所需的时间(ms)150404后加减速切削钟型加减速时间30405切削时的最高速度(mm/min)5000406转角参考速度(mm/min)100408半径5mm圆弧切削参考速度(mm/min)1200461/4
4、62/463/466XYZ第六轴快速移动最高速度(mm/min)521/522/523/XYZ第六轴JOG速度(mm/min)541/542/543/546/XYZ第六轴切削加速时间(ms)621/622/623/626/XYZ第六轴切削时的最高速度(mm/min)641/642/643/646/XYZ第六轴加速到加速度1G所需的时间821X轴寻原点速度(mm/min)1000822Y轴寻原点速度(mm/min)1000823Z轴寻原点速度(mm/min)1000826第六轴寻原点速度(mm/min)1000841X轴寻原点的第二段低速速度200842Y轴寻原点的第二段低速速度200843Z轴
5、寻原点的第二段低速速度200846第六轴寻原点的第二段低速速度200881X轴寻原点的偏移量(BLU)0882Y轴寻原点的偏移量(BLU)0883Z轴寻原点的偏移量(BLU)0861/862/863/866(X/Y/Z/第六轴的寻原点方向为负方向,需要时可以修改此参数,一般为0886第六轴寻原点的偏移量(BLU)0941启动X轴寻原点栅格功能(0关,1开)0942启动Y轴寻原点栅格功能(0关,1开)0943启动Z轴寻原点栅格功能(0关,1开)0946启动六轴寻原点栅格功能(0关,1开)01221X轴启动背隙补偿(0关,1开)01222Y轴启动背隙补偿(0关,1开)01223Z轴启动背隙补偿(0
6、关,1开)01226第六轴启动背隙补偿(0关,1开)01241X轴G00背隙量(BLU)01242Y轴G00背隙量(BLU)01243Z轴G00背隙量(BLU01246第六轴G00背隙量(BLU01281X轴的背隙临界速度(mm/min)0精品文档1282Y轴的背隙临界速度(mm/min)01283Z轴的背隙临界速度(mm/min)01286第六轴的背隙临界速度(mm/min)01301启动X轴齿节误差补偿(0无1单2双)01302启动Y轴齿节误差补偿(0无1单2双)01303启动Z轴齿节误差补偿(0无1单2双)01306启动六轴齿节误差补偿(0无1单2双)01321X轴齿节误差补偿节距长度(
7、mr)501322Y轴齿节误差补偿节距长度(mr)501323Z轴齿节误差补偿节距长度(mr)501326第六轴齿节误差补偿节距长度(mm501621第一主轴所对应的伺服轴或轴向轴一般为5,CTB电机时设为61651第一主轴编码器一转的脉冲数12501671第一主轴马达的增益(rpm/v)1711第一主轴是否安装编码器(0否1是)(CTB为1)1791第一主轴马达型态(0变频1P主轴2V主轴3伺服(CTB为3)01801第一主轴马达最咼转速(rpm)2003MP(程式模拟对应手轮号码12021设定一号手轮对应的伺服轴或暂存器号码一般设5,10B系统设为92031一号手轮对应的轴向轴(0MLC1
8、6轴向02041一号手轮解析度(pulse/转)1002401X轴第一软体行程正极限(MM10002402X轴第一软体行程负极限(MM2403Y轴第一软体行程正极限(MM10002404Y轴第一软体行程负极限(MM10002405Z轴第一软体行程正极限(MM10002406Z轴第一软体行程负极限(MM10003202I/O扫描时间(0.001ms)30003203补间时间(0.001ms)20003404PLC扫描时间(0.001ms)100003205功能键型态(0:5,1:8)13207C/S界面版本编号(1百分比2段数)23209Language(0英1繁2方言3简体)33213磁碟机代
9、号33215选刀时呼叫模式(0般1副程2巨集)带刀库的机床必须选1或203217键盘型态(0四槽机1分离式一体机4面板式一体机3219系统安装组态(3CFCAR33223启动系统管理功能(0关1开)13225萤幕保护功能延迟时间(分)0是关3227萤幕解析度(0:640*4801,2:800*600)03229关闭工件坐标功能(0开,1关)03401MLC暂存器81(第一把刀X坐标)3402直排刀库:第一把刀Y坐标;刀劈式刀库:设1是变频器报警功能3403直排刀库:X方向刀具之间的距离;刀臂式刀库:设1润滑油报警功能3404直排:换刀点的Z坐标;刀臂:润滑油时间20ms3405直排:总刀数;刀
10、臂:润滑油休息时间7200ms3406直排:换刀后Z轴抬高的距离,要比刀柄上部高一点,正数;刀臂:设1自动润滑功能打开3407MLC暂存器873408刀臂:设1风压不足报警功能3409MLC暂存器89,刀臂:总刀数3410刀臂:Z轴换刀点(与2803一致)3411刀臂:X轴换刀点(与2801一致)3412MLC暂存器92,刀臂:设1警报开关打开3413刀臂:刀臂寸动(0关,4开启)3414刀臂:第四轴回原点功能:0关,1开启3415刀臂:第四轴功能:0关,1开启3416刀臂:主轴夹刀确认时间0.2s3417刀臂:主轴放刀确认时间0.2s3418刀臂:刀套倒下到位确认时间0.2s3419直排和普
11、通:对刀仪功能:0常开,1常闭;刀臂:设1有硬体限位功能3420直排和普通:设1第四轴开启;刀臂:设0开启必须回原点才可以加工,设2关闭3802内定高精控制模式(0:G641:G622:G62.1)3808高精度平滑性(0关1平滑性高5精度高)23804工件计数M码编号303807圆弧终点不在圆弧上检查视窗(BLU253851断刀处理程式号码(0不启动)999900(10.71以下);888800(10.71以上,包括10.71)带有*的参数必须断电生效,其它的参数按复位键就可以生效。以上参数有程洁整理。精品文档欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
