 CCS焊接工艺认可表格
CCS焊接工艺认可表格

《CCS焊接工艺认可表格》由会员分享,可在线阅读,更多相关《CCS焊接工艺认可表格(10页珍藏版)》请在装配图网上搜索。
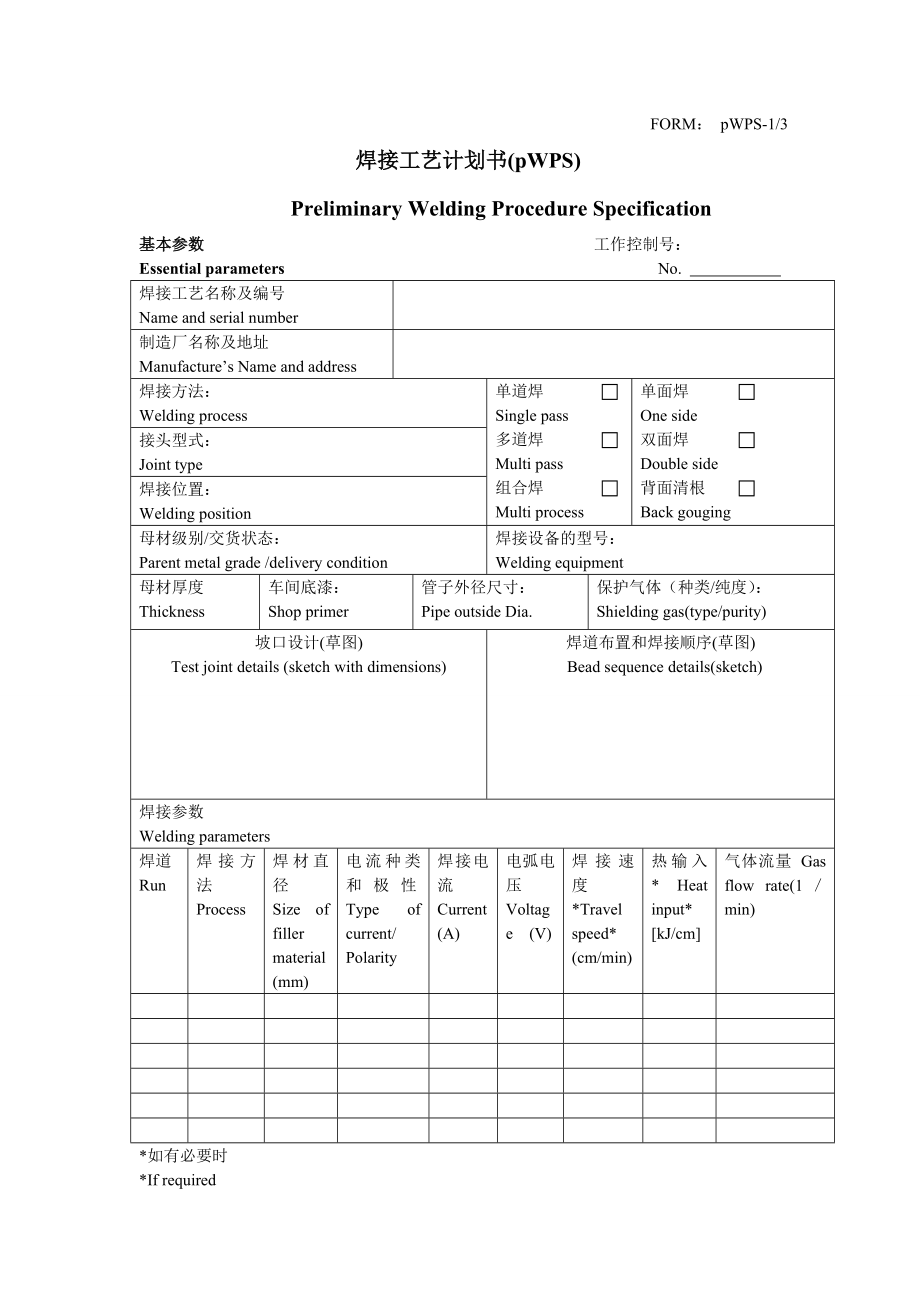
1、 FORM: pWPS-1/3 焊接工艺计划书(pWPS) Preliminary Welding Procedure Specification 基本参数 工作控制号: Essential parameters No. 焊接工艺名称及编号 Name and serial number制造厂名称及地址Manufactures Name and address焊接方法: Welding process 单道焊 Single pass 多道焊 Multi pass 组合焊 Multi process 单面焊 One side 双面焊 Double side 背面清根 Back gouging 接头
2、型式: Joint type 焊接位置: Welding position 母材级别/交货状态: Parent metal grade /delivery condition 焊接设备的型号: Welding equipment 母材厚度 Thickness 车间底漆: Shop primer管子外径尺寸: Pipe outside Dia. 保护气体(种类/纯度):Shielding gas(type/purity)坡口设计(草图) Test joint details (sketch with dimensions)焊道布置和焊接顺序(草图) Bead sequence details(s
3、ketch) 焊接参数 Welding parameters焊道 Run 焊接方法Process 焊材直径Size of filler material(mm) 电流种类和极性Type of current/ Polarity 焊接电流Current (A) 电弧电压Voltage (V) 焊接速度*Travel speed* (cm/min)热输入* Heat input* kJ/cm 气体流量 Gas flow rate(1min) *如有必要时 *If required 焊接工艺计划书(pWPS)(续) FORM: pWPS-2/3焊接材料(型号/规格/等级): Filler mater
4、ial (type /size / grade) 衬垫材料(厂家及型号): Backing(manufacture and type): 施焊环境: Welding site conditions 焊前预热温度 Preheat temperature 道间温度 Inter-pass temperature 焊后热处理: Post-weld heat treatment最低值 Min. 最低值Min. 最高值Max. 预热方法: Preheat method其它有关特殊要求*: Other information* *如焊条/焊丝最大摆动宽度、焊道清洁方式、脉冲电流特性等 *e.g. Weavi
5、ng(max. Width of run), Method of inter-pass cleaning, characteristic of pulse current etc. 试验项目 Test items 1、 非破坏性检查 Non-destructive examination 目检 Visual 射线探伤 Radiography 超声波探伤 Ultrasonic 磁粉探伤 Magnetic particle渗透探伤 Liquid penetrate 2、 破坏性试验 Destructive examination 1) 拉伸试验 Tensile tests 横向拉伸 Transve
6、rse 纵向拉伸 Longitudinal 2) 弯曲试验 Bend tests 正弯 Face反弯 Root 侧弯 Side3) 冲击试验 Impact tests 试验温度: Test temperature焊缝根部 Root of weld焊缝中心 center of weld熔合线 fusion line距熔合线2mm2mm from FL焊缝表面 Face of weld焊缝中心 center of weld熔合线 fusion line距熔合线2mm2mm from FL距熔合线5mm 5mm from FL 距熔合xx mm xx mm from FL4) 宏观检查 Macro
7、examination 5) 硬度试验 Hardness test 6) 角接焊破断试验 Fillet weld fracture 3、其他检查和试验 Additional test(s) 焊缝金属的化学成分 Chemical analysis of weld试件母材的化学成分 Chemical analysis of parent plate 接头金相照片( 倍) metallographic of the joint ( ) 点蚀试验 Pitting test 晶间腐蚀试验 Intercrystalline corrosion test 签 名: Signature 制造厂代表 日期Man
8、ufacturer Date FORM pWPS-3/3 焊接工艺计划书(pWPS)(续) Preliminary Welding Procedure Specification (continued) 以下由验船师填写: The following is to be filled in by the Surveyor: 上述焊接工艺计划书经审核,同意按本焊接工艺计划书进行焊接工艺试验 The above-mentioned pWPS has been reviewed and implementation of WPT in accordance with this pWPS is appr
9、oved. 上述焊接工艺计划书经审核,审核意见如下:(请及时回复并与担当验船师联系) 签 名: Signature CCS 验船师 日期CCS Surveyor Date 填写说明: Remarks : 适用Applicable 不适用Inapplicable下列缩写可用于表格填写: The following abbreviation may be used in this form. 焊接方法:Welding process: 手工电弧焊:SMAW, 埋弧焊:SAW, 金属极气体保护焊:GMAW, 钨极气体保护焊:GTAW, 药芯焊丝气体保护焊:FCAW, 气电立焊:EGW 焊接位置:We
10、lding position 平焊: F; 立焊(上行) V(up); 立焊(下行) V(down); 横焊 H; 仰焊 O 船形角焊: FF ; 平角焊 :FH; 立向上角焊:FVu; 立向下角焊:FVd;仰角焊FO;电流种类和极性:Type of current & Polarity:交流 AC; 直流正接 DCSP; 直流反接 DCRP; 脉冲电流 Pulsed 焊接工艺认可试验报告(WPQR) FORM:WPQR-1/4Welding Procedure Qualification Record 工作控制号: No.: 制造厂焊接工艺编号Manufactures welding pro
11、cedure No.制造厂名称及地址Manufactures name and address材料及焊接工艺Material and Welding process焊接工艺试验日期:Date of welding procedure test:焊接方法: SAWWelding process 单道焊 单面焊 Single pass One side多道焊 双面焊 Multi pass Both side组合焊 背面清根 Multi process Back gouging坡口设计(草图)Test joint details(sketch with dimensions)焊道布置和焊接顺序(草图
12、)Bead sequence details(sketch)接头形式:Joint type 焊接位置:平焊FWelding position母材(等级/厚度/交货状态):Parent metal(grade/thickness/delivery condition)焊接材料(型号/规格/等级):Filler material(type/size/grade) 衬垫材料(厂家及型号):Backing(manufacture and type):保护气体(种类/纯度):Shielding gas(type/purity)管子外径尺寸:Outside diameter of pipe焊剂:Flux:
13、预热及热处理: Preheat and post-weld heat treatment 焊前预热温度Preheat temperature道间温度Interpass temperature最低值Min最低值Min最高值Max焊后热处理:Post-weld hear treatment其他说明:Other information 焊接细节Welding details焊道Run焊接方法Process焊材直径Size of filler material(mm)电流种类和极性Type of current/polarity焊接电流CurrentA电弧电压VoltageV焊接速度2Travel s
14、peed2cm/min热输入2Heat input2kJ/cm气体流量Gas flow rate(l/min)焊工姓名Welders name环境温度: Ambient Temperature 相对湿度: %Relative Humidity 焊接工艺认可试验报告(续) FORM:WPQR-2/4Welding Procedure Qualification Record (continued)试验项目及结果Test items and results1.非破坏性试验Non-destructive testing目检Visual射线探伤Radiography超声波探伤Ultrasonic磁粉探
15、伤Magnetic particle渗透探伤Liquid penetrate2.破坏性试验Destructive testing拉伸试验Tensile tests试样Test assembly抗拉强度Tensile strength(N/mm2)屈服强度Yield strength(N/mm2)伸长率Elongation%断面收缩率Reduction of area%断裂位置Locationof rupture试验温度Test temperature横向拉伸1Transverse 1横向拉伸2Transverse 2纵向拉伸Longitudinal /弯曲试验Bend tests角接焊破断试验
16、Fillet weld fracture试样Test assembly压头直径/弯曲角度Former/angle结果Result1. 正弯Face bend2. 正弯 Face bend3.反弯Root bend焊缝断面宏观检验(照片和结果)反弯Root bend纵向弯曲Longitudinal冲击试验Impact tests 试验温度Temp. 要求: Requirement 尺寸: Size 类型: Type 缺口位置Notch location试验值Values(J) 1 2 3平均值Average(J) 备注 Remarks缺口位置Notch location试验值Values(J)1
17、 2 3 平均值Average(J) 备注 Remarks复试 Retest 硬度测试Hardness test测试形式和载荷:Type and load测试位置小示意图Location of hardness measurements(sketch)区域AreaHardness range硬度范围母材Parent material热影响区焊缝Weld 焊接工艺认可试验报告(续) FORM:WPQR-3/4Welding Procedure Qualification Record (continued)附加试验(规范.3款要求):Additional test(s) and result(s
18、) (According to .3 of Rules for Material and Welding) 注: Notes: 1、 如焊条/焊丝最大摆动宽度、焊道清洁方式、脉冲电流特性等 e.g. weaving(max、width of run), method of interpass cleaning, characteristic of pulse current 2、如有必要时 If required 适用Applicable 不适用Inapplicable 下列缩写可用于表格填写: The following abbreviation may be used in this fo
19、rm 焊接方法:Welding process手工电弧焊 SMAW; 埋弧焊 SAW; 金属极气体保护焊 GMAW;钨极气体保护焊 GTAW; 药芯焊丝气体保护焊 FCAW; 气电立焊 EGW 焊接位置:Welding position: 平焊F; 立焊(上行) V(up); 立焊(下行)V(down); 横焊 H; 仰焊 O 电流种类和极性:Type and polarity of current:交流 AC; 直流正接 DCSP; 直流反接 DCRP; 脉冲电流 Pulsed船形角焊: FF ; 平角焊 :FH; 立向上角焊:FVu; 立向下角焊:FVd;仰角焊FO; 兹证明本焊接工艺认可
20、过程和试验结果,符合中国船级社材料与焊接规范。THIS is to certify that the test process and results were found to be in compliance with the relevant requirements of CCS rules for materials and welding.签 名:Signature制造厂代表 日期 Manufacturer _ Date _CCS验船师 日期CCS Surveyor _ Date _附件 FORM:WPQR-4/4Appendix 为了保证焊接工艺认可试验的质量,并使其具有可追溯性
21、,应提交下列文件的复印件(必要时也可进行增减)。 In order to insure the quality of welding procedure test and make it traceable, copies of the documents listed below are to be submitted .(Items in the list may be added or deleted as necessary). 文件清单 List of Documents 序号No. 文 件 名 称Document name 备 注Remarks 1母材质量证明书 Certifica
22、tion of base material 2焊接材料质量证明书 Certification of filler material 3无损检测报告 NDT reports 4试验报告(包括拉伸、弯曲、冲击、硬度等) Test reports (Tensile tests, Bend tests, impact tests, Hardness test, etc.) 5焊缝断面宏观检验报告(照片和结果) Macro examination reports (Photo and result) 6外观检查照片 Photos of weld surface 7力学性能试样照片 Photos of t
23、est pieces 8施焊焊工CCS资格证书(如有时) Welder Certificate issued by CCS( if any) 9焊接参数记录Record of the welding parameters. 10 FORM:WPS-1/2 焊接工艺规程(WPS) Welding Procedure Specification 工作控制号: No. 焊接工艺名称及编号 Name and serial number制造厂名称及地址 Manufactures Name and address适用板材(钢管)规格/材质: Base material range 焊接方法: Weldin
24、g process 单道焊 Single pass 多道焊 Multi pass 组合焊 Multi process 单面焊 One side 双面焊 Double side 背面清根 Back gouging 接头型式: Joint type 焊接位置: Welding position母材级别/交货状态: Parent metal grade /delivery condition) 焊接设备的型号和主要性能参数: Welding equipment母材板厚: Thickness 车间底漆: Shop primer管子外径尺寸:Pipe outside Dia. 气体种类: Gas typ
25、e 坡口设计(草图) Test joint details (sketch with dimensions)焊道布置和焊接顺序(草图) Bead sequence details(sketch)焊接参数 Welding parameters焊道 Run 焊接方法Process 焊材直径Size of filler material(mm) 电流种类和极性Type of current/ Polarity 焊接电流Current (A) 电弧电压Voltage (V) 焊接速度*Travel speed* (cm/min)热输入* Heat input* kJ/cm 气体流量 Gas flow
26、rate(1min) *如有必要时 *If required 焊接工艺规程(WPS)(续) FORM:WPS-2/2 Welding Procedure Specification (continued)焊接材料(型号/规格/等级): Filler material (type /size / grade) 衬垫材料(厂家及型号): Backing(manufacture and type):施焊环境: Welding site conditions 焊前预热温度 Preheat temperature 道间温度 Inter-pass temperature 焊后热处理: Post-weld
27、heat treatment最低值 Min. 最低值Min. 最高值Max. 预热方法: Preheat method其它有关特殊要求*: Other information* *如焊条/焊丝最大摆动宽度、焊道清洁方式、脉冲电流特性等 *e.g. Weaving(max. Width of run), Method of interpass cleaning, characteristic of pulse current etc. 注:Remarks : 下列缩写可用于表格填写: The following abbreviation may be used in this form. 焊接方
28、法:Welding process: 手工电弧焊:SMAW, 埋弧焊:SAW, 金属极气体保护焊:GMAW, 钨极气体保护焊:GTAW, 药芯焊丝气体保护焊:FCAW, 气电立焊:EGW 焊接位置:Welding position 平焊: F; 立焊(上行) V(up); 立焊(下行) V(down); 横焊 H; 仰焊 O 船形角焊: FF ; 平角焊 :FH; 立向上角焊:FVu; 立向下角焊:FVd;仰角焊FO;电流种类和极性:Type of current & Polarity:交流 AC; 直流正接 DCSP; 直流反接 DCRP; 脉冲电流 Plused 适用Applicable 不适用Inapplicable签 名:Signature制造厂代表 日期 Manufacturer _ Date _CCS验船师 日期CCS Surveyor _ Date _
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
