《高效粗车梯形螺纹的方法》由会员分享,可在线阅读,更多相关《高效粗车梯形螺纹的方法(5页珍藏版)》请在装配图网上搜索。
1、高效粗车梯形螺纹的方法摘 要梯形螺纹粗加工,一直采用传统的左右车削法或斜进法加工,不但效率低、刀具易磨损,还经常由于尺寸控制不准,使精加工余量不够出现废品。在此介绍一种实践中摸索出来的简单实用,效率高的梯形螺纹粗车方法。关键词梯形螺纹、滑板刻度、左右车削法、进刀格数1前言在车削加工中,梯形螺纹丝杠的加工特别是粗加工,由于总的切削深度大,刀具尺寸受到梯形螺纹几何尺寸的限制,刀头宽度较小,刀具刚度性差,粗加工时采用较小的吃刀量效率太低,吃刀量稍微大一些经常产生蹦刃或刀尖磨损。在实际产生和实习教学中采用传统的车削法,费时间又费力,且不能很好的的控制加工的尺寸。2传统的加工方法的弊端传统的加工方法如表
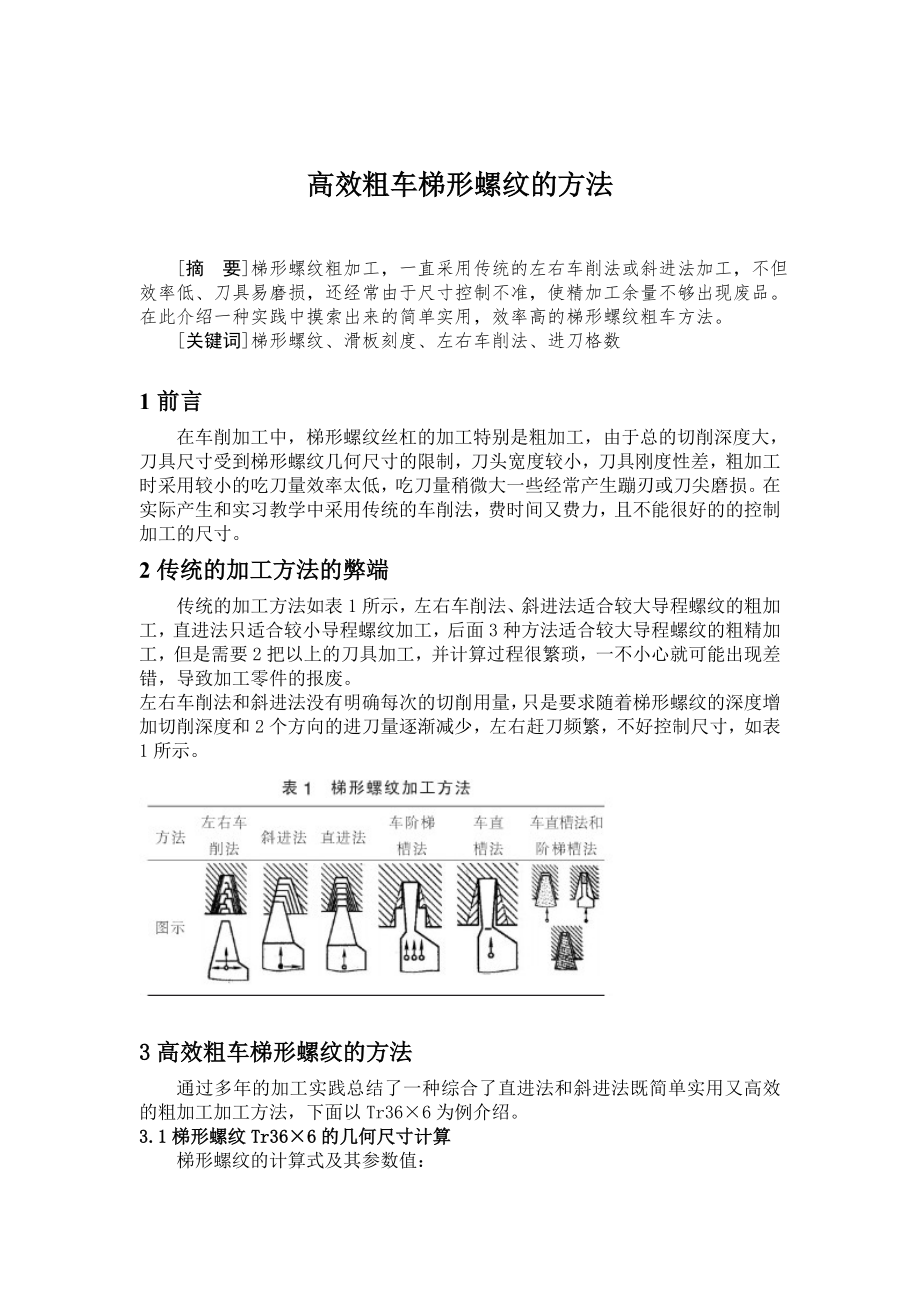
2、1所示,左右车削法、斜进法适合较大导程螺纹的粗加工,直进法只适合较小导程螺纹加工,后面3种方法适合较大导程螺纹的粗精加工,但是需要2把以上的刀具加工,并计算过程很繁琐,一不小心就可能出现差错,导致加工零件的报废。左右车削法和斜进法没有明确每次的切削用量,只是要求随着梯形螺纹的深度增加切削深度和2个方向的进刀量逐渐减少,左右赶刀频繁,不好控制尺寸,如表1所示。3高效粗车梯形螺纹的方法通过多年的加工实践总结了一种综合了直进法和斜进法既简单实用又高效的粗加工加工方法,下面以Tr366为例介绍。3.1梯形螺纹Tr366的几何尺寸计算梯形螺纹的计算式及其参数值:牙顶间隙 k=0.5mm大径(公称直径)d
3、 (1 )=36mm中径d2= d -0.5p=33 mm小径d3= d-2h=36-(0.56+0.5 )=29 mm牙高h3=0.5p+ac=3.5mm牙顶宽a=0.366p=3.5mm牙槽底宽w=0.366p-0.536ac=1.928mm牙顶槽宽a1=6-2.196=3.804mm3.2 Tr366的加工方法牙型尺寸 图1为Tr366的牙型尺寸 螺纹车削过程 (1)刃磨刀具刃磨粗车刀刀头宽度b=1.5mm,前角取1015,刀尖角2930,取较大前角使切削轻快。 (2)加工过程加工示意图如图2,利用车床中滑板和小滑板刻度控制进刀尺寸。刀具用大径外圆对刀,对好刀后,刀具处于图2所示位置I,
4、右刀尖置于A点,把中滑板刻度置零,然后按照图示的进刀顺序进刀,每一刀进刀量见表2。 刀具在右面切削第1、第2刀,每次直径方向进刀0.5mm,纵向进刀0.1mm,即中滑板进刀10格,小滑板刀2格。 刀具退刀消除间隙后,向左移动1.5mm,小滑板左移相对于起点30格,中滑板相对于1起始点进刀0.5mm,进刀10格,车削第3刀;第4、5刀,每次中滑板进刀10格、小滑板右退2格,即车第4、5刀,中滑板刻度分别为20格和30格,小滑板刻度分别为28格和26格。 刀具右移车削第6、第7刀,刀具左移车第8、第9刀,每次相邻两刀的进刀量,直径方向进刀0.5mm,纵向进刀0.1mm,即中滑板进10格,小滑板退刀
5、2格,进刀第11刀、第12刀后,螺纹深度3.0mm,在最后第13、第14刀进刀个数减半,深度到3.25mm,右端刀具退刀格数12.5格,左端进刀格数19.5格。4加工原理及精加工余量分析 图3所示,三角形ABC高度为梯形螺纹的高度3.5mmAB=BCtga/2=3.5 tg15=0.938mm Tg15=AB/BC=0.268加工时如果横向进刀和纵向进刀格数按照这个比例进刀,刀具就是斜向切削只有一个刀刃切削 ,按照传统的加工方法中的斜进法加工,但是这样技术太繁琐,并且不容易记忆和掌握。如果采用图2和表2的进刀方法,先右面切削,再左面车削,再回到右面车削,横向进刀和纵向进刀比例是1:5,刀具的切
6、削情况如图2所示,基本上是也是一个刀刃参加切削,另外一个刀刃有一个较小的切削用量,按照图示方法粗加工后,左端想右腿刀12.5格,0.625m左端向右退刀19.5格0.975mm,上槽底宽为刀宽1.5mm与2个退刀距离只差的和 W=1.5+(1.975-0.625)=1.85mm隐藏槽底宽度余量 w=1.982-18.5=0.132mm 深度放向余量 3.5-3.25=0.25mm 如果再考虑梯形螺纹的公差,精加工余量足够。 其他螺距的梯形螺纹,可以用同样的方法加工,用左右车削法,先根据螺纹牙顶的槽宽和刀具的刀头宽,计算出向左移动的格数,按照1:5的进刀格数进行横向进刀根据螺纹的深度控制横向进刀的尺寸个中滑板的进刀格数,来控制初加工的尺寸。5结语以上加工方法利用较大的前角车刀,切削变形力小,排屑流畅进到量有规律便于掌握实践效果很好。而且操作简单、吃刀量大。效率高。只是加工中,注意滑板刻度回零,在改变移动方向时,必须消除空行程。参考文献:1张恩生。车工实用技术手册K。南京:江苏科学技术出版社,1999。2劳动和社会保障部教材办公室。车工工艺学K。北京:中国劳动社会保障出版社,2005.。3董瑞宝,宋庆环,张铜钢,螺纹车削计算技巧J。煤矿机械,2009,30(3):98-99.4国家职业技术资格培训教材编审委员会,车工:中级M。北京:机械工业出版社,2006.
 高效粗车梯形螺纹的方法
高效粗车梯形螺纹的方法