 PD5-2车用纤维环缠绕气瓶检验质量控制
PD5-2车用纤维环缠绕气瓶检验质量控制

《PD5-2车用纤维环缠绕气瓶检验质量控制》由会员分享,可在线阅读,更多相关《PD5-2车用纤维环缠绕气瓶检验质量控制(10页珍藏版)》请在装配图网上搜索。
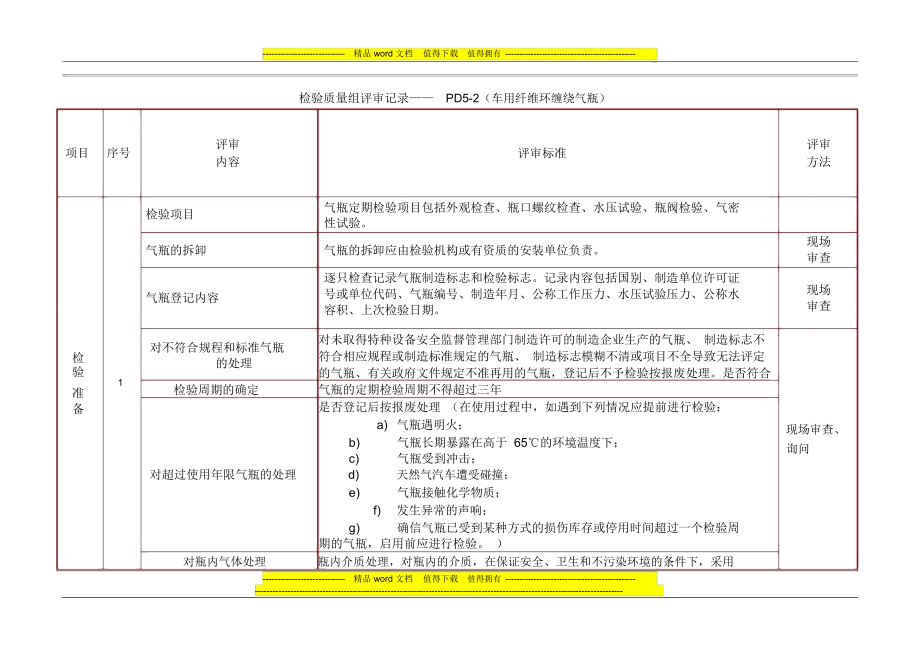
1、-精品 word 文档值得下载值得拥有 -检验质量组评审记录PD5-2(车用纤维环缠绕气瓶)项目序号检验1准备评审内容检验项目气瓶的拆卸气瓶登记内容对不符合规程和标准气瓶的处理检验周期的确定评审标准气瓶定期检验项目包括外观检查、瓶口螺纹检查、水压试验、瓶阀检验、气密性试验。气瓶的拆卸应由检验机构或有资质的安装单位负责。逐只检查记录气瓶制造标志和检验标志。记录内容包括国别、制造单位许可证号或单位代码、气瓶编号、制造年月、公称工作压力、水压试验压力、公称水容积、上次检验日期。对未取得特种设备安全监督管理部门制造许可的制造企业生产的气瓶、 制造标志不符合相应规程或制造标准规定的气瓶、 制造标志模糊不
2、清或项目不全导致无法评定的气瓶、有关政府文件规定不准再用的气瓶,登记后不予检验按报废处理。是否符合 气瓶的定期检验周期不得超过三年是否登记后按报废处理 (在使用过程中,如遇到下列情况应提前进行检验:a) 气瓶遇明火;评审方法现场审查现场审查现场审查、b) 气瓶长期暴露在高于 65的环境温度下;c) 气瓶受到冲击;对超过使用年限气瓶的处理d)天然气汽车遭受碰撞;e) 气瓶接触化学物质;f) 发生异常的声响;g) 确信气瓶已受到某种方式的损伤库存或停用时间超过一个检验周期的气瓶,启用前应进行检验。 )对瓶内气体处理瓶内介质处理,对瓶内的介质,在保证安全、卫生和不污染环境的条件下,采用-精品 wor
3、d 文档值得下载值得拥有 -询问-精品 word 文档值得下载值得拥有 -对瓶阀处理内外表面处理效果外观检验损伤的证据2与评定适当的方法(如抽真空或氮气置换等)将气体排净。是否采用与介质相适应的方法保证安全、卫生和不污染环境瓶阀拆卸与表面清理确认瓶内压力与大气压力一致时,由检验机构负责拆下瓶阀。对于瓶阀无法开启或拆下的气瓶,应与待检瓶分别存放以待另行妥善处理。是否有处理方法和手段是否能够用不损伤瓶体金属以及缠绕层树脂和纤维的适当方法,将气瓶内外表面的污垢、腐蚀产物、 沾染物等有碍外观检查的杂物以及外表面的疏松涂敷物清除现场审查干净。外观检查气瓶表面是确定气瓶损伤的主要方式。可能引起损伤的证据有
4、如下各点:腐蚀划伤擦伤凿伤纤维暴露凹坑凸起破裂材料损失气瓶表面褪色(积碳、碳化、化学品浸伤等)暴露于热环境的痕迹冲击或事故表面材料的损-精品 word 文档值得下载值得拥有 -精品 word 文档值得下载值得拥有 -损伤级别缠绕层划伤、擦伤和凿伤磨损外观检验2与冲击损伤评定无损伤或一级损伤不要求修复,可继续使用。二级损伤可修复或报废。三级损伤不能修复,三级损伤的气瓶必须报废。能否准确判定缺陷种类及掌握合格标准不管其长度、数量或方向,深度小于 0.25 mm 的损伤都判定为一级损伤并可以验收。大于或等于 0.25 mm深度的损伤判定为二级或三级损伤。 当深度超过 1.25 mm,应判定为三级损伤
5、。在一级和三级之间的损伤由检验人员判定合格或不合格。损伤深度超过 0.25 mm 的划伤或凿伤的二级损伤可以在制造厂的指导下进行修复。深度大于 1.25mm的磨损应判定为三级损伤。 二级损伤可以在制造厂的指导下进行修复。冲击损伤可能引起断裂及缠绕层分层。与冲击载荷有关的表面损伤有凹痕、划伤、凿伤、刮伤、擦伤、剥落、刺穿、纤维断裂、纤维松动、树脂开裂、变色或外形改变等。有上述各种损伤迹象时应对气瓶表面进行仔细检查。应对已知的受冲击区域及已检测到表面损伤的区域进行检查, 以确定内壁是否受到损伤。内壁损伤的证据包含气瓶表面的永久变形,凹痕是严重内损伤的证据。出现这种类型损伤的气瓶要仔细检查,并判定是
6、属于二级或三级损伤。气瓶壁的任何凸起都判定为三级损伤。气瓶颜色出现局部变化。受到冲击的气瓶表面常常出现颜色局部变化。这种变化是由于缠绕层材料的分层、裂纹或开裂、或外部涂层的划伤所导致的颜色变化造成的。出现这类迹象的每个区域都应仔细检查,并判定是属于二级或三级损伤。气瓶局部表面开裂。受到冲击的气瓶可能会在缠绕层材料表面出现圆形、椭圆形或线形的开裂。这种开裂也会导致颜色变化。出现这类损伤的每个区域都应仔细检查,并判定是属于二级或三级损伤。可用硬币敲击来测试气瓶所受到的冲击损伤。使用一元硬币来测试可能受冲击损伤的部位,用手夹住硬币,用硬币边缘敲击缠绕层表面,仔细听所发出的声现场审查、询问现场审查、询
7、问-精品 word 文档值得下载值得拥有 -精品 word 文档值得下载值得拥有 -音。有冲击损伤的部位发出的声音与没有损伤的部位发出的声音会有明显的不同。气瓶因火烧或过热引起的严重损伤会使其外表面显现出脱色、变黑、碳化或积碳,甚至会失去树脂,引起缠绕气瓶的纤维松散。也会造成阀座烧熔或变形。烧损和严重热损伤轻微的火烧和热作用可能使涂层、标签碳化、脱色。出现了火烧痕迹或过热现象的气瓶应判定为三级损伤。能否准确判定缺陷种类、掌握测量方法及合格标准出现气瓶壁气体泄漏的气瓶应判定为不合格。气体泄漏能否准确判定缺陷种类、掌握测量方法及合格标准化学品浸蚀造成气瓶表面损伤。这种损伤包括腐蚀、脱色、蚀点、凹点
8、、斑点、膨胀、软化、应力腐蚀裂纹和树脂脱落。严重时,缠绕气瓶会出现纤维断裂或者松散。化学品的浸蚀当确认气瓶所沾染的已知化学品不会对气瓶造成损害时,应判定为一级损伤。由化学品浸蚀缠绕气瓶所引起的斑点、膨胀、软化、树脂脱落、纤维松散或断裂都属于三级损伤。气瓶的金属部份由于化学品浸蚀出现凹点、腐蚀及氧化应现场审查、按表 1 进行评定。询问气瓶长时间暴露在阳光、雨水和大气环境下,外部涂层会老化,其结果会引起外表面涂层变色退化。如果没有发生金属表面的腐蚀、或缠绕层纤维断裂、溃散,可以判定为一级或二级损伤。在完成了检验程序之后,属于二级损伤的表自然老化面应按规定的方法进行涂层修复。禁止使用电动刷子、喷砂或
9、喷丸处理、电动抛光机、砂轮或化学脱层剂处理缠绕气瓶的表面。如果只是要消除松散和变质的表面涂层或只是打光表面,可用细砂纸打磨。概述金属金属表面的腐蚀是指由于强酸或碱性的化学作用而引起气瓶壁厚的减小。以下部分是不同类型腐蚀的描述:腐蚀点腐蚀点腐蚀是在很小的面积上减小壁厚。孤立的小尺寸的凹点不会对气瓶有很大损-精品 word 文档值得下载值得拥有 -精品 word 文档值得下载值得拥有 -内部检查与评定瓶口检查瓶口螺纹3检查条件4瓶口螺纹检查与评定48.2瓶口螺纹的修复伤,应按如下标准评定:剩余壁厚大于等于设计壁厚的孤立的凹点属于一级损伤,剩余壁厚小于设计壁厚的凹点属于三级损伤。 线腐蚀在腐蚀形成连
10、续的状态或者当凹点相连成一条窄条或一条线,则称作线腐蚀。线腐蚀要比孤立的点腐蚀情况严重,并且可能发生在气瓶的任何位置上,应按如下标准评定: 腐蚀处剩余壁厚小于设计壁厚或腐蚀长度大于等于 100mm,应判定为三级损伤。面腐蚀面腐蚀是出现在气瓶比较大的表面区域上的腐蚀,它会减小气瓶的结构强度,应按如下标准评定:腐蚀处剩余壁厚小于设计壁厚或腐蚀面积大于等于外表面的 25%时,则属于三级损伤。缠绕层下的金属腐蚀在缠绕层材料与金属边界上的形成的线状腐蚀,如有三级损伤特征应判定为三级损伤。7.1 逐只检查复合气瓶内部对安全使用有影响的缺陷,凡属下列情况之一的受检瓶,按报废处理:a) 在内表面有裂纹的复合气
11、瓶;b)在内部有线性变形的复合气瓶;现场审查c) 点腐蚀凹坑的估计深度大于 0.7 mm 的复合气瓶;d) 线状腐蚀凹坑的估计深度大于 0.5 mm 的复合气瓶;e) 分散性点腐蚀凹坑的估计深度大于 0.5 mm 的复合气瓶。用目测或低倍放大镜逐只检查螺纹有无裂纹、变形、腐蚀或其他机械损伤。瓶口螺纹不得有裂纹性缺陷,但允许瓶口螺纹有不影响使用的轻微损伤,即允许有不超过 2 牙的缺口,且缺口长度不超过圆周的1/6 ,缺口深度不超过牙高的1/3 。能否准确判定缺陷种类及掌握合格标准对于瓶口锥螺纹的轻度腐蚀、磨损或其他损伤,可用符合GB/T 10878 规定的丝-精品 word 文档值得下载值得拥有
12、 -精品 word 文档值得下载值得拥有 -修复锥修复。修复后用符合GB/T 8336 的量规检验,检验结果不符合GB 8335 时,该气瓶应报废。对于直螺纹的轻度腐蚀、 磨损或其他损伤可用符合其相应标准的丝锥进行修复。修复后用符合其相应标准的量规检验,检验结果不符合要求时,该气瓶应报废。所采用的试验方法是否符合 GB/T9251的规定9.1待试瓶注满水后应在试验装置的室内静置8 小时以上。试验前应用橡胶锤现场审查校准系统水压试验对水温测量或容积残7检验现场水质状况余变形率待试瓶状态测定对试验压力、保压时间的控制试验操作过程内部8干燥温度的控制干燥轻击待试瓶瓶体,排尽附着于瓶内壁的气泡,并用水
13、注满。9.2待试瓶应逐只按GB/T9251的要求进行外测法水压试验。能否有标准瓶,是否每班校准系统能否准确测量及掌握合格标准是否是洁净的淡水;对于氧化性介质要严禁受到油脂污染是否内外表面清洁,无任何附加物,静置8h 以上,无气泡是否能有效控制试验压力和保压时间保压时间不得少于2min操作是否简洁,数据读取是否准确,能否正确计算及掌握合格标准是否控制干燥方法与要求经水压试验合格的气瓶,必须逐只进行内部干燥。将瓶口朝下倒立一段时间,待瓶内残留的水沥净,然后采用干燥空气吹扫、内加温或其他适当的方法进行内部干燥。内部干燥时,温度应不超过65;时间应足够长以保证瓶内完全干燥。干燥状况检查借助内窥镜或小灯
14、泡观察瓶内干燥状况,如内壁已全面呈干燥状态, 便可安装瓶查看记录现场审查、询问现场审查、询问现场审查现场审查、询问-精品 word 文档值得下载值得拥有 -精品 word 文档值得下载值得拥有 -阀。对干燥效果的是否进行了检查并掌握合格标准(内壁呈全面干燥状态)检查检验条件单独(不得在对气瓶做气密性试验的同时)进行瓶阀检验与装配应逐只对瓶阀进行检验、清洗,保证开闭自如、不得泄漏。阀体和其他部件 ( 爆破片和易熔塞等 ) 应完整,不得有严重变形,螺纹不得有严瓶阀检验与装配重损伤,其要求可参照 7.2 条的规定。瓶阀应装配牢固并应保证其与瓶口连接的有效螺纹牙数和密封性能,其外露螺纹数不得少于 12
15、 牙。扳紧扭矩为 200Nm300Nm。能否准确判定缺陷种类及掌握合格标准(无严重变形,螺纹无严重损伤)瓶与瓶口连接的螺纹由于跌落、撞击等造成螺纹变形,应使用符合GB/T970.1 的阀对采用目视或采用放大镜检M18 1.5-6h 圆板牙对瓶阀螺纹进行修复, 然后用符合 GB/T3934的 M18 1.5-6h检螺纹环规检验。对于其它规格的螺纹应用符合相应标准的圆板牙和螺纹环规进行9查螺纹缺陷的判定验修复和检验。检验结果不合格时该瓶阀应报废。与能否准确判定缺陷种类及掌握合格标准装对采用量规检查螺纹缺陷的能否正确使用工具、掌握测量方法及合格标准(量规1.5mm)配判定瓶阀气密试验状态在装配瓶阀之
16、前,应按 GB 15382的要求对瓶阀进行气密性试验。试验操作过程操作是否简便,确定瓶阀的试验压力是否正确(为气瓶公称工作压力)及是否掌握试验合格标准(无泄露)当瓶阀损坏时,应更换新的瓶阀。如需更换密封件等易损部件,必须得到瓶阀制造厂的书面授权且在其指导下进行。 更换的瓶阀,应选用与原瓶阀同一制造瓶阀装配单位、同一型号的新瓶阀。或向气瓶制造厂咨询,选用已通过阀门型式试验以及该型号气瓶型式试验(火烧试验)的合格阀门。是否牢固,能否保证有效螺纹牙数和密封性能-精品 word 文档值得下载值得拥有 -精品 word 文档值得下载值得拥有 -气密10性试验10检验后11工作待试瓶状态介质条件所采用的试
17、验方法对试验压力、保压时间的控制气瓶试验状态试验操作过程对试验过程特殊情况的处理检验标志检验记录报废处理微机管理总检是否是经外观复检和水压试验合格的气瓶是否采用浸水法是否能有效控制试验压力和保压时间 (应用浸水法进行气密性试验。 气瓶浸水保压时间 2 min ,保压期间不应有泄漏现象。 )是否达到水面下5cm以下操作是否简便并掌握合格标准(无渗漏、明显变形或保压期间压力表不下降)是否掌握规定要求和后续处理程序(瓶与阀连接处泄漏)定期检验合格的气瓶应按 气瓶安全监察规程 的规定打上检验标记或粘贴检验标签。记录的格式、内容、项目、结论、人员签字及处理结果是否符合要求报废气瓶由检验单位负责销毁, 销
18、毁方式为压扁或锯切并填写 气瓶报废通知书通知气瓶产权单位。是否是压扁或锯切;报废处理的审批执行程序是否符合要求能否及时出具检验报告并上传相关数据内容、规定程序、人员签字手续、检验问题解决程序等项目均应有据可查现场审查、询问现场审查、询问-精品 word 文档值得下载值得拥有 -精品 word 文档值得下载值得拥有 -检验工艺人员能力检验设备试检或已检验气瓶检验质量综合评定12检验工艺内容检验员技术、业务水平的体现13执行检验工艺情况检验员到岗到位14设备能力可追踪性检验项目检验标志总体外观15检验记录检验报告微机管理是否符合国家标准抽查检验工艺是否掌握检验工作的内容及要求、能否熟练地使用检验工
19、具、准确判定、正确现场审查、计算并掌握后续处理程序询问是否严格执行规定的检验工艺是否填写了工作见证并履行签字手续现场审查是否能够满足检验项目的要求瓶与检验工作见证能否一一对应项目是否完整、数据是否准确、判定依据是否符合标准、判定结论是否正确、处理程序是否符合要求是否齐全、准确、清晰是否符合标准规定的要求查看记录检验人员应将气瓶检验与评定结果填入气瓶定期检验与评定报告(见附录 A, 现场审查、资料性附录)。询问、记录格式、内容、项目、结论、人员签字及处理结果是否符合要求报告格式、内容、项目、结论、人员签字及处理结果是否符合要求(检验报告交产权单位存档。气瓶检验报告至少应包括以下内容:1 产权单位名称2 制造单位和气瓶充装注册登记号3 检验钢印代号 4 检验结果 5 下次检验日期。查看微机管数据录入是否及时,填写是否准确,数据交换是否及时理系统-精品 word 文档值得下载值得拥有 -精品 word 文档值得下载值得拥有 -现场审查、综合评定检验质量是否满足要求;检验工作见证是否完整;人员是否到位。询问、查看记录-精品 word 文档值得下载值得拥有 -
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
