 胃肠灵胶囊提取批生产记录
胃肠灵胶囊提取批生产记录

《胃肠灵胶囊提取批生产记录》由会员分享,可在线阅读,更多相关《胃肠灵胶囊提取批生产记录(15页珍藏版)》请在装配图网上搜索。
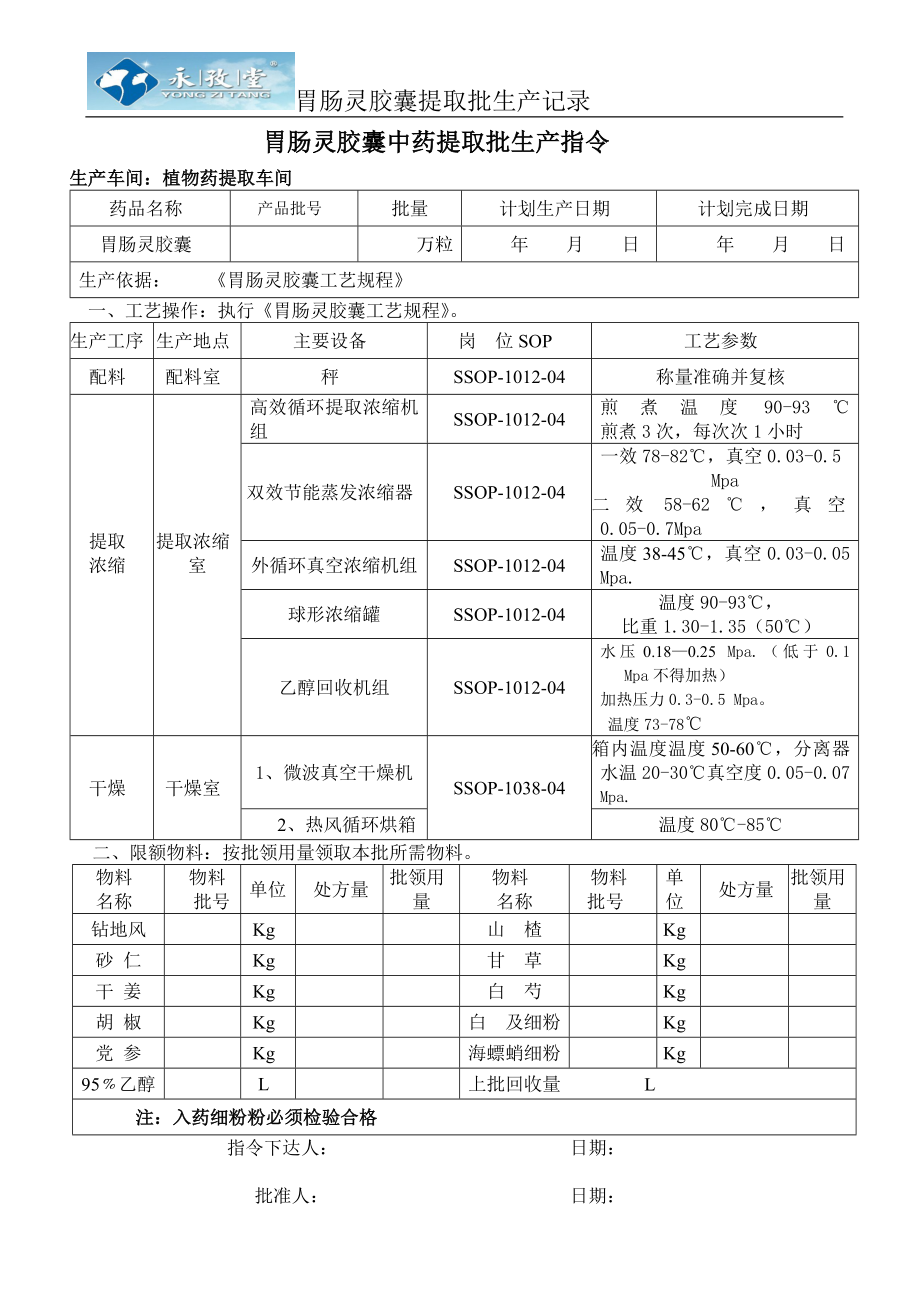
1、胃肠灵胶囊提取批生产记录 胃肠灵胶囊中药提取批生产指令 生产车间:植物药提取车间药品名称产品批号批量计划生产日期计划完成日期胃肠灵胶囊万粒年 月 日 年 月 日生产依据: 胃肠灵胶囊工艺规程一、工艺操作:执行胃肠灵胶囊工艺规程。生产工序生产地点主要设备岗 位SOP工艺参数配料配料室秤SSOP-1012-04称量准确并复核提取浓缩 提取浓缩室 高效循环提取浓缩机组SSOP-1012-04煎煮温度90-93 煎煮3次,每次次1小时双效节能蒸发浓缩器SSOP-1012-04一效78-82,真空0.03-0.5 Mpa二效58-62,真空0.05-0.7Mpa外循环真空浓缩机组SSOP-1012-04
2、温度38-45,真空0.03-0.05 Mpa.球形浓缩罐SSOP-1012-04温度90-93,比重1.30-1.35(50)乙醇回收机组SSOP-1012-04水压0.180.25 Mpa.(低于0.1 Mpa不得加热)加热压力0.3-0.5 Mpa。 温度73-78干燥干燥室1、 微波真空干燥机SSOP-1038-04箱内温度温度50-60,分离器水温20-30真空度0.05-0.07 Mpa.2、热风循环烘箱温度80-85 二、限额物料:按批领用量领取本批所需物料。 物料名称物料批号单位处方量批领用量物料名称物料批号单位处方量批领用量钻地风Kg山 楂Kg砂 仁Kg甘 草Kg干 姜Kg白
3、 芍Kg胡 椒Kg白 及细粉Kg党 参Kg海螵蛸细粉Kg95乙醇L 上批回收量 L注:入药细粉粉必须检验合格 指令下达人: 日期: 批准人: 日期:称量配料岗位批生产记录药品名称产品批号批 量操作时间胃肠灵胶囊万粒年 月 日一、 准备操作步骤操作记录操作人1、领取本工序所需批生产记录、相关凭据已领 未领2、确认无前批生产遗留物是 否3、确认电子称清洁完好、并校准归零完好 故障4、确认岗位清场清洁合格合格 不合格物料名称批 号单位批领用量物料名称批 号单位批领用量钻地风Kg党 参Kg砂 仁Kg山 楂Kg干 姜Kg甘 草Kg胡 椒Kg白 芍Kg操作人: 复核人: 二、按批处方量领取合格的物料,执行
4、领料岗位标准操作规程 三、配料:称量配料,操作执行配料岗位标准操作规程 物料名称批号处方量Kg每罐配用量每批分几罐钻地风 Kg/罐1kg 罐砂 仁 Kg/罐1kg 罐干 姜Kg/罐1kg 罐胡 椒 Kg/罐1kg 罐党 参 Kg/罐1kg 罐山 楂Kg/罐1kg 罐甘 草Kg/罐1kg 罐白 芍Kg/罐1kg 罐开始时间结束时间 称量人: 复核人: QA检查员:四、 清场操作清场步骤操作记录操作人1、 清除地面遗留物。已清洁2、 清洁操作间顶棚、墙壁、地面使之无积水、见本色、无霉斑、无脱落物。已清洁3、清洁称量设备、工具、容器.使之干净、无异物、脱落物、无残留物。已清洁4、清洁后的设备、工具、
5、容器应定置摆放,有明显的状态标志。已清洁5 替换状态标识。已替换注:合格的打,不合格的打。清场开始时间:结束时间:记录人QA检查员结论 签字:检查时间 年月 日有效期至年月 日备注五、 偏差分析及处理偏差情况偏差内容未有偏差; 有偏差如有偏差执行偏差处理标准操作规程,填写偏差处理单并粘于本页后面。与此同时填写偏差处理台帐。中药提取、浓缩岗位批生产记录药品名称产品批号批 量操作时间胃肠灵胶囊万粒年 月 日一、 工前准备操作步骤操作记录操作人1、检查是否有清场合格证且在有效期内。有 无 2、确认墙壁、地板已清洁。已清洁 未清洁 3、确认设备已清洁。已清洁 未清洁 4、替换状态标志。已替换 未替换
6、二、提取、浓缩操作执行提取、浓缩岗位标准操作规程1.水提操作步骤操作记录1.1按处方复核水提取物料品名、批号、数量等。净药材名称批号数量kg钻地风砂 仁干 姜胡 椒党 参山 楂甘 草领料人: 复核人:1.2根据工艺要求选择相应提取罐,检查各部件是否完好,阀门是否在正确位置。多功能提取罐使用1号罐 使用2号罐 使用3号罐 使用4号罐设备完好 设备故障1.3将复核好的净药材钻地风、砂仁、干姜、胡椒、党 参、山楂、甘草等7味药依次投入提取罐内。已投料 未投料1.4分别加7、6、5倍量的饮用水煎煮三次,第一次加水后浸泡1小时后开始煮提,每次煎煮待加热至90时开始计时,每次煎煮1小时,提取温度9093,
7、压力0.51.0 Mpa。1.加水 倍,浸泡时间 : 至 : 2.煎煮3次煎煮次数加水倍量煎煮压力Mpa煎煮温度煎煮时间操作人第一次第二次第三次工序负责人 QA检查员1.5将提取药液用120目滤网过滤,泵入贮罐备用。滤网 目 已泵入 未泵入2.浓缩:将物料放入浓缩器内进行提取操作执行浓缩岗位标准操作规程操作步骤操作记录2.1根据生产工艺选择相应的浓缩设备,检查设备是否完好。1、外循环真空浓缩机组使用 完好 故障2、双效节能蒸发浓缩器使用 完好 故障3、 球形浓缩器使用 完好 故障2.2按设备操作规程把贮罐内的药液吸入选用的浓缩器内进行浓缩。a. 外循环真空浓缩机组浓缩温度38-45,真空0.0
8、3-0.05 Mpa.b. 双效节能蒸发浓器,浓缩温度 一效78-82, 真空度0.03-0.5Mpa二效58-62, 真空度0.05-0.7Mpa待浸膏比重达到1.15-1.20左右时将浸膏打入球形浓缩罐中浓缩。1、 外循环真空浓缩机组:浓缩温度 真空度: Mpa浓缩开始时间: 结束时间:比重1.151.20比重操作人: 工序负责人:2、双效节能蒸发浓缩器: 一效温度 真空度: Mpa 二效温度 真空度: Mpa浓缩开始时间: 结束时间: 比重1.151.20比重操作人: 工序负责人: 2.3用球形浓缩器浓缩,浓缩温度8590,真空度0.050.09 Mpa.待浸膏比重1.251.30出膏,
9、称重标明品名、批号、数量并取样。装入物料桶内用95的乙醇封口,密封物料桶移至冷库备用。球形浓缩器;浓缩温度 真空度: Mpa浓缩开始时间: 结束时间:浸膏名称净药材数量kg浸膏数量kg收率浸膏比重1.25-1.30浸膏数量收率= 100= 净药材数量收率20-30取样量:取样人:日期:浸膏名称浸膏批号浸膏数量kg入库桶数 桶入库人接库人QA检查员; 日期:3.醇提操作步骤操作记录3.1按处方复核醇提取物料品名、批号、数量等。净药材名称批号数量kg白 芍领料人: 复核人:3.2.根据工艺要求选择相应提取罐,检查各部件是否完好,阀门是否在正确位置。多功能提取罐使用1号罐 使用2号罐 使用3号罐 使
10、用4号罐设备完好 设备故障3.3将复核好的净药材白芍投入提取罐内。已投料 未投料3.4分别加8倍量70乙醇回流提取二次,第一次加乙醇后浸泡3小时后开始回流提取,每次提取待加热至75时开始计时,每次回流2小时,提取温度7585,压力0-0.5 Mpa。1 加70乙醇 倍量 浸泡开始时间 结束时间2 回流提取二次提取次数加70乙醇倍量提取压力Mpa回流温度提取时间操作人第一次第二次工序负责人 QA检查员3.5提取药液用120目滤网过滤,泵入贮罐备用。同时稀乙醇存入稀乙醇贮罐待回收滤网 目 已泵入 未泵入 已存入 未存入4.浓缩操作执行浓缩岗位标准操作规程操作步骤操作记录4.1根据生产工艺选择相应的
11、浓缩设备,检查设备是否完好。1、外循环真空浓缩机组使用 完好 故障2、双效节能蒸发浓缩器使用 完好 故障3、 球形浓缩器使用 完好 故障4、 快装酒精回收塔使用 完好 故障4.2按设备操作规程把贮罐内的药液吸入选用的浓缩器内进行浓缩。a. 外循环真空浓缩机组浓缩温度38-45,真空0.03-0.05 Mpa.b. 双效节能蒸发浓器,浓缩温度 一效74-80, 真空度0.03-0.5Mpa二效56-60, 真空度0.05-0.7Mpac.回收稀乙醇泵入稀乙醇贮罐备用3.待浸膏比重达到1.15-1.20左右时将浸膏打入球形浓缩罐中浓缩。2、 外循环真空浓缩机组:浓缩温度 真空度: Mpa浓缩开始时
12、间: 结束时间:比重1.151.20比重操作人: 工序负责人:2、双效节能蒸发浓缩器: 一效温度 真空度: Mpa 二效温度 真空度: Mpa浓缩开始时间: 结束时间: 比重1.151.20比重回收乙醇已泵入贮罐 未泵入操作人: 工序负责人:4.3用球形浓缩器浓缩,浓缩温度7580,真空度0.050.09 Mpa.待浸膏比重1.251.30(常温)出膏,称重标明品名、批号、数量并取样。装入物料桶内密封物料桶移至冷库备用。球形浓缩器;浓缩温度 真空度: Mpa浓缩开始时间: 结束时间:浸膏名称净药材数量kg浸膏数量kg收率浸膏比重1.25-1.30(常温)浸膏数量收率= 100= 净药材数量收率
13、15-25操作人取样量:取样人:日期:浸膏名称浸膏批号浸膏数量kg入库桶数 桶入库人接库人QA检查员; 日期:5.回收乙醇操作执行乙醇回收岗位标准操作规程操作步骤操作记录5.1.确认生产设备是否完好。快装酒精回收塔使用 完好 故障5.2按设备操作规程把稀酒精贮罐内的稀酒精泵入选用设备的蒸馏釜内进行回收。a. 釜内液位加至视镜以下。b.仪表盘上水压0.180.25 Mpa.(低于0.1 Mpa不得加热)c.加热压力0.3-0.5 Mpa。d.分流温度73-78.e.回收酒精浓度90-95.快装酒精回收塔水压Mpa蒸汽压力Mpa分流温度.操作人回收酒精浓度回收数量L回收时间操作人工序负责人: QA
14、检查员:三、清场操作清场步骤操作记录操作人1.清除地面遗留物。已清洁2.按规程清洁设备已清洁3.清洁操作间墙壁、地面使之无积水、见本色、无霉斑、无脱落物。已清洁4.清洁后的设备、工具、容器应定置摆放,有明显的状态标志。已 做5. 替换状态标识。已替换注:合格的打,不合格的打。清场开始时间:结束时间:记录人QA检查员结论 签字:检查时间 年月 日有效期至年月 日备注四、 偏差分析及处理偏差情况偏差内容未有偏差 有偏差如有偏差执行偏差处理标准操作规程,填写偏差处理单并粘于本页后面。与此同时填写偏差处理台帐。中药浸膏混合、干燥岗位批生产记录药品名称产品批号批 量操作时间胃肠灵胶囊万粒年 月 日一、
15、工前准备操作步骤操 作 记 录操作人1、确认无前批生产遗留物无 有 2、确认加工设备清洁清洁 未清洁3、确认加工设备状态是否完好完好 故 障4、确认岗位清场清洁合格合格 不合格5、替换状态标志已替换 未替换二、领料并复核物料,执行领料岗位标准操作规程 物料名称批号检验报告书编号单位批领用量胃肠灵稠膏Kg白芍稠膏Kg白及细粉Kg海螵蛸细粉Kg领料人复核人三、混合:操作执行混合岗位标准操作规程操作步骤:操作记录1.确认设备清洁、完好。混合设备:槽型混合机 完好 故障2.配料、混合a.根据工艺进行配料。b.将待混合的原生药粉加入到槽形混合机中,盖上盖子,开动电机,进行干混20分钟,干混时间到达后,加
16、入稠膏,进行湿混15分钟。混合次数 次物料名称批号批领用量kg一次混合量kg胃肠灵稠膏白芍稠膏白及细粉海螵蛸细粉生产开始时间: 结束时间: 操作人:复核人:QA检查员: 四、干燥操作步骤操作记录根据工艺选择相应干燥设备。确认设备清洁、完好。干燥设备:1、 微波干燥器使用 完好 故障2、 热风循环烘箱使用 完好 故障a. 微波干燥器1)将混合好的物料分成3cm左右小块均匀装到烤盘内。2) 把烤盘放入箱体内,拧紧固紧螺母,开启水循环系统,开启真空泵,真空度0.5-0.7 Mpa在控制面板上选择干燥方案,每料干燥120-180分钟。3)工作参数箱内温度40-50分离器水温20-304)干燥好的物料称
17、重并标明品名、批号、数量等 移至中间站备用。箱内温度: 真空度: Mpa分离器水温: 干燥过程检查 正常 异常干燥开始时间:结束时间:物料名称批号干膏数量kg合计干燥时间 小时 分钟操作人日期 年 月 日质量检查: 合格 不合格工序负责人: QA检查员:b. 热风循环烘箱1) 将混好的物料用烘箱的洁净不锈钢盘盛装好,每盘的厚度为1cm3cm。2) 将装好待干燥物料的烘盘装入烘箱的烘盘架上。关上烘箱门,设定好温度:8085。3) 在干燥的过程中,按要求进行检查并做记录。4) 在干燥过程中按时烘箱运行情况,并进行翻盘.干燥时间50-60小时。5)干燥好的物料称重并标明品名、批号、数量等 移至中间站
18、备用物料厚度: cm- cm温度设定 干燥过程监控检查次数检查时间温度操作人12 3456翻 盘翻盘次数翻盘时间操作人12干燥开始时间 : 结束时间:干膏名称批 号干膏数量kg合计干燥时间 小时 分工序负责人: QA检查员:五、清场操作清场步骤操作记录操作人3、 清除地面遗留物。已清洁4、 按规程清洁设备已清洁3、按规程清洁操作间。已清洁4、清洁后的设备、工具、容器应定置摆放,有明显的状态标志。已 做5 替换状态标识。已替换注:合格的打,不合格的打。清场开始时间:结束时间:记录人QA检查员结论 签字:检查时间 年月 日有效期至年月 日备注六、 偏差分析及处理偏差情况偏差内容未有偏差; 有偏差如
19、有偏差执行偏差处理标准操作规程,填写偏差处理单并粘于本页后面。与此同时填写偏差处理台帐。中药干膏粉碎、过筛岗位批生产记录药品名称产品批号批 量操作时间胃肠灵胶囊万粒年 月 日一、 工前准备操作步骤操 作 记 录操作人1、确认无前批生产遗留物无 有 2、确认加工设备清洁清洁 未清洁3、确认加工设备状态是否完好合格 不合格4、确认岗位清场清洁合格合格 不合格5、替换状态标志已替换 未替换二、粉碎、过筛执行粉碎、过筛岗位标准操作规程操作步骤操作记录1.领取物料并复核品名、批号、数量等。物料名称批号数量kg领料人复核人2.用手轻转粉碎机磨盘齿,如转动无异常,装入80目筛网,拧紧固定螺母,打开电源开启设
20、备,将待粉碎物料均匀、缓慢加入料斗中进行粉碎。粉碎好的物料装袋、称重、贴好物料标签备用。设备名称万能粉碎机完好 故障物料名称粉碎前的量kg粉碎后的量kg不可利用量kg收率粉碎开始时间: 结束时间:操作人工序负责人粉碎后的量收率= 100= 粉碎前的量收率97100粉碎后的量+不可利用量物料平衡= 100= 粉碎前的量物料平衡标准98-100物料平衡 3.检查确认振荡筛运行正常,将带过筛的物料进行过筛处理,合格的干膏粉装袋,密封好后称重、贴好物料标签装入物料桶。头子料销毁。名称设备振荡筛完好 故障物料名称过筛前数量kg过筛后数量kg头子量kg收率过筛开始时间 : 结束时间:过筛后数量收率= 10
21、0= 过筛前量收率98100不可利用量、头子料移至锅炉房销毁操作人复核人4.将合格干膏粉复核后入库备用。入库物料名称批号数量kg 桶数入库人: 接库人: 日期:QA检查员: 工序负责人:三、清场操作清场步骤操作记录操作人5、 清除地面遗留物。已清洁6、 按规程清洁设备。已清洁3、清洁操作间。已清洁4、清洁后的设备、工具、容器应定置摆放,有明显的状态标志。已 做5 替换状态标识。已替换注:合格的打,不合格的打。清场开始时间:结束时间:记录人QA检查员结论 签字:检查时间 年月 日有效期至年月 日备注四、 偏差分析及处理偏差情况偏差内容未有偏差; 有偏差如有偏差执行偏差处理标准操作规程,填写偏差处理单并粘于本页后面。与此同时填写偏差处理台帐。五、提取车间批生产审计记录品名生产批号干膏粉重量浓缩膏得率胃肠灵胶囊 Kg %提取车间主任审核标准生产记录1.起始物料有合格证;2.生产过程符合GMP要求,符合工艺规程要求,操作执行标准操作程序;3.生产记录填写正确,完整无误,各项均符合规定要求;4有物料平衡计算,符合规定限度;5.如发生偏差,执行生产过程偏差处理规程,处理措施正确无误,手续齐备,符合要求。合格不合格合格不合格合格不合格合格不合格合格不合格总结论 合 格 车间主任签字 不合格 审计日期 年 月 日
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
