《铝合金门窗制作工艺卡片》由会员分享,可在线阅读,更多相关《铝合金门窗制作工艺卡片(9页珍藏版)》请在装配图网上搜索。
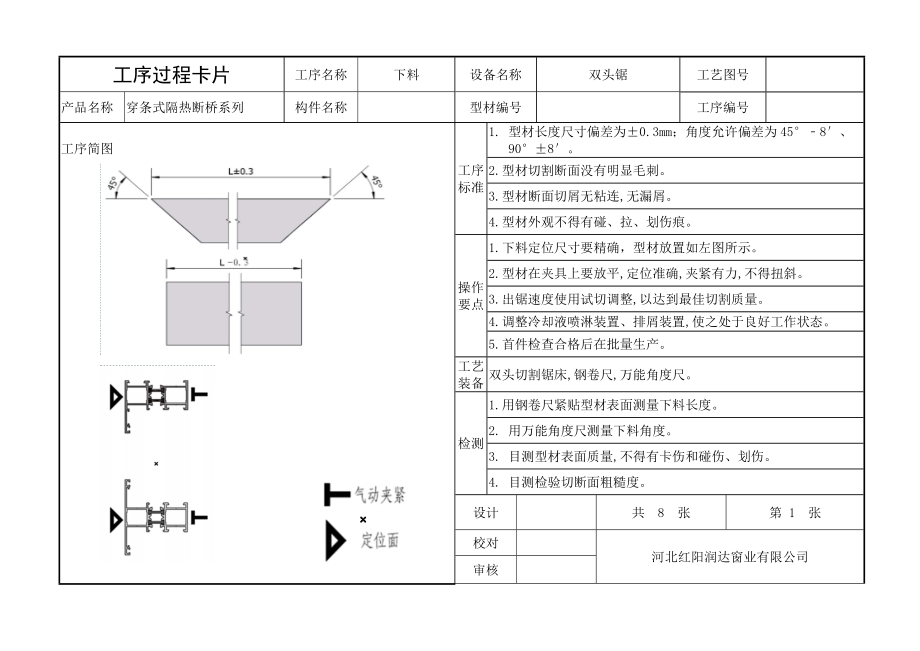
1、工序过程卡片工序名称下料设备名称双头锯工艺图号产品名称穿条式隔热断桥系列构件名称型材编号工序编号工序简图 工序标准1. 型材长度尺寸偏差为0.3mm;角度允许偏差为458、908。2.型材切割断面没有明显毛刺。3.型材断面切屑无粘连,无漏屑。4.型材外观不得有碰、拉、划伤痕。操作要点1.下料定位尺寸要精确,型材放置如左图所示。2.型材在夹具上要放平,定位准确,夹紧有力,不得扭斜。3.出锯速度使用试切调整,以达到最佳切割质量。4.调整冷却液喷淋装置、排屑装置,使之处于良好工作状态。5.首件检查合格后在批量生产。工艺装备双头切割锯床,钢卷尺,万能角度尺。检测1.用钢卷尺紧贴型材表面测量下料长度。2
2、. 用万能角度尺测量下料角度。3. 目测型材表面质量,不得有卡伤和碰伤、划伤。4. 目测检验切断面粗糙度。设计共 8 张第 1 张校对河北红阳润达窗业有限公司审核主要工序过程卡片工序名称下料(安装孔)设备名称组合钻床工艺图号产品名称穿条式隔热断桥系列构件名称型材编号工序编号工序简图 工序标准1.安装孔尺寸要求100.5mm(根据设计图纸加工)。2.端头距离为150-180mm,中梃两侧安装孔距离150-180mm。3.中间无中梃,要求安装孔距离均分且中心距离不大于500mm。4.型材外观不得有碰、拉、划伤痕。操作要点1.组合钻定位尺寸调整要精确。2.型材在夹具上要放平,夹紧有力,不得扭斜。3.
3、钻孔时钻头下落速度要适中,以达到最佳钻孔质量。4.调整冷却液喷淋装置、排屑装置,使之处于良好工作状态.5.首件检查合格后在批量生产工艺装备组合钻,游标卡尺,钢卷尺检测1.用游标卡尺测量钻孔直径。2.用钢卷尺测量安装孔中心距离。3.目测型材表面质量,不得有卡伤和碰伤、划伤。设计共 8 张第 2 张校对河北红阳润达窗业有限公司审核主要工序过程卡片工序名称组角设备名称冲床工艺图号产品名称穿条式隔热断桥系列构件名称型材编号工序编号工序简图 工序标准1.执手孔的位置居中,允许偏差0.3mm。 2.型材冲断面没有明显毛刺。3.型材断面切屑无粘连。4.型材外观不得有碰、拉、划伤痕。操作要点1.冲床定位尺寸调
4、整要精准。2.型材在夹具上要放平,不得扭斜。3.首件检查合格后在批量生产。工艺装备冲床,钢卷尺检测1.用钢卷尺紧贴型材表面测量冲孔长度。2.目测型材表面质量,不得有卡伤和碰伤、划伤。设计共 8 张第 3 张校对河北红阳润达窗业有限公司审核主要工序过程卡片工序名称组角设备名称组角机工艺图号产品名称穿条式隔热断桥系列构件名称型材编号工序编号工序简图 工序标准1.角部拼接缝隙0.2mm ,截面高低差0.3mm。2. 槽口宽度、高度构造内侧尺寸之差;2000mm时,允许偏差为1.5mm;2000mm3500mm时,允许偏差为2.0mm;3500mm时,允许偏差为2.5mm;3.型材外观不得有碰、拉、划
5、伤痕,无残留胶迹。操作要点1.组角刀定位尺寸调整要精确,附件要齐全。2. 型材应平贴工作面,紧贴前顶刀,再紧靠后顶刀。3.撞角的位置及深浅要适中,以达到最佳组角质量。4. 组角后成品应静放至少8h,保证胶完全干透后,再进行下一步工序。5.首件检查合格后在批量生产。工艺装备组角机,钢卷尺,塞尺检测1.用钢卷尺紧贴型材表面测量成框尺寸。2.用塞尺测量拼接缝隙及高低差。3.目测型材表面质量,不得有卡伤和碰伤、划伤。设计共 8 张第 4 张校对河北红阳润达窗业有限公司审核主要工序过程卡片工序名称组角设备名称端面铣床工艺图号产品名称穿条式隔热断桥系列构件名称型材编号工序编号工序简图工序标准1.根据设计图
6、纸或型材端面确定铣刀直径,调整好定位块。2.根据型材断面选取垫片厚度。3.型材端铣面没有明显毛刺。4. 型材外观不得有碰、拉、划伤痕。操作要点1.定位块调整要精确。2.型材在夹具上要放平,夹紧有力,不得扭斜。3.端铣速度调整要适中,以达到最佳端铣质量,去除多余的铝屑。4.调整冷却液喷淋装置、排屑装置,使之处于良好工作状态。5.首件检查合格后在批量生产。工艺装备端面铣床,游标卡尺检测1.用游标卡尺紧贴型材表面测量端铣深度。2. 目测型材表面质量,不得有卡伤和碰伤、划伤。设计共 8 张第 5 张校对河北红阳润达窗业有限公司审核主要工序过程卡片工序名称成装设备名称双头锯工艺图号产品名称穿条式隔热断桥
7、系列构件名称型材编号工序编号工序简图 工序标准1.下料后,型材长度尺寸偏差为0.3mm,直头断面与侧面垂直度偏差为8。2.型材切割断面没有明显毛刺。3.型材断面切屑无粘连,无漏屑。4.型材外观不得有碰、拉、划伤痕。操作要点1.下料定位尺寸调整要精确。2.型材在夹具上要放平,定位准确,夹紧有力,不得扭斜。3.出锯速度使用试切调整,以达到最佳切割质量。4.调整冷却液喷淋装置、排屑装置,使之处于良好工作状态。5.首件检查合格后在批量生产。工艺装备双头切割锯床,钢卷尺,游标卡尺,万能角度尺,塞尺检测1.用钢卷尺紧贴型材表面测量下料长度.2.用塞尺测量加工面毛刺高度.3.目测型材表面质量,不得有卡伤和碰
8、伤、划伤。设计共 8 张第 6 张校对河北红阳润达窗业有限公司审核主要工序过程卡片工序名称成装设备名称冲床工艺图号产品名称穿条式隔热断桥系列构件名称型材编号工序编号工序简图 工序标准1.孔中心线位置允许偏差0.52.孔边缘没有明显毛刺。3.孔端距与孔直径根据五金配件定尺寸。操作要点1.定位尺调整要精确。2.型材在夹具上要放平,定位准确,不得扭斜。3.首件检查合格后在批量生产。工艺装备冲床 , 钢卷尺,游标卡尺检测1.用钢卷尺紧贴型材表面测量孔位。2. 用游标卡尺测量孔径尺寸。3. 目测型材表面质量,不得有卡伤和碰伤、划伤。设计共 8 张第 7 张校对河北红阳润达窗业有限公司审核主要工序过程卡片
9、工序名称下料设备名称角码锯工艺图号产品名称穿条式隔热断桥系列构件名称型材编号工序编号工序简图工序标准1.下料后,型材长度尺寸偏差为-0.3mm,直头断面与侧面垂直度偏差为8。2.型材切割断面没有明显毛刺。3.型材断面切屑无粘连,无漏屑。4.型材外观不得有碰、拉、划伤痕。操作要点1.下料定位尺寸调整要精确。2.型材在夹具上要放平,定位准确,夹紧有力,不得扭斜。3.出锯速度使用试切调整,以达到最佳切割质量。4.调整冷却液喷淋装置、排屑装置,使之处于良好工作状态。5.首个检查合格后在批量生产。工艺装备角码锯,游标卡尺,检测1.用游标卡尺测量角码长度。设计共 8 张第 8 张校对河北红阳润达窗业有限公司审核穿条式隔热铝合金内开窗工序过程卡 编制: 标准:GB/T 8478-2008 审核: 批准: 河北红阳润达窗业有限公司
 铝合金门窗制作工艺卡片
铝合金门窗制作工艺卡片