 连杆夹具设计工序卡片
连杆夹具设计工序卡片

《连杆夹具设计工序卡片》由会员分享,可在线阅读,更多相关《连杆夹具设计工序卡片(11页珍藏版)》请在装配图网上搜索。
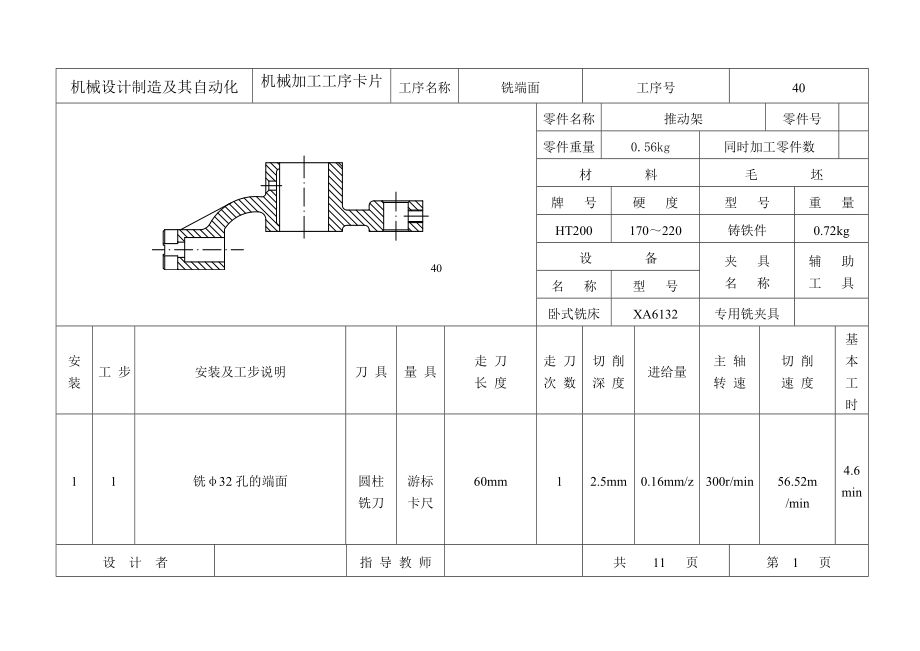
1、机械设计制造及其自动化机械加工工序卡片工序名称铣端面工序号4040零件名称推动架零件号零件重量0.56kg同时加工零件数材 料毛 坯牌 号硬 度型 号重 量HT200170220铸铁件0.72kg设 备夹 具名 称辅 助工 具名 称型 号卧式铣床XA6132专用铣夹具安 装工 步安装及工步说明刀 具量 具走 刀长 度走 刀次 数切 削 深 度进给量主 轴转 速切 削速 度基 本工 时11铣32孔的端面圆柱铣刀游标卡尺60mm12.5mm0.16mm/z300r/min56.52m/min4.6min设 计 者指 导 教 师共 11 页第 1 页机械设计制造及其自动化机械加工工序卡片工序名称铣端
2、面工序号5050零件名称推动架零件号零件重量0.56kg同时加工零件数材 料毛 坯牌 号硬 度型 号重 量HT200170220铸铁件0.72kg设 备夹 具名 称辅 助工 具名 称型 号卧式铣床XA6132专用铣夹具安 装工 步安装及工步说明刀 具量 具走 刀长 度走 刀次 数切 削 深 度进给量主 轴转 速切 削速 度基 本工 时11铣16孔的端面圆柱铣刀游标卡尺30mm12.5mm0.23mm/z150r/min23.55m/min4.3min设 计 者指 导 教 师共 11 页第 2 页机械设计制造及其自动化机 械 加 工 工 序 卡 片工序名称铣端面工序号6060零件名称推动架零件号
3、零件重量0.56kg同时加工零件数材 料毛 坯牌 号硬 度型 号重 量HT200170220铸铁件0.72kg设 备夹 具名 称辅 助工 具名 称型 号卧式铣床XA6132专用铣夹具安 装工 步安装及工步说明刀 具量 具走 刀长 度走 刀次 数切 削 深 度进给量主 轴转 速切 削速 度基 本工 时11铣32mm孔和16mm孔在同一基准上的两个端面圆柱铣刀游标卡尺90mm12.5mm0.2mm/z250r/min47.1m/min5.8min设 计 者指 导 教 师共 11 页第 3 页机械设计制造及其自动化机械加工工序卡片工序名称铣槽工序号7070零件名称推动架零件号零件重量0.56kg同时
4、加工零件数材 料毛 坯牌 号硬 度型 号重 量HT200170220铸铁体0.72kg设 备夹 具名 称辅 助工 具名 称型 号卧式铣床XA6132专用铣夹具安 装工 步安装及工步说明刀 具量 具走 刀长 度走 刀次 数切 削 深 度进给量主 轴转 速切 削速 度基 本工 时11保持槽的中心线与32mm孔的轴线的垂直度要求槽铣刀游标卡尺内径千分尺28mm33mm0.16mm/z300r/min8.49m/min2.75min设 计 者指 导 教 师共 11 页第 4 页机械设计制造及其自动化机械加工工序卡片工序名称铣端面工序号8080零件名称推动架零件号零件重量0.56kg同时加工零件数材 料
5、毛 坯牌 号硬 度型 号重 量HT200170220铸铁件0.72kg设 备夹 具名 称辅 助工 具名 称型 号卧式车床CA6140专用车夹具安 装工 步安装及工步说明刀 具量 具走 刀长 度走 刀次 数切 削 深 度进给量主 轴转 速切 削速 度基 本工 时11车10mm和16mm的基准面车刀游标卡尺30mm12.5mm0.48mm/r530r/min12.77m/min84s设 计 者指 导 教 师共 11 页第 5 页机械设计制造及其自动化机械加工工序卡片工序名称铣端面工序号5090零件名称推动架零件号零件重量0.56kg同时加工零件数材 料毛 坯牌 号硬 度型 号重 量HT200170
6、220铸铁件0.72kg设 备夹 具名 称辅 助工 具名 称型 号立式钻床Z535专用钻夹具安 装工 步安装及工步说明刀 具量 具走 刀长 度走 刀次 数切 削 深 度进给量主 轴转 速切 削速 度基 本工 时13钻32mm孔,倒角45粗铰32mm孔精铰32mm孔高速刚复合钻头游标卡尺55mm15050500.4mm/z02 mm/z01 mm/z400r/min630r/min630r/min29.7m/min15 m/min29.7 m/min25s25s 25s设 计 者指 导 教 师共 11 页第 6 页机械设计制造及其自动化机械加工工序卡片工序名称钻孔工序号100100零件名称推动架
7、零件号零件重量0.56kg同时加工零件数材 料毛 坯牌 号硬 度型 号重 量HT200170220铸铁件0.72kg设 备夹 具名 称辅 助工 具名 称型 号立式钻床Z535专用钻夹具安 装工 步安装及工步说明刀 具量 具走 刀长 度走 刀次 数切 削 深 度进给量主 轴转 速切 削速 度基 本工 时112钻16mm孔钻10mm孔直柄麻花钻直柄麻花钻内径千分尺内径千分尺46mm3mm1143mm2.5mm0.5mm/r0.3mm/r480r/min520r/min58.34m/min37.25m/min61s25s设 计 者指 导 教 师共 11 页第 7 页机械设计制造及其自动化 机械加工工
8、序卡片工序名称钻、半精铰工序号110110零件名称推动架零件号零件重量0.56kg同时加工零件数材 料毛 坯牌 号硬 度型 号重 量HT200170220铸铁件0.72kg设 备夹 具名 称辅 助工 具名 称型 号立式钻床Z525专用钻夹具安 装工 步安装及工步说明刀 具量 具走 刀长 度走 刀次 数切 削 深 度进给量主 轴转 速切 削速 度基 本工 时112钻16mm的孔保证孔的位置精度半精铰16mm孔,保证孔的尺寸精度直柄麻花钻圆柱直柄铰刀内径千分尺内径千分尺22mm22mm118mm0.5mm0.5mm/r0.37m/r420r/min470r/min10.44m/min9.5m/mi
9、n73s58s设 计 者指 导 教 师共 11 页第 8 页机械设计制造及其自动化 机械加工工序卡片工序名称钻孔、攻丝工序号120120零件名称推动架零件号零件重量0.56kg同时加工零件数材 料毛 坯牌 号硬 度型 号重 量HT200170220铸铁件0.72kg设 备夹 具名 称辅 助工 具名 称型 号立式钻床Z525专用钻夹具安 装工 步安装及工步说明刀 具量 具走 刀长 度走 刀次 数切 削 深 度进给量主 轴转 速切 削速 度基 本工 时112钻螺纹孔6mm攻丝8M-6H直柄麻花钻机用丝锥内径千分尺螺纹塞规11113mm0.5mm0.3mm/r0.1mm/r420r/min460r/
10、min4.7m/min3.2m/min26s14s设 计 者指 导 教 师共 11 页第 9 页机械设计制造及其自动化 机械加工工序卡片工序名称钻孔、锪倒角工序号130130零件名称推动架零件号零件重量0.56kg同时加工零件数材 料毛 坯牌 号硬 度型 号重 量HT200170220铸铁件0.72kg设 备夹 具名 称辅 助工 具名 称型 号立式钻床Z525专用钻夹具安 装工 步安装及工步说明刀 具量 具走 刀长 度走 刀次 数切 削 深 度进给量主 轴转 速切 削速 度基 本工 时112钻6mm孔锪120倒角直柄麻花钻高速钢莫氏锥锪钻内径千分尺深度百分尺20.4mm3mm113mm1.0m
11、m0.3mm/r0.2mm/r480r/min460r/min11.5m/min14.45m/min27s9s设 计 者指导教师共 11 页第 10 页机械设计制造及其自动化 机械加工工序卡片工序名称拉沟槽工序号140140零件名称推动架零件号零件重量0.56kg同时加工零件数材 料毛 坯牌 号硬 度型 号重 量HT200170220铸铁件0.72kg设 备夹 具名 称辅 助工 具名 称型 号卧式拉床专用夹具安 装工 步安装及工步说明刀 具量 具走 刀长 度走 刀次 数切 削 深 度进给量主 轴转 速切 削速 度基 本工 时11保证沟槽在32mm孔内的相对位置的位置度拉刀游标卡尺52mm13mm0.3mm/r475r/min14.36m/min53s设 计 者指 导 教 师共 11 页第 11 页
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 前导课-金融计算器的使用参考资料课件
- 新人教部编版小学语文一年级下册《咕咚》PPT课件
- 新人教版小学三年级数学下册:第三单元《复式统计表》ppt课件
- 喂出来讲授版本详解课件
- 新人教版一年级数学下册认识人民币简单的计算ppt课件
- 新人教版一年级数学下册《分类与整理》优质课ppt课件
- 新人教版语文一年级下册《夜色》ppt课件
- 喀蔚波医用物理学课件06章直流电
- 新人教版小学数学五年级下册运用最小公倍数知识解决实际问题ppt课件
- 喂养困难的家庭干预教学课件
- 新人教版一年级数学下册期末复习 ppt课件
- 新人教版五年级下册《通分》ppt课件
- 喀斯特地貌(地质地貌)课件
- 啤酒音乐季活动概念方案教学课件
- 新人教版四年级下册数学三角形的内角和ppt课件
