 8汽轮机大修总结报告2003.4.24
8汽轮机大修总结报告2003.4.24

《8汽轮机大修总结报告2003.4.24》由会员分享,可在线阅读,更多相关《8汽轮机大修总结报告2003.4.24(8页珍藏版)》请在装配图网上搜索。
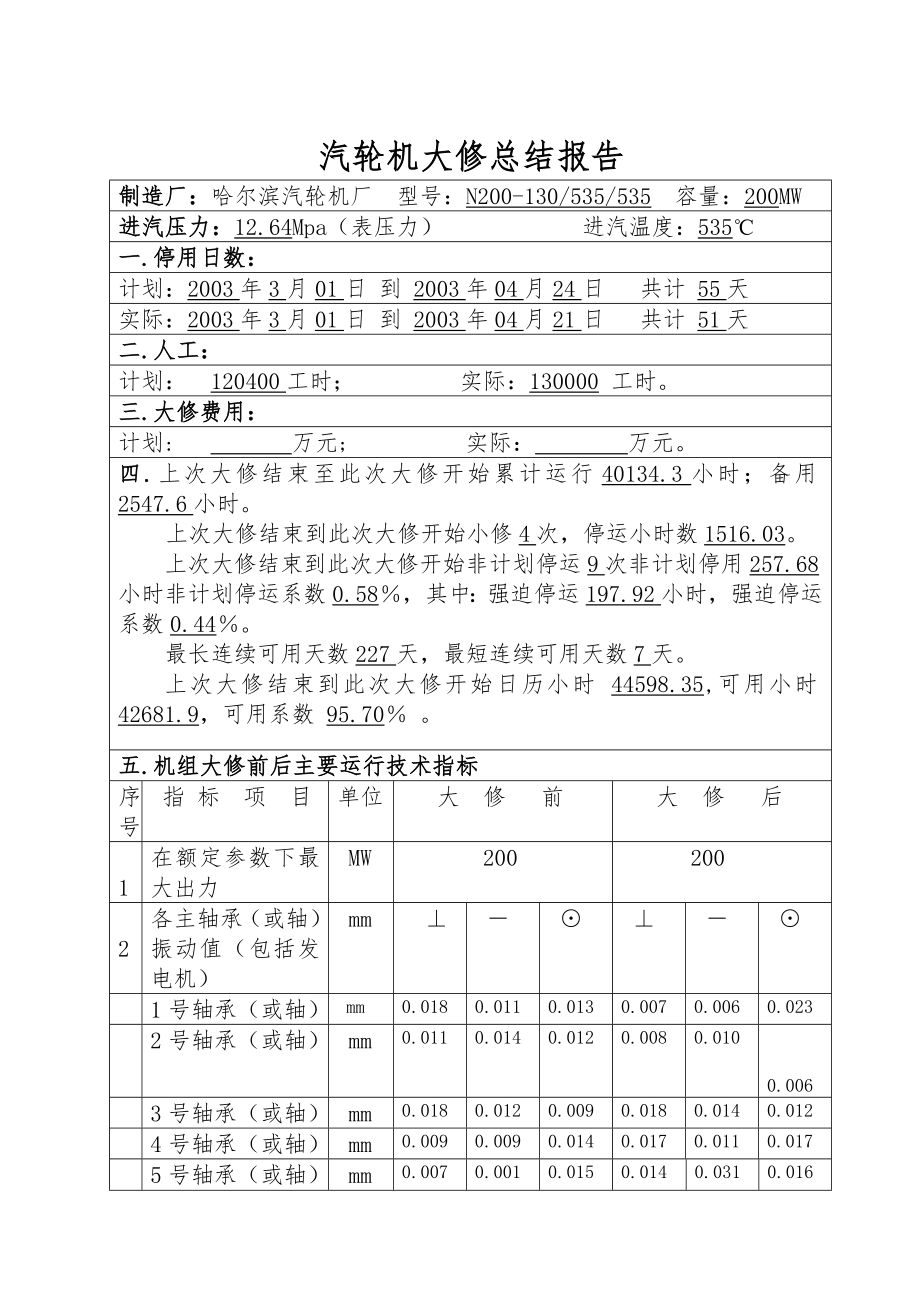
1、汽轮机大修总结报告制造厂:哈尔滨汽轮机厂 型号:N200-130/535/535 容量:200MW进汽压力:12.64Mpa(表压力) 进汽温度:535一.停用日数:计划:2003年3月01日 到 2003年04月24日 共计 55天实际:2003年3月01日 到 2003年04月21日 共计 51天二.人工:计划: 120400工时; 实际:130000 工时。三.大修费用:计划: 万元; 实际: 万元。 四.上次大修结束至此次大修开始累计运行40134.3小时;备用2547.6小时。上次大修结束到此次大修开始小修4次,停运小时数1516.03。上次大修结束到此次大修开始非计划停运9次非计划
2、停用257.68小时非计划停运系数0.58,其中:强迫停运197.92小时,强迫停运系数0.44。最长连续可用天数227天,最短连续可用天数7天。上次大修结束到此次大修开始日历小时 44598.35,可用小时42681.9,可用系数 95.70 。五.机组大修前后主要运行技术指标序号 指 标 项 目 单位 大 修 前 大 修 后 1在额定参数下最大出力 MW 200 200 2各主轴承(或轴)振动值(包括发电机) mm 1号轴承(或轴) mm0.0180.0110.0130.0070.0060.0232号轴承(或轴) mm0.0110.0140.0120.0080.010待添加的隐藏文字内容1
3、0.0063号轴承(或轴) mm0.0180.0120.0090.0180.0140.0124号轴承(或轴) mm0.0090.0090.0140.0170.0110.0175号轴承(或轴) mm0.0070.0010.0150.0140.0310.016序号 指 标 项 目 单位 大 修 前 大 修 后6号轴承(或轴) mm0.0120.0130.0170.0140.0080.0147号轴承(或轴) mm0.0170.0140.0150.0150.0100.0138号轴承(或轴) mm0.0160.0070.0180.0170.0080.0089号轴承(或轴) mm0.0310.0180.0
4、140.0110.0190.014注:大修前振动值是在173MW负荷下测得, 大修后振动值是在146MW负荷下测得。3效率单位 大 修 前 大 修 后(1)汽耗值Kg/(KWH)(2)热效率%4凝结器特性(1)凝结水量t/h410490(2)循环水入口温度 1023(3)排汽压力(绝对压力)KPa0.0450.05(4)排汽温度与循环水出口温度差8.44.1 5真空严密性(在180MW负荷下) Pa/min6调速系统特性 (1)速度变动率 (2)迟缓率六.设备评级:大修前:级大修后:级升级或降级的原因:无升降七.简要文字总结:(见附页).大修中消除的设备重大缺陷及采取的主要措施.设备的重大改进
5、内容及效果.人工和费用的简要分析(包括重大特殊项目的人工、费用).大修后尚存的主要问题及准备采取的对策.试验结果简要分析 .其他八.检修工作评语: 这次大修技措、反措、节能、更改、金属监督项目等非标项目59项,标准项目292项,经批准2项即凝结器高位灌水找漏和励磁机短接换新消项,其余全部完成。另外新增加3个项目亦全部完成。大修中严格执行ISO9001质量保证体系,加强大修的科学管理,在特殊项目多、工期较长的情况下,安全情况和检修质量较以往有明显提高,并结合大修开展了培训工作,较好地完成了检修任务。纵观8大修的全过程,基础管理工作和安全管理工作较以往有所加强,汽机队总体检修工艺水平有了进一步提高
6、。检修负责人:刘铁军 总工程师: 陡河发电厂总工:填报日期:2003年5月10日 汽轮机大修简要文字总结一、大修中消除的重大缺陷及采取的主要措施1、本次大修进行了中箱改造,以消除中间轴承箱膨胀不畅的问题,新中箱基架镶有10块表面有3mm达瓦合金的滑块以减小摩擦力,轴承箱体采用A3钢板焊接结构。同时对低压导汽管伸缩节进行了改造,改善补偿性能。2、高压内缸导流环运行中有振动现象,本次大修将下缸挂耳槽加宽15mm,挂耳也相应进行了改进。3、为消除膨胀环运行中发生泄漏,大修中更换了高中压导流环。4、中压入汽#2、3轴封套的8圈汽封及低压缸汽封圈损坏严重更换备件。5、高压外缸#34、高压内缸#56螺栓金
7、属检验不合格更换备件,备件材质分别为25Cr2Mo1V和20Cr1Mo1VTiB。高压内缸#58螺母解体时烧死,更换备件。以上备件经金属检验合格。6、右侧主蒸汽管道13a弹簧抱卡运行中断裂,本次大修将机侧8个主蒸汽管道抱卡全部更换。同时因13a弹簧吊架的大弹簧和13b弹簧吊架的小弹簧过小压死,定制更换了弹力较大的弹簧。7、中压外下缸左侧猫爪部位金属检查发现裂纹,打磨深度6015mm;中压外上缸左侧调速汽门R角部位金属检查发现裂纹,打磨深度6010mm;高压外上缸左侧水平结合面#3133螺栓间金属检查发现裂纹,打磨深度306mm;高压外上缸排汽侧端部轴封套上部位金属检查发现裂纹,打磨深度4010
8、mm;以上部位经金属检查合格后补焊处理。8、高中压导管螺栓全部更换为2Cr12NiMo1W1V1高合金螺栓,新螺栓经金属检验合格。10、高压缸隔板阻汽片间隙超标,更换了阻汽片并按标准进行加工调整。11、原高、中压对轮螺栓材质为35CrMo,不符合反措要求,本次更换新螺栓材质为40CrNiMo,调质处理HB:300-330,螺母材质35CrMo,调质处理HB:230-277。12、汽轮机主轴瓦#2、3、6、7顶部间隙超标,补焊后按标准加工。推力间隙超标,更换了非工作侧垫片并按标准推力间隙进行加工。13、左、右侧高、中压自动主汽门门盖螺栓(M564)更换高合金螺栓,备件螺栓材质2Cr12NiMo1
9、W1V,调质处理HB:290-310,螺母材质25Cr2Mo1VA,调质处理HB:240-280。14、中压前侧隔板1317级隔板变形较大,其中13级下隔板变形量为1.46mm。本次大修未作进一步处理。15、原液压调速系统经常出现卡涩现象,本次大修将原液压调节系统取消。将调速系统更换为高压抗燃油电液调节系统,改造后DEH系统调节正常。16、甲乙丙凝结器经常出现泄漏,造成凝结水硬度超标。本次检修对凝结器进行改造,将原凝结器旧管板拆除,由哈尔滨汽轮机厂设计制造,将原来的向心辐射式排管方式改造为经优化的更为先进的排管方式,同时为了增加铜管的支撑刚度,中间隔板由5块改造为7块。空抽区及主凝结器区的外围
10、3排采用B30白铜管,其余采用HSn70-1A铜管。7、原甲、乙氢冷升压泵滤网由于结构不合理,杂物不能及时排出,使冷却水中含有大量杂质,不利于机组设备的安全、稳定运行。本次大修更换了旋转式滤网,设置了电动排污阀。排污阀出口引至二次滤网排污阀出口。新氢冷升压泵滤网型号为:GL400,设计压力0.4MPa。18 、由于原甲、乙、丙凝结器装球室运行时间较长,内部损坏严重,影响胶球的正常加装。本次大修更换新的装球室,与原装球室相比,内部结构、操作方式和系统均未变。19、甲、乙、丙高压加热器钢管找漏及水室隔板改进,将原水室隔板全部拆除,改进后的水室隔板与筒体及管板焊缝采用英国“NIMROD 182KS
11、ENiCrFe3”焊条焊接,检修人孔处的密封材料采用=3mm,聚四氟乙烯板制成,法兰人孔螺栓为M16,用1Cr18Ni9Ti圆钢车制,螺母使用普通M16螺母。20、本次大修对高加疏水管更换,零米丙高加疏水全部更换为10814.2,零米乙高加疏水全部更换为15914.2mm,,零米甲高加疏水至逆止门前更换为21916mm,甲高加至除氧器全部更换为21916mm,疏水旁路门更换为加厚无缝管15914.2mm,材质均为#20钢。21、检查部位一次门前全部弯头、直管。经检查发现三台高加空气管第一弯头前内部空气管段有冲刷减薄现象,鉴于无法进入高加内部修复空气管,本次大修将高加内部空气管进行了改进,更换了
12、高加内部部分管段。22、丁低加芯子由原来的铜管芯子更换为不锈钢芯子备件。23、由于原低加空气管冲刷严重,本次大修对甲乙丙丁低加空气管进行更换,更换部位为甲乙丙丁低加筒体至凝结器母管前全部管段#60.46mm。24、由于原备用汽源至除氧器三通在运行中发生泄漏,利用本次大修机会对此三通进行更换,更换三通为21921910mm, 20。25、由于G7G8除氧器放水管合并后至四期60T补水箱和#8炉疏水扩容器。本次大修配合DCS改造将G7G8机除氧器放水管分开,单独至四期60T补水箱和#8炉疏水扩容器。原至四期60T补水箱和#8炉疏水扩容器的隔绝门和60T至补给水泵入口门更换为电动门。26、由于原内冷
13、水滤网为120钼铜丝布滤网,不能保证内冷水系统的正常安全运行,本次大修将发电机内冷水甲乙两组滤网更换为不锈钢滤网。滤网网片单孔孔径为0.2mm。27、原#8机组蒸汽冷却器由于运行时经常泄漏,退出运行多年,本次大修更换了新蒸汽冷却器。原系统未变。生产厂家:东方锅炉厂。28、DCS改造机侧增加电动阀门89个,其中9个为手动改电动,汽泵改造增加16个,其余更换电动阀门。原四段抽汽拆下的电动隔绝门装在除氧器供汽管道上,乙给水泵出口门由原来的DN200改为DN275。29、润滑油、密封油系统进行化学水冲洗,清除系统内杂质。30、为防止漏油,将原铸铁壳体的密封油滤网改为焊接结构,材料为碳钢。31、丁低加芯
14、子更换,将原铜管更换为不锈钢管。32、本次大修在以下疏水管加装疏水器:一级旁路前疏水、一级旁路后疏水、左右侧二级旁路疏水、轴封系统汽水分离器疏水、四段抽汽至除氧器管道疏水、除氧器备用汽源管道疏水。33、乙低加甲疏水泵更换新泵,型号为:GSS80-120,沈阳水泵厂生产。34、甲、乙凝结水泵由于运行时间较长、泵壳冲刷严重且电机振动大。本次大修更换为8LN-150型凝结泵。沈阳水泵厂生产。二、设备的重大改进内容及效果、为解决中轴承箱膨胀不畅的问题,本次大修对中箱和低压导汽管进行了改造,改造后基本取得了预期效果。、为了降低厂用电率和提高电网供电能力,同时为了解决由于200MW机组高、中、低压缸改造后
15、出现的机、电、炉及相关辅机富裕量过大、三大主机容量匹配不当的问题,本次大修周期内进行了汽动给水泵改造。将原乙给水泵(50容量的电动给水泵)拆除,安装一台全容量汽动给水泵,给水泵汽轮机由北京电力设备总厂生产,型号为TGQ06/-1;给水泵组由上海电力修造厂有限公司生产,型号为DG750-180。其中前置泵和油站布置在零米运转层原电动给水泵处、给水泵组布置在十米运转层。大修后设备运行稳定。、为解决汽轮机汽缸偏移问题,采取了以下措施:、将#14高压导管割管,分别按照相对于汽缸向前冷拉18mm、向两侧冷拉27mm的标准进行配管,支吊架弹簧压缩量按标准进行调整,以消除机组运行中高压导管作用在汽缸上的应力
16、。、 滑销系统进行全面的检查调整,在不影响差帐的前提下,将汽缸猫爪的横销、压板间隙、内外缸纵销、立销间隙适当的放大。将中箱的纵销由碳钢材质改为CrMoV材料,并加石墨棒,有助于润滑作用。、 吊前箱检查台板接触情况良好。、 中箱及低压导汽管伸缩节改造。从机组启动情况看以上措施取得了较好的效果,在以后的运行检修工作中应注意监视。、为提高机组的调节品质,本次检修将原液压调节系统改造成由哈尔滨自动控制工程有限公司生产的高压抗燃油数字电液调节系统,新增加一套高压抗燃油供油装置,2个高压主汽门、2个中压主汽门、4个高压调门、4个中压调门分别由各自的油缸单独驱动。改造后各项指标均达到设计要求。、甲、乙、丙高
17、加水室隔板泄漏严重,本次将原水室隔板全部清除,重新下料焊接,隔板与筒体和管板采用镍基焊条焊接。并对水室隔板的人孔盖作了改进,以防止泄漏,同时也便于检修。、甲、乙、丙凝结器经常出现泄漏,造成凝结水硬度超标。本次检修对凝结器进行改造,将原凝结器旧管板拆除,由哈尔滨汽轮机厂设计制造,将原来的向心辐射式排管方式改造为经优化的更为先进的排管方式,同时为了增加铜管的支撑刚度,中间隔板由5块改造为7块。空抽区及主凝结器区的外围3排采用B30白铜管,其余采用HSn70-1A铜管。三、人工和费用的简要分析(包括重大特殊项目的人工、费用)四.大修后尚存的主要问题及准备采取的对策 1、13s15s隔板变形量大,监视一个大修周期,根据变形情况,对隔板进行加固或更换。、中箱5、9、10滑块最下层加0.05mm厚的不锈钢垫片,利用下次大修机会更换调整垫。3、4、5、五、试验结果简要分析1、超速试验合格,结果如下:动 作 转 速rpm#1危急保安器#2危急保安器第一次试验32663266第二次试验325932582、冲油试验动作正常。3、给水泵汽轮机超速试验:第一次:就地显示5485rpm。第二次:就地显示5473rpm。六、其它 略。 填报日期:2003年5月10日
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
