 球团工艺实习报告
球团工艺实习报告

《球团工艺实习报告》由会员分享,可在线阅读,更多相关《球团工艺实习报告(6页珍藏版)》请在装配图网上搜索。
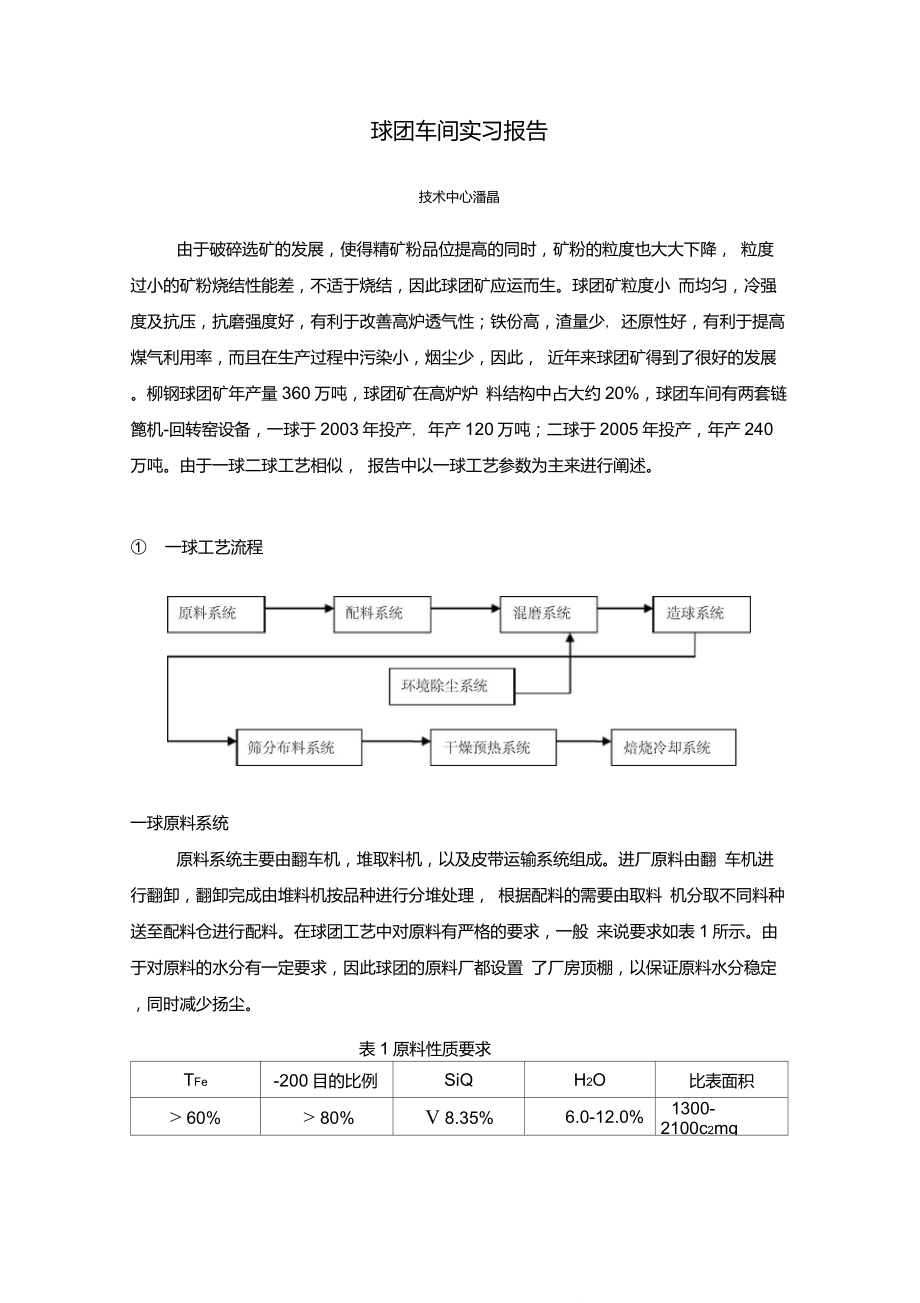
1、球团车间实习报告技术中心潘晶由于破碎选矿的发展,使得精矿粉品位提高的同时,矿粉的粒度也大大下降, 粒度过小的矿粉烧结性能差,不适于烧结,因此球团矿应运而生。球团矿粒度小 而均匀,冷强度及抗压,抗磨强度好,有利于改善高炉透气性;铁份高,渣量少, 还原性好,有利于提高煤气利用率,而且在生产过程中污染小,烟尘少,因此, 近年来球团矿得到了很好的发展。柳钢球团矿年产量360万吨,球团矿在高炉炉 料结构中占大约20%,球团车间有两套链篦机-回转窑设备,一球于2003年投产, 年产120万吨;二球于2005年投产,年产240万吨。由于一球二球工艺相似, 报告中以一球工艺参数为主来进行阐述。 一球工艺流程一
2、球原料系统原料系统主要由翻车机,堆取料机,以及皮带运输系统组成。进厂原料由翻 车机进行翻卸,翻卸完成由堆料机按品种进行分堆处理, 根据配料的需要由取料 机分取不同料种送至配料仓进行配料。在球团工艺中对原料有严格的要求,一般 来说要求如表1所示。由于对原料的水分有一定要求,因此球团的原料厂都设置 了厂房顶棚,以保证原料水分稳定,同时减少扬尘。表1原料性质要求TFe-200目的比例SiQH2O比表面积 60% 80%V 8.35%6.0-12.0%1300-2100c2mg一球配料及混磨系统配料系统主要由配料仓,运输皮带组成。根据配料比将不同原料进行配矿,一球二球的配料比有所不同,如表2所示。膨润
3、土是属于外配范畴,在混磨工艺 阶段之前配入。由于造球对水分有严格要求,在原料进入造球系统前如果原料水 分含量过高则进行干燥处理,干燥设备是圆筒干燥机,物料在圆筒干燥机通过热 风干燥后由辊筛筛出大尺寸杂物,然后进入混磨系统。一球配料及混合工艺流程 如图1所示。混磨系统由强力混合机和磨料机组成,由于一球的工艺要求较二球 较低,因此一般物料经过混合之后直接送至造球料仓,不经磨料处理。表2配料比内配外配俄罗斯精粉塞尔维亚粉国内粉海南矿粉膨润土一球80%8%12%0%2.5%二球63%7%15%15%2.5%图1 一球配料及混料工艺流程2一球造球及筛分系统一球共有5台圆盘造球机,圆盘倾角 45-48度,
4、圆盘转速7-8r/min生球水分 约为10%,生球落下强度为5次/0.5m在生产中,一般开2-3台造球机,其他整 修备用。为了使造球物料均匀和防止圆盘结料,在圆盘上安装有大小刮刀各一个。 一般物料经过干燥后的水分略低于造球适宜水分为最好,因此在造球的成球区加入适宜水分即可很好成球,另一方面,经过干燥后的物料温度提高,水分在生球 迁移较快,造球速度加快,产量提高;但物料温度不宜超过50C,温度过高,水的表面力变小,不利于成球。在造球圆盘中,物料在成球区滴水成球,在雾化 加水区长大,随着水分迁移以及挤压摩擦,生球被压紧而变得致密,由于一球的 雾化加水设备经常被粉末堵塞,因此雾化加水一直停用,也导致
5、了造球有一定时 间的延长。造球目标尺寸为8-16mn,造好的生球经过大球辊筛和小球布料辊筛, 筛除大于16mm以及小于8mm的生球,尺寸合适的生球经梭式布料机和辊式布料 器布入链篦机进行干燥和预热。筛分出的不合格生球经皮带送至造球料仓循环利 用。一球造球及筛分工艺如图2所示。大小刮链篦机小于8mm生球大于16mm生球强力混合机球链篦机预热系统一球链篦机采用的是三室四段式,从机头至机尾分别为预热段(960-1000C), 抽风干燥1段(350-6502),抽风干燥儿段(220-3003),鼓风干燥段(160C)。 其中预热段抽取回转窑的热风进行预热, 预热后废气经过2台回热风机分别送至 抽风干燥
6、I段和鼓风干燥段进行干燥,抽风干燥n段则抽取环冷机n的热风进行 干燥,抽I段,抽n段的废气经除尘后经主抽风机排入大气,鼓干段废气经除尘后经鼓干风机排入大气。具体烟气分配如图3所示。链篦机的主要功能是对生球 进行干燥和预热,以减少生球水分,提高强度,减少因快速升温而造成的爆裂。若不经干燥和预热直接进入焙烧阶段,则水分蒸发耗散大量热量,阻碍Fe3O4和硫化物的的氧化;球层透气性下降,焙烧速度下降,成品求还原性和强度下降, 硫含量升高。鼓风干燥段可以减少料层下部的水分的集中而造成透气性下降和生 球粘结。链篦机各段的废气通过风箱及卸灰阀后经过除尘后排出。其中回热和鼓干除尘为旋风除尘,主抽风为电除尘。一
7、球链篦机主要参数为:尺寸4mx 35m,机速2.5m/min料层厚度170-180mm利用系数1.2t/n2h。来自环冷n段鼓干段抽风干燥I段抽风干燥n段预热段回转窑图3 一球链篦机烟气分配图4图3 一球链篦机烟气分配图#烟囱2#回热1#回热除尘除尘图3 一球链篦机烟气分配图#一球焙烧及冷却系统焙烧系统主要设备是回转窑,一球回转窑的主要参数为:长度33m直径5m, 回转窑焙烧时间30min转速0.75-1.15r/min窑中温度1250C,窑头箱1000C, 窑头压力-11kPa回转窑煤气流量7200n3/h,空气流量13700 m/h。经过干燥预热 后的生球进入回转窑在氧化性气氛中进行焙烧,
8、主要反应有碳酸盐的分解,铁氧化物以及硫化物的氧化,铁氧化物的固相结晶,以及其他固相反应。在回转窑中 的焙烧阶段铁氧化物形成微晶连接桥,晶粒长大;均热阶段晶粒继续长大,消除内应力;在进入环冷阶段后,球团继续氧化,强度提高。由于FmO4在焙烧是放热反应,有利于节省燃料,但以 FesO4为主的物料亲水性差,造球性能差,应该 适当利用造球性能好的褐铁矿。在回转窑中温度不宜过高,过高则球团表面成壳, 6无法扩散至内部,随着温度升高,Fe3O4因再结晶而收缩,从而形成同心裂纹。 另外升温过快,球内外温差大,热应力大,易产生裂纹。回转窑煤气由窑头箱煤 气管鼓入,另外抽取环冷I段热风(约1000C)助燃。链篦
9、机与回转窑的连接部 位有间隙,不利于物料的连续传递,斗式提升机主要功能是将落到间隙的球团矿 重新反倒链篦机再布入回转窑。环冷机分为三段,I段热风直接鼓入窑头箱,n 段(约400C)热风通过主抽风机抽入抽风干燥n段。川段温度过低(50-80C)没有利用价值,直接排入大气。球团在环冷机经过鼓风冷却后由皮带送至成品仓。 一球、二球工艺不同点布料方式二球采用摆式布料器,相比梭式布料器,摆式布料器可操作性更好,不仅可 以根据料面调节两侧料量,而且对于中间部位的停留时间也可以调节, 从而更容 易实现料面的平整。链篦机二球链篦机的尺寸为4mx 60m气流分配也与一球不同,二球链篦机分为鼓 干段,抽干段,预热
10、I段,预热n段。二球鼓干段是抽取环冷川的热风进行干燥, 抽干段抽取预热I和n段热风进行干燥,另外在抽干段和预热段之间还设置热风 炉进行热量补偿,热风炉有 4个烧嘴,热风温度约为350-50C。二球链篦机头 设置了煤气烧嘴补偿热量,强化干燥预热效果。回转窑二球回转窑尺寸为L=45m d=6m 一球传动方式为普通电机传动,二球则为 液压传动,更为温度,急性停开机对设备损害小。此外二球回转窑火焰长度达到 窑中位置,高温区间长,焙烧时间长,球团抗压强度高。混磨系统及环冷机二球原料经过高压辊磨处理后,-200目粒级比例比一球可提高 5%,提高原 料造球性能,生球强度更好。二球混合采用的立式混合机。二球环
11、冷机分为4段, 一球只有3段,二球采用的是齿轮传动,一球采用的是摩擦辊传动。 实习感受与建议在球团车间实习的一个月中,熟悉了主要工艺流程和设备的情况,也了解了 有关的操作方法,但是还是认识到自己对现场生产不够熟悉, 每个设备的具体细 节还不够了解,希望在以后的工作中继续学习和积累。基于我对球团车间的了解, 我有如下几点不成熟的建议:1. 圆盘造球机在长大区恢复使用雾化加水的方法,以缩短造球时间,增大产量,适当提高雾化水的压力,以避免雾化喷水器的堵塞。2. 适当提高圆盘造球机加水管水温,水的粘性力减小,迁移加快,造球时间缩 短。3. 柳钢球团MgO含量约为0.5%可适当提高球团矿 MgO含量,可以改善球团 矿的高温性能,提高软熔和滴熔温度,有利于高炉顺行。最后,在此我想感谢烧结厂有关领导和球团车间的技术员和操作人员对我的 帮助和关心,感谢技术中有关领导的关心以及王工的安排。报告人:潘晶单位:技术中心时间:2012-11-286
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
