 焊接材料的选用-电焊条的型号和牌号
焊接材料的选用-电焊条的型号和牌号

《焊接材料的选用-电焊条的型号和牌号》由会员分享,可在线阅读,更多相关《焊接材料的选用-电焊条的型号和牌号(24页珍藏版)》请在装配图网上搜索。
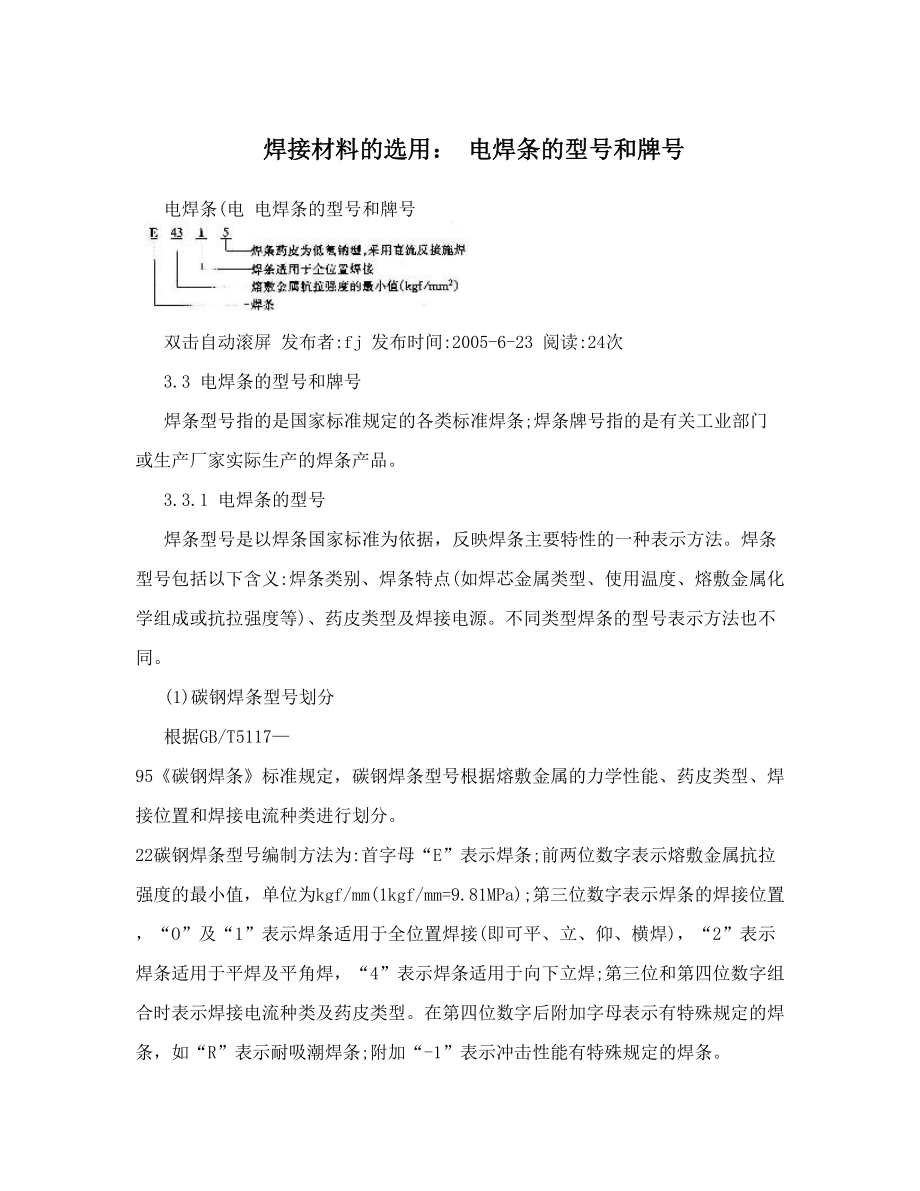
1、焊接材料的选用: 电焊条的型号和牌号电焊条(电 电焊条的型号和牌号 双击自动滚屏 发布者:fj 发布时间:2005-6-23 阅读:24次 3.3 电焊条的型号和牌号 焊条型号指的是国家标准规定的各类标准焊条;焊条牌号指的是有关工业部门或生产厂家实际生产的焊条产品。 3.3.1 电焊条的型号 焊条型号是以焊条国家标准为依据,反映焊条主要特性的一种表示方法。焊条型号包括以下含义:焊条类别、焊条特点(如焊芯金属类型、使用温度、熔敷金属化学组成或抗拉强度等)、药皮类型及焊接电源。不同类型焊条的型号表示方法也不同。 (1)碳钢焊条型号划分 根据GB/T511795碳钢焊条标准规定,碳钢焊条型号根据熔敷
2、金属的力学性能、药皮类型、焊接位置和焊接电流种类进行划分。 22碳钢焊条型号编制方法为:首字母“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值,单位为kgf/mm(1kgf/mm=9.81MPa);第三位数字表示焊条的焊接位置,“O”及“1”表示焊条适用于全位置焊接(即可平、立、仰、横焊),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型。在第四位数字后附加字母表示有特殊规定的焊条,如“R”表示耐吸潮焊条;附加“-1”表示冲击性能有特殊规定的焊条。 碳钢焊条型号举例: 碳钢焊条型号按熔敷金属抗拉强度、药皮类型、焊接位置和焊
3、接电源种类的划分 见表3.8。 表3.8 碳钢焊条型号的划分 焊 条 型 号 药 皮 类 型 焊 接 位 置 电 流 种 类 2E43系列-熔敷金属抗接强度?420MPa(43kgf/mm) E4300 特殊型 E4301 钛铁矿型 交流或直流正、反接 E4303 钛钙型 E4310 高纤维素钠型 直流反接 E4311 高纤维素钾型 平、立、仰、横 交流或直流反接 E4312 高钛钠型 交流或直流正接 E4313 高钛钾型 交流或直流正、反接 E4315 低氢钠型 直流反接 E4316 低氢钾型 交流或直流反接 平 交流或直流正、反接 E4320 氧化铁型 平角焊 交流或直流正接 E4322
4、平 交流或直流正接 E4323 铁粉钛钙型 平、平角焊 交流或直流正、反接 E4324 铁粉钛型 平 交流或直流正、反接 铁粉氧化铁型 E4327 平角焊 交流或直流正接 铁粉低氢型 平、平角焊 交流或直流反接 2E50系列-熔敷金属抗接强度?490MPa(50kgf/mm) E5001 钛铁矿型 交流或直流正、反接 E5003 钛钙型 E5010 高纤维素钠型 直流反接 平、立、仰、横 E5011 高纤维素钾型 交流或直流反接 E5014 铁粉钛型 交流或直流正、反接 E5015 低氢钠型 直流反接 E5016 低氢钾型 交流或直流反接 E5018 铁粉低氢钾型 E5018M 铁粉低氢型 直
5、流反接 E5023 铁粉钛钙型 平、平角焊 交流或直流正、反接 E5024 铁粉钛型 E5027 铁粉氧化铁型 平、平角焊 交流或直流正接 E5028 铁粉低氢型 交流或直流反接 E5048 平、仰、横、立向下 注:1. 平平焊,立立焊,仰仰焊,横横焊,平角焊水平角焊,立向下向下立焊。 2. 焊接位置栏中立和仰系指适用于立焊和仰焊的直径不大于4.0mm的E15、E16、E5018和E5018M型焊条及直径不大于5.0mm的其他型号焊条。 3. E4322型焊条适宜单道焊。 表3.9 碳钢焊条熔敷金属化学成分% Mn,Ni,Cr, 焊条型号 C Mn Si S P Ni Cr Mo V Mo,V
6、总量 E4300、E4301 E4303、E4310 E4311、E4312 E4313、E43, 0.035 0.040 , 20 E4322、E4323 E4324、E4327 E5001、E5003 E5010、E5011 E5015、E5016 , 1.60 0.75 1.75 E5018、E5027 E4315、E4316 0.035 0.040 0.30 0.20 0.30 0.08 E4328、E5014 , 1.25 1.50 0.90 E5023、E5024 E5028、E5048 , 1.60 1.75 E5018M 0.12 0.40,1.60 0.80 0.020 0.
7、030 0.25 0.15 0.35 0.05 , 注:表中单值均为最大值。 碳钢焊条熔敷金属化学成分和拉伸试验结果应符合表3.9和表3.10规定,焊缝金 属夏比V形缺口冲击试验结果应符合表3.11规定,焊缝金属探伤应符合表3.12规定。E4322型焊条焊缝金属纵向弯曲试样经弯曲后,在焊缝上不应有大于3.2mm的裂纹。低氢型焊条药皮含水量和熔敷金属中扩散氢含量应符合表3.13规定。 表3.10 碳钢焊条熔敷金属的拉伸性能 抗拉强度 屈服强度bb焊 条 型 号 /% 伸长率-2-25/MPa(kgf?mm) /MPa(kgf?mm) E43系列 E4300、E4301、E4303、E4310 E
8、4311、E4315、E4316、E4320 22 330(34) E4323、E4327、E4328 420(43) E4312、E4313、E4324 17 E4322 不要求 E50系列 E5001、E5003、E5010、E5011 20 E5015、E5016、E5018 400(41) 22 E5027、E5028、E5048 490(50) E5014、E5023、E5024 17 E5018M 365,500(37,51) 24 注:1、表中的单值均为最小值。 2、E5024型焊条的伸长率最低值为22%。 3、E5018M型焊条熔敷金属抗拉强度名义上是490MPa(50kgf/
9、mm2),直径为2.5mm焊条的屈服点不大于530MPa(54kgf/mm2)。 表3.11 碳钢焊条熔敷金属冲击吸收功 焊 条 型 号 夏比V形缺口冲击吸收功/J 试验温度/? 5个试样中3个试样的平均值 E10、E11、E15、E16、 ,30 E18、E27、E5048 ?27 E01、E28、E5024-1 ,20 E4300、E03、E23 0 ?27 E5015-1、E5016-1、E5018-1 ,6 5个试样的平均值 E5018-M ?67 ,30 E4312、E4313、E4320、E4322、E5014、E2, , 4 注:1、在计算5个试样中3个试样的平均值时,5个值中的
10、最大值和最小值应舍去,余下的两个值不小于27J,另一个值不小于20J。 2、用5个试样的值计算平均值,这5个值中要有4个值不小于67J,另一个值不小于54J。 表3.12 碳钢焊条焊缝金属探伤要求 焊 条 型 号 焊缝金属射线探伤底片要求 E01、E15、E16、E5018、E5018M、E4320、E5048 E4300、E03、E10、E11、E4313、E5014、E23、E2?级 4、 ?级 E27、E28 , E4312、E4322 表3.13 低氢型焊条药皮含水量和熔敷金属中扩散含量 -熔敷金属扩散氢含量/mL?(100g)药皮含水量/% 1 焊 条 型 号 正常状态 吸潮状态 甘
11、 油 法 色谱法或水银法 E15、E15-1 E16、E16-1 ?0.60 , 8.0 ?12.0 E5018、E5018-1 E28、E5048 E15R、E15-1R E16R、E16-1R ?0.30 ?0.40 ?6.0 ?10.0 E5018R、E5018-1R E28R、E5048R E5018M ?0.10 ?0.40 , ?4.0 碳钢焊条试验用母材应采用符合GB700规定的Q235A级、B级,Q255A级、B级或与焊条熔敷金属化学成分和力学性能相当的其他材料。E15、E16、E18、E28及E5048型焊条也可采用GB/T1591规定的16Mn或其他相当的材料。碳钢焊条试验
12、用的焊接电流种类和焊接位置应符合表3.14规定,可用于交流或直流焊接的焊条,试验时应采用交流。 表3.14 碳钢焊条试验用的焊接电流种类和焊接位置 焊 接 位 置 焊条 焊条直径 电流种类 熔敷金属射线探伤冲击 吸潮 型号 /mm 角焊缝试验 化学分析 及拉伸 试验 试验 1.6,5.0 立、仰 E4300 平 交流或 E01 5.6,6.4 直流正、反接 平 E03 8.0 , 2.5,5.0 立、仰 平 E10 5.6,6.4 直流反接 平 8.0 , 2.5,5.0 立、仰 平 交流或 E11 5.6,6.4 直流反接 平 , 8.0 1.6,5.0 立、仰 交流或 E4312 平 平
13、直流正接 5.6,8.0 平 , 立、仰 交流或 E4313 1.6,5.0 直流正、反接 平 2.5,4.0 立、仰 交流或 E5014 直流正、反接 5.0,8.0 平 2.5,3.2 立、仰 4.0 要求 E15 5.0,6.0 直流反接 平 , 6.4 平 要求 8.0 , 焊条 焊条直径 电流种类 焊 接 位 置 型号 /mm 冲击 吸潮 熔敷金属射线探伤角焊缝试验 试验 试验 化学分析 及拉伸 2.5、3.2 , 立、仰 4.0 要求 平 E5016 交流或 5.0,6.0 平 , E5018 直流反接 6.4 平 要求 8.0 , , 2.5,4.0 立 立 E5018M 直流反
14、接 , 要求 平 5.0,8.0 平 平 角焊:交流或直流正接 E4320 3.2,8.0 平 , 平 , 平焊:交流或直流正、反接 交流或直流焊缝金属横向拉伸试验和纵向 E4322 3.2,5.6 , 正、反接 弯曲试验:平 2.5,6.4 平 E23 交流或直流E24 正、反接 8.0 , 角焊:交流或, 直流正接 E27 3.2,6.0 平 平焊:交流或直流正、反接 平 平 3.2,8.0 平 E28 要求 4.0、6.4 交流或 3.2 , 仰、立向下 直流反接 E5048 4.0 要求 5.0 平、立向下 , 注:1、平平焊,立立焊,仰仰焊,立向下立向下焊。 2、E4312和E432
15、2型焊条无射线探伤试验要求。 3、E5024型焊条不做冲击试验。 4、吸潮试验系指耐吸潮焊条。 (2)低合金钢焊条型号划分 根据GB/T511895低合金钢焊条标准规定,低合金钢焊条型号根据熔敷金属的力学性能、化学成分、药皮类型、焊接位置及电流种类划分。 首字母“E”表示焊条,前二位数字表示熔敷金属抗拉强度的最小值;第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平焊、立焊、仰焊及横焊),“2”表示焊条适用于平焊及平角焊;第三位和第四位数字组合时表示焊接电流种类及药皮类型;后缀字母为熔敷金属化学成分的分类代号,并以短划“-”与前面数字分开。如还有附加化学成分时,附加化学成
16、分直接用元素符号表示,并以短划“-”与前面后缀字母分开。 对于E50-、E55-、E60-低氢型焊条的熔敷金属化学成分分类后缀字母或附加化学成分后面加字母“R”时,表示耐吸潮焊条。低合金钢焊条型号划分见表3.15。 表3.15 低合金钢焊条型号划分 焊 条 型 号 药 皮 类 型 焊 接 位 置 电 流 种 类 2E50系列-熔敷金属抗拉强度?490mp(50kgf/mm) E5003- 钛钙型 交流或直流正、反接 E5010- 高纤维素钠型 直流反接 E5011- 高纤维素钾型 交流或直流反接 平、立、仰、横 E5015- 低氢钠型 直流反接 E5016- 低氢钾型 交流或直流反接 E501
17、8- 铁粉低氢型 平角焊 交流或直流正接 E5020- 高氧化铁型 平 交流或直流正、反接 平角焊 交流或直流正接 E5027- 铁粉氧化铁型 平 交流或直流正、反接 2E55系列-熔敷金属抗拉强度?540mp(55kgf/mm) E5500- 特殊型 交流或直流正、反接 E5503- 钛钙型 平、立、仰、横 E5510- 高纤维素钠型 直流反接 E5511- 高纤维素钾型 交流或直流反接 E5513- 高钛钾型 交流或直流正、反接 E5515- 低氢钠型 直流反接 E5516- 低氢钾型 交流或直流反接 E5518- 铁粉低氢型 2E60系列-熔敷金属抗拉强度?590mp(60kgf/mm)
18、 E6000- 特殊型 交流或直流正、反接 E6010- 高纤维素钠型 直流反接 E6011- 高纤维素钾型 交流或直流反接 E6013- 高钛钾型 平、立、仰、横 交流或直流正、反接 E6015- 低氢钠型 直流反接 E6016- 低氢钾型 交流或直流反接 E6018- 铁粉低氢型 2E70系列-熔敷金属抗拉强度?690mp(70kgf/mm) E7010- 高纤维素钠型 直流反接 E7011- 高纤维素钾型 交流或直流反接 E7013- 高钛钾型 交流或直流正、反接 平、立、仰、横 E7015- 低氢钠型 直流反接 E7016- 低氢钾型 交流或直流反接 E7018- 铁粉低氢型 2E75
19、系列-熔敷金属抗拉强度?740mp(75kgf/mm) E7515- 低氢钠型 直流反接 E7516- 低氢钾型 平、立、仰、横 交流或直流反接 E7518- 铁粉低氢型 2E80系列-熔敷金属抗拉强度?780mp(80kgf/mm) E8015- 低氢钠型 直流反接 E8016- 低氢钾型 平、立、仰、横 交流或直流反接 E8018- 铁粉低氢型 2E85系列-熔敷金属抗拉强度?830mp(85kgf/mm) E8515- 低氢钠型 直流反接 E8516- 低氢钾型 平、立、仰、横 交流或直流反接 E8518- 铁粉低氢型 2E90系列-熔敷金属抗拉强度?880mp(90kgf/mm) E9
20、015- 低氢钠型 直流反接 E9016- 低氢钾型 平、立、仰、横 交流或直流反接 E9018- 铁粉低氢型 2E100系列-熔敷金属抗拉强度?980mp(100kgf/mm) E10015- 低氢钠型 直流反接 E10016- 低氢钾型 平、立、仰、横 交流或直流反接 E10018- 铁粉低氢型 注:1、后缀字母代表熔敷金属化学成分分类代号如A1、B1、B2等(见表3-16)。 2、平平焊,立立焊,仰仰焊,横横焊,平角焊水平角焊,立向下向下立焊。 3、表中立和仰系指适用于立焊和仰焊的直径不大于4.0mm的E15-、E16-及E18-型焊条及直径不大于5.0mm的其他型号焊条。 低合金钢焊条
21、型号举例: 低合金钢焊条熔敷金属的化学成分应符合表3.16规定,熔敷金属拉伸试验结果应符合表3.17规定。低合金钢焊缝射线探伤应符合表3.18规定。焊缝金属夏比V武汉缺口冲击试验结果应符合表3.19规定。 低合金钢焊条药皮含水量或熔敷金属扩散氢含量应符合表3.20要求。角焊缝试验用母材采用抗拉强度相当于试验焊条熔敷金属规定抗拉强度的低合金钢。化学成分试验用母材采用GB700规定的Q235A级、B级,Q255A级、B级,GB1591规定的16MPa或与试验焊条熔敷金属化学成分相当的其他牌号低合金钢。 表3.16 低合金钢焊条熔敷金属化学成分/% 化 学 成 分 % 焊条型号 C Mn Si Ni
22、 Cr Mo V Nb W B Cu S P 碳 钼 钢 焊 条 E5010-A1 0.06 0.41 E5010-A1 E5010-A1 E5010-A0.40,1 0.12 0.60 , , , , , , , 0.035 0.035 0.65 0.90 E5010-A1 E5010-A1 0.80 E5010-A0.60 1 0.40 E5010-A1 1.00 铬 钼 钢 焊 条 E5500-B1 0.035 0.035 E5503-B1 0.60 0.40,0.05,E5515-B1 0.65 0.12 E5516-B1 E5518-B1 0.80 , E5515-B2 0.60 0
23、.40, E5515-B2L 0.05 1.00 0.65 0.90 , E5516-B2 0.60 0.05,0.12 E5518-B2 , 0.80 E5518-B2L 0.05 E5500-B2-0.80,V 0.10, , 1.50 0.35 E5515-B2-V 0.035 0.035 E5516-B20.15,0.10,-VNb 0.40 0.25 0.70,0.71.00 E5515-B0.05,0.20,0.25,0,0.60 2-VW 0.12 0.35 0.50 1.10 E5500-B3, 0.30.2-VWB 1.50,0.20,0.001,0,0,2.50 0.60
24、0.003 E5515-B3V0.80 0.60 1.00 WB E5515-B32.40,0.70,0.25,0.35, , -VNb 3.00 1.00 0.50 0.65 化 学 成 分 % 焊条型号 C Mn Si Ni Cr Mo V Nb W B Cu S P 铬 钼 钢 焊 条 0.0E60005,0.60 -B3 0.12 E6015-B0.05 1.00 3L E6015-B2.00,0.90,3 0.60 0.50 1.20 E6016-B0.05,0.90 , 3 0.12 , , , , , 0.035 0.035 E6018-B3 0.80 E6018-B3L 0.0
25、5 E55151.75,0.40,1.00 -B4L 2.25 0.65 0.00.4E55160.30,0.40,1.00,7,0,0.05 -B5 0.60 0.60 1.25 0.15 0.70 镍 钢 焊 条 E5515-C1 0.60 E5516-C0.12 1 E5518-C0.80 1 2.00,1.25 , , , , , , , 0.035 0.035 2.75 E5015-C1L E5016-C0.05 0.50 1L E5018-C1L E55160.60 -C2 3.00,0.12 3.75 E5518-C0.80 2 E5015-C2L E5016-C0.05 0.5
26、0 2L E5018-C2L E5515-C3 E5516-C0.40,0.80,0.12 0.80 0.15 0.35 0.05 0.03 0.03 3 1.25 1.10 E5518-C3 镍 钼 钢 焊 条 E55180.80,0.80,0.40,0.10 0.60 0.05 0.02 , , , 0.10 0.02 0.03 -NM 1.25 1.10 0.65 锰 钼 钢 焊 条 E6015-D1 0.60 E6016-D1.25,1 1.75 E6018-D0.25,0.12 0.80 , , , , , , , 0.035 0.035 1 0.45 E5515-D3 1.00,0
27、.60 1.75 E5516-D3 E5518-D0.80 3 E7015-D2 0.60 E7015-D1.65,0.15 2 2.00 E6018-D0.80 2 其 他 低 合 金 钢 焊 条 E03-G E10-G E11-G E13? ? ? ? ? -G , ?0.10 , , , , , , 1.00 0.80 0.50 0.30 0.20 E15-G E16-G E18-G E5020-G 化 学 成 分 % 焊条型号 C Mn Si Ni Cr Mo V Nb W B Cu S P 其 他 低 合 金 钢 焊 条 0.60,1.40,E6018-M 0.10 0.80 0.1
28、5 0.35 0.05 , , , , 0.03 0.03 1.25 0.80 0.75,0.40,E7018-M 0.35 1.70 2.10 0.25,1.30.50 1.25,E7518-M 0,0.40 0.60 2.50 1.80 1.31.75,0.30,0.30,E8518-M 0,2.50 1.50 0.55 2.25 0.80,3.00,0.20,E8518-M1 0.65 0.65 0.015 0.012 1.60 3.80 0.30 0.30.40,0.40,0.20,0.15,0,E5018-W 0.80 0.025 0.025 0.70 0.70 0.40 0.30
29、0.60 0.12 , 0.30.50,0.35,0.40,0.45,0,E5518-W , 0.035 0.035 1.30 0.80 0.80 0.70 0.75 注:1、焊条型号中的“”代表焊条的不同抗拉强度等级(50、55、60、70、75、80、85、90及100)。 2、表中单值除特殊规定外,均为最大百分比。 3、E5518-NM型焊条铝不大于0.05%。 4、E-G型焊条只要1个元素符合表中规定即可,当有-40?冲击性能要求不小于54J时,该焊条型号标志为E-E。 表3.17 低合金钢焊条熔敷金属力学性能 抗拉强度 屈服强度bb焊 条 型 号 /% 伸长率-2-25/MPa(kg
30、f?mm) /MPa(kgf?mm) E5003- 20 490(50) 390(40) E5010-、E5011-、E5015-、E5016-、E22 5018-、E5020-、E5027- E5500-、E5503- 16 E5510-、E5511- 17 540(55) 440(45) E5513- 16 E5515- 17 E5516-、E5518- 540(55) 440(45) 17 E5515-C3、E5518-C3 440,540(45,55) 22 E6000- 14 E6010-、E6011- 15 490(50) E6013- 590(60) 14 E6015-、E601
31、6-、E6018- 15 E6018-M 22 E7010-、E7011- 15 E7013- 13 690(70) 590(60) E7015-、E7016-、E7018- 15 E7018-M 18 E7515-、E7516-、E7518- 13 740(75) 640(65) E7518-M 18 E8015-、E8016-、E8018- 780(80) 690(70) 13 E8515-、E8516-、E8518- 13 830(85) 740(75) E8518-M、E8518-M1 15 E9015-、E9015-、E9018- 880(90) 780(80) 12 E10015-
32、、E10016-、E10018- 980(100) 880(90) 注:1、表中的单值均最小值。 22、E50-型焊后状态下的屈服强度不小于410MPa(42kgf/mm)。 23、E8518-M1型焊条的抗拉强度一般不小于830MPa(85kgf/mm)。如果供需双方达成协议时,也可例外。 4、带附加化学成分的焊条型号应符合相应不带附加化学成分的力学性能。 25、对E55-B3-VWB型焊条的屈服强度不小于340MPa(35kgf/mm)。 表3.18 低合金钢焊缝射线探伤要求 焊 条 型 号 射线探伤要求 焊 条 型 号 射线探伤要求 E15-、E16- E00-、E03- E18-、E5
33、020- ?级 E10-、E11- ?级 E13-、E5027- 表3.19 低合金钢焊条熔敷金属冲击吸收功 夏比V形缺口 试验温度 焊 条 型 号 冲击吸收功/J /? E5015-A1、E5016-A1、E5018-A1、E5515-B1、E5516-B1、E5518-B1、E5515-B2、?27 常温 E5515-B2L、E5516-B2、E5516-B2L、E5518-B2、E5518-B2L、E5500-B2-V、E5515-B2-VNb、E5515-B2-VM、E5515-B3-VWB、E5515-B3-VNb、E6000-B3、E6015-B3L、E6015-B3、E6016-
34、B3、E6018-B3、E6018-B3L、E5515-B4L、E5516-B5 E5518-NM、E5515-C3、E5516-C3、E5518-C3 -40 ?27 E5516-D3、E5518-D3、E6015-D1、E6016-D1、E6018-D1 -30 E7015-D2、E7016-D2、E7018-D2 -30 ?27 E6018-M、E7018-M、E7518-M、E8618-M -50 E8518-M1 ?68 -20 E5018-W、E5518-W E5515-C1、E5516-C1、E5518-C1 -60 ?27 E5015-C1L、E5016-C1L、E5018-C
35、1L、E5516-C2、E5518-C2 -70 E5015-C2L、E5016-C2L、E5018-C2L -100 E-E ?54 -40 注:E-C1、E-C1L、EC2及E-C2L为消除应力后冲击性能。 表3.20 低合金钢焊条药皮含水量和熔敷金属中扩散氢含量 -1药皮含水量/% 熔敷金属扩散氢含量/mL?(100) 焊 条 型 号 正常状态 吸潮状态 甘油法 色谱法或水银法 E5015-、E5016-、E5018-、 , ?6.0 ?10.0 E5515-、E5516-、E5518- ?0.30 E5015-R、E5016-R、E5018-R、 ?0.40 , , E5515-R、E
36、5516-R、E5518-R E6015-、E6016-、E6018- , ?4.0 ?7.0 ?0.15 E6015-R、E6016-R、E6018-R ?0.25 , , E7015-、E7016-、E7018-、 E7515-、E7516-、E7518- ?0.15 , ?4.0 ?7.0 E8015-、E8016-、E8018- E8515-、E8516-、E8518- E9015-、E9016-、E9018- ?2.0 ?5.0 E10015-、E10016-、E10018- E8515-M1、E-E ?0.10 , ?4.0 射线探伤、拉伸及冲击试验用母材采用与试验焊条熔敷金属化学
37、成分相当的低合金钢。如果母材化学成分与试验焊条熔敷金属化学成分不相当时,应先用试验焊条在坡口面及垫板面堆焊隔离层,隔离层厚度加工后不小于3mm。低合金钢焊条试验用的焊接电流电流种类及焊接位置应符合表3.21要求,可用于交流或直流焊接的焊条,试验时应采用交流。低合金钢焊条预热温度、焊道间温度及焊后热处理温度见表3.22。 表3.21 低合金钢焊条试验用的焊接电流种类及焊接位置要求 焊 接 位 置 焊条直径 焊条型号 电流种类 化学分析 射线探伤 /mm 冲击试验 角焊缝试验 试验 及拉伸 2.0,5.0 立、仰 E0-1 直流反接 5.6,6.4 平 2.5,5.0 立、仰 E11- 直流反接
38、, 5.6,6.4 平 E00- 交流或 E03- 2.5,5.0 立、仰 直流正、反接 E13- 平 平 2.0,4.0 立、仰 E15- 直流反接 5.0,6.4 平 2.0,4.0 立、仰 交流或 E16- 平 直流反接 5.0,6.4 平 2.0,4.0 立、仰 交流或 E18- 直流反接 5.0,6.4 平 3.2,6.4 角焊时交流或直流E5020- 正接,平焊时交流或平 E5027- 8.0 , 直流正、反接 注:平平焊,立立焊,仰仰焊。 表3.22 低合金钢焊条预热温度、焊道间温度及焊后热处理温度 焊 条 型 号 预热及焊道间温度/? 热处理温度/? E5010-、E5011-
39、、E5015-、E5016-、E5018-、E5020-、E5027-、E5515-、E5516-、E5518-、E6015-、E6016-、E6018-、E7015-、E7016-、E7018-、E7515-、E7516-、90,110 620?15 E7518-、E8015-、E8016-、E8018-、E8515-、E8516-、E8518- E5003-、E5500-、E5503-、E5510-、E511-、E5513-、E620?15 6010-、E6011-、E6013-、E7010-、E7011-、E7013- 160,220 E5515-B2L、E5510-B2、E5511-B
40、2、E5513-B2、E5515-B2、E690?15 5516-B2、E5518-B、2E5518-B2L、E5511-B2、E5513-B2、 E5500-B2-V、E5515-B2-V、E5515-B2-VW、E5515-B2-VNb、 250,300 730?15 E5515-B3-VNb E5515-B3-VWB 320,360 760?15 E6000-B3、E6015-B3L、E6015-B3、E6016-B3、E6018-B3、E160,200 690?15 6018-B3L、E5515-B4L、E6016-B5、 E5018-W、E5516-C3、E5518-C3、E5518
41、-NM、E5518-W、E690,110 018-M、E7018-M、E7518-M、E8518-M , E8518-M1 110,140 注:本表中的后缀字母“”代表除B2、B3、B4、B5、C3、M、M1、NM、W以外的所有后缀字母(A1、B1等) 。 (3)不锈钢焊条型号划分 根据GB/T98395不锈钢焊条标准规定,不锈钢焊条根据熔敷金属的化学成分、药皮类型、焊接位置及焊接电流种类划分型号。首字母“E”表示焊条,“E”后面的数字表示熔敷金属化学成分分类代号,有特殊要求的化学成分用元素符号表示放在数字的后面。短划“-”后面的两位数字表示焊条药皮类型、焊接位置及焊接电流种类。 不锈钢焊条型
42、号举例: 不锈钢焊条型号后面附加的后缀(15、16、17、25、26)表示焊条药皮类型及焊接电源种类,见表3.23。后缀15表示焊条为碱性药皮,直流反极性焊接;后缀16表示焊条可以是碱性药皮,也可以是钛型或钛钙型药皮,交、直流两用;后缀17是药皮类型16的变型,表示焊条为钛酸型药皮(用SiO代替药皮类型16中的一些TiO),焊接熔化速度快,抗发红性能优良,可交、直流两用。22手缀25和26焊条的药皮成分和操作特征与药皮类型15和16的焊条类似,药皮类型15和16焊条的说明也适合于药皮类型25和26。 表3.23 焊接电源种类及焊接位置 焊条型号 药皮类型 电源种类 焊接位置 E()-15 全位
43、置 碱性低氢型 直流 E()-25 平焊、横烛 E()-16 全位置 E()-17 低氢型、钛型或钛钙型 交流或直流 全位置 E()-26 平焊、横焊 不锈钢焊条熔敷金属的化学成分应符合表3.24规定,熔敷金属拉伸试验结果应符合表3.25规定。熔敷金属的耐腐蚀性能和铁素体含量在国家标准中没有明确规定,由供需双方协议确定。对不锈钢焊条的试验要求应符合表3.26规定,试验前焊条应烘干,可用于交流或直流焊接的焊条试验时应采用交流。不锈钢焊条通常用于Cr含量大于4%,Ni含量小于50%的不锈钢或耐热钢的焊接。 表3.24 不锈钢焊条熔敷金属化学成分/% 焊条型号 C Cr Ni Mo Mn Si P
44、S Cu 其他 20.5,29.5,11.5,3.4.0,7.N0.10,0.30 E209- 0.90 4.0 2.0 0 0 V0.10,0.30 19.0,25.5,7.8.0,1E219- 0.6 1.00 1.5 0 0.0 0.75 N0.10,0.30 17.0,14.0,6.10.5,1E204- 1.00 9.0 0 2.5 18.0,29.0,10.5,1.3.30,E307- 0.04,0.14 0.040 0.030 0.75 1.5 0.7 5 4.75 E308- 0.08 9.0,11.E308H- 0.04,0.08 0.75 0.90 , 0 18.0,20.
45、5,2.E308L- 0.04 1.0 5 E308Mo- 0.08 9.0,12.0,3.2.0 0 E308MoL- 0.04 焊条型号 C Cr Ni Mo Mn Si P S Cu 其他 E309- 0.15 , E309L- 0.04 0.75 22.0,212.0,10.5,2.E309Nb- 0.12 0.90 0.040 Nb0.70,1.00 5.0 4.0 5 E309Mo- 0.12 2.0,3.0 E309MoL- 0.04 , E310- 0.08,0.20 21.0,22.5 E310H- 0.35,0.45 0.75 25.0,21.0,2.0.75 0.030
46、310Nb- 0.12 Nb0.70,1.00 8.0 5 20.0,20.75 2.0,3.2.0 E310Mo- 0.12 0 28.0,38.0,1E312- 0.15 0.75 2.0 0.5 0.030 E316- 0.08 17.0,211.0,12.0,3.E316H- 0.04,0.08 0.040 , 0.0 4.0 0 E316H- 0.04 E317- 0.08 3.0,4.0 0.90 E317L- 0.04 18.0,212.0,10.5,2.1.0 4.0 E317MoCu- 0.08 2.0,2.5 0.035 2.0 5 E317MoCuL- 0.04 2.0,
47、3.E318- 0.08 0.040 0.75 Nb 6C,1.00 0 17.0,211.0,10.0 4.0 2.0,2.E318V- 0.08 0.035 0.5 V0.30,0.70 5 19.0,2E320- 0.07 0.60 0.040 3.0,4.0 Nb 8C,1.00 1.0 32.0,32.0,3.6.0 0 1.5,2.E320LR- 0.03 0.30 0.020 0.015 Nb 8C,0.40 5 E330- 0.18,0.25 14.0,11.0,2.0.75 0.90 0.040 0.75 , 7.0 5 E330H- 0.35,0.45 33.0,37.0
48、15.0,12.0,3.Nb 1.0,2.0 0.030 E330MoMnWNb- 0.20 3.5 0.70 0.035 0.5 7.0 0 W 2.0,3.0 18.0,29.0,11.0.5,2.E347- 0.08 0.75 0.90 0.040 0.75 Nb 8C,1.00 1.0 0 5 Nb 1.0,2.0 8.0,10.35,V 0.10,0.30 E349- 0.13 0.0 0.65 Ti 0.15 W 1.25,1.75 26.5,230.0,33.2,4.E383- 0.020 0.6,1.5 9.0 3.0 2 0.03 0.020 19.5,224.0,24.2,
49、5.1.0,2.E385- 0.75 0.030 1.2,2.0 1.5 6.0 2 5 11.0,1E410- 0.12 0.7 0.75 3.5 11.0,14.0,5.0.40,E410NiMo- 0.06 , 2.5 0 0.70 15.0,1E430- 0.6 0.75 1.0 0.90 0.030 0.75 8.0 0.040 4.0,6.0.45,E502- 0.10 0 0.65 0.4 8.0,10.85,E505- 0.5 1.20 16.0,14.5,5.0.25,E630- 0.05 0.75 0.75 3.25,4.00 Nb 0.15,0.35 6.75 0 0.7
50、5 14.5,17.5,9.1.0,2.0.5,2.E16-8-2- 0.10 0.60 0.030 0.030 0.75 , 6.5 5 0 5 焊条型号 C Cr Ni Mo Mn Si P S Cu 其他 14.0,122.0,25.0,7.0.5,2.E16-25MoN- 0.12 0.035 0.5 N?0.1 8.0 7.0 0 5 0.90 6.0,8.0.45,E7Cr- 0.10 0.40 1.0 0.040 0.75 V 0.10,0.35 0 0.65 4.5,6.0.40,0.5,0.E5MoV- 0.12 0.030 , 0 0.70 9 , 8.5,10.70,E9
51、Mo- 0.15 0.50 0.035 0.5 V 0.20,0.40 0.0 1.00 0.5,1.0 9.5,11.0.60,0.60,E11MoVNi- 0.19 V 0.20,0.40 5 0.90 0.90 9.5,10.40,0.80,E11MoVNi- W 0.40,0.70 2.0 1.10 1.00 21.5,28.5,12.5,3.0.5,2.E2209- 0.04 0.90 0.040 0.75 N 0.80,0.20 3.5 0.5 5 0 24.0,26.5,8.2.9,3.0.5,1.E2553- 0.06 1.0 0.040 1.5,2.5 N 0.10,0.25
52、 7.0 5 9 5 表3.25 不锈钢焊条熔敷金属的力学性能 焊 条 型 号 抗拉强度,MPa 伸长率,% 热 处 理 b5E209- 690 E219- 620 15 E240- 690 E307- 590 30 E308-、E308H- 550 E308L- 520 35 E308M o - 550 E308MoL- 520 E309- 550 E309L- 520 , E309Nb-、E309Mo- 550 25 E309MoL- 540 E310- 550 E310H- 620 10 E310Nb-、E310Mo- 550 25 E312- 660 22 E316-、E316H- 5
53、20 30 E316L- 490 E317- 550 E317L- 520 E317MoCu- 25 540 E317MoCuL- , E318- 550 E318V- 540 E320- 550 30 E320LR- 520 E330- 25 E330H- 620 10 E330MoMnWNb- 590 25 E347- 520 25 , E349- 690 25 E383-、E385- 520 30 E410- 450 20 a E410NiMo- 760 15 b E430- 450 c 20 E502-、E505- 420 d 焊 条 型 号 抗拉强度,MPa 伸长率,% 热 处 理
54、b5E630- 930 7 e E16-8-2- 550 35 , E16-25MoN- 610 30 E7Cr- 420 20 d E5MoV- 540 14 f E9Mo- 590 16 E11MoVNi- g 730 15 E11MoVNiW- E2209- 690 20 , E2553- 760 15 注:1、表中的数值均为最小值。 2、热处理栏中的字母表示的内容如下: a、试件在730,760?保温1h以不超过60?/h的速度随炉冷至315?,然后空冷; b、试件在595,620?保温1h,然后空冷; c、试件在760,790?保温2h以不超过55?/h的速度随炉冷至595?,然后空冷; d、试件在840,870?保温1h以不超过55?/h的速度随炉冷至595?,然后空冷; e、试件在1025,1050?保温1h空冷至室温,随后再加热610,630?保温4h,进行沉淀硬化处理, 然后空冷至室温; f、试件在740,760?保温4h,然后空冷; g、试件在730,750?保温4h,然后空冷;
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
