《气门摇杆支座加工工艺卡片》由会员分享,可在线阅读,更多相关《气门摇杆支座加工工艺卡片(9页珍藏版)》请在装配图网上搜索。
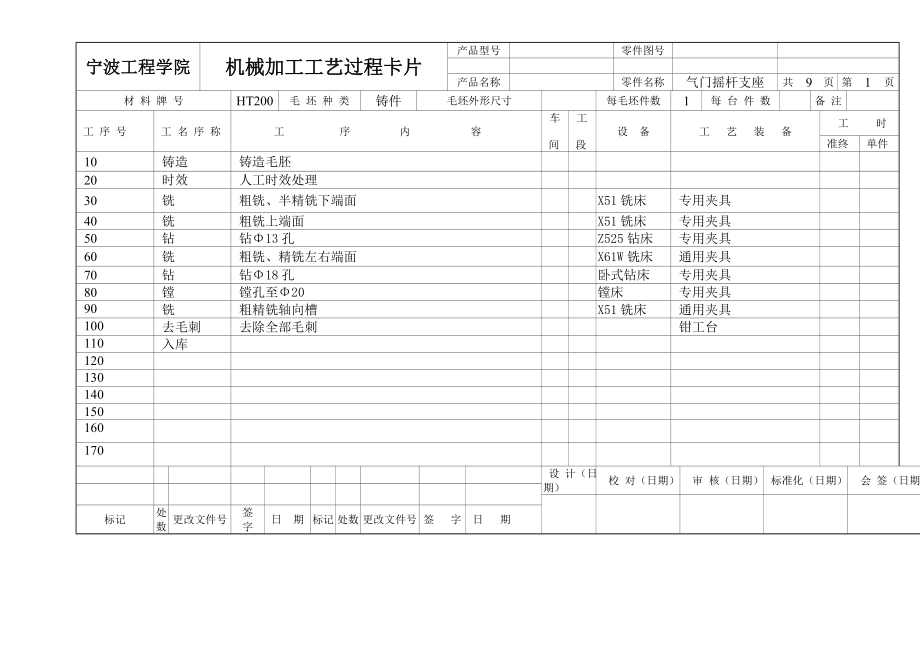
1、宁波工程学院机械加工工艺过程卡片产品型号零件图号产品名称 零件名称气门摇杆支座 共9页第1页材 料 牌 号HT200毛 坯 种 类铸件毛坯外形尺寸每毛坯件数1每 台 件 数备 注 工 序 号 工 名 序 称 工 序 内 容 车 间 工 段设 备工 艺 装 备 工 时 准终 单件10铸造铸造毛胚20时效人工时效处理30铣粗铣、半精铣下端面X51铣床专用夹具40铣粗铣上端面X51铣床专用夹具50钻钻13孔Z525钻床专用夹具60铣粗铣、精铣左右端面X61W铣床通用夹具70钻钻18孔卧式钻床专用夹具80镗镗孔至20镗床专用夹具90铣粗精铣轴向槽X51铣床通用夹具100去毛刺去除全部毛刺钳工台110入
2、库120130140150 160 170 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记处数更改文件号签 字 日 期标记处数更改文件号签 字 日 期毛坯机械加工工序卡片产品型号零件图号产品名称零件名称气门摇杆支座共9页第2页 车间工序号工序名称材 料 牌 号10铸造HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅
3、助1铸造砂型机器造型模23456 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)铣机械加工工序卡片产品型号零件图号产品名称零件名称气门摇杆支座共9页第3页 车间工序号工序名称材 料 牌 号30铣HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件设备名称设备型号设备编号同时加工件数 X51铣床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗铣下端面至81d=60,硬质合金端铣刀47589.51
4、212半精铣下端面至80d=40,硬质合金端铣刀67584.80.5113456 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)铣机械加工工序卡片产品型号零件图号产品名称零件名称气门摇杆支座共9页第4页 车间工序号工序名称材 料 牌 号40铣HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件设备名称设备型号设备编号同时加工件数X51铣床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗铣上端面
5、至78d=30,硬质合金端铣刀90084.7812123456 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)钻机械加工工序卡片产品型号零件图号产品名称零件名称气门摇杆支座共9页第5页车间工序号工序名称材 料 牌 号50钻HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件设备名称设备型号设备编号同时加工件数Z525钻床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1钻两个孔至13直柄长麻花钻4
6、7519.40.3578123456 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)铣机械加工工序卡片产品型号零件图号产品名称零件名称气门摇杆支座共9页第6页 车间工序号工序名称材 料 牌 号60粗铣HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件设备名称设备型号设备编号同时加工件数X61W铣床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗铣左右端面至43.5d=40,硬质合金端铣刀 6
7、7584.81112精铣左右端面至42d=40,硬质合金端铣刀 67584.80.50.7513456 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)钻机械加工工序卡片产品型号零件图号产品名称零件名称气门摇杆支座共9页第7页车间工序号工序名称材 料 牌 号70钻HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件设备名称设备型号设备编号同时加工件数卧式钻床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机
8、动辅助1钻孔至18锥柄长麻花钻27515.50.3542123456 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)镗机械加工工序卡片产品型号零件图号产品名称零件名称气门摇杆支座共9页第8页车间工序号工序名称材 料 牌 号80镗HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件设备名称设备型号设备编号同时加工件数镗床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗镗至19.8机夹单刃镗刀15
9、0.21.812半精镗至20机夹单刃镗刀720.10.213456 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)铣机械加工工序卡片产品型号零件图号产品名称零件名称气门摇杆支座共9页第9页 车间工序号工序名称材 料 牌 号90铣HT200毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数铸件设备名称设备型号设备编号同时加工件数X51铣床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 (分)准终单件工步号工 步 内 容工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1粗铣轴向槽3D=80mm,L=3mm锯片铣刀753 3123456 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
 气门摇杆支座加工工艺卡片
气门摇杆支座加工工艺卡片