 冲压检验员测试试题库
冲压检验员测试试题库

《冲压检验员测试试题库》由会员分享,可在线阅读,更多相关《冲压检验员测试试题库(12页珍藏版)》请在装配图网上搜索。
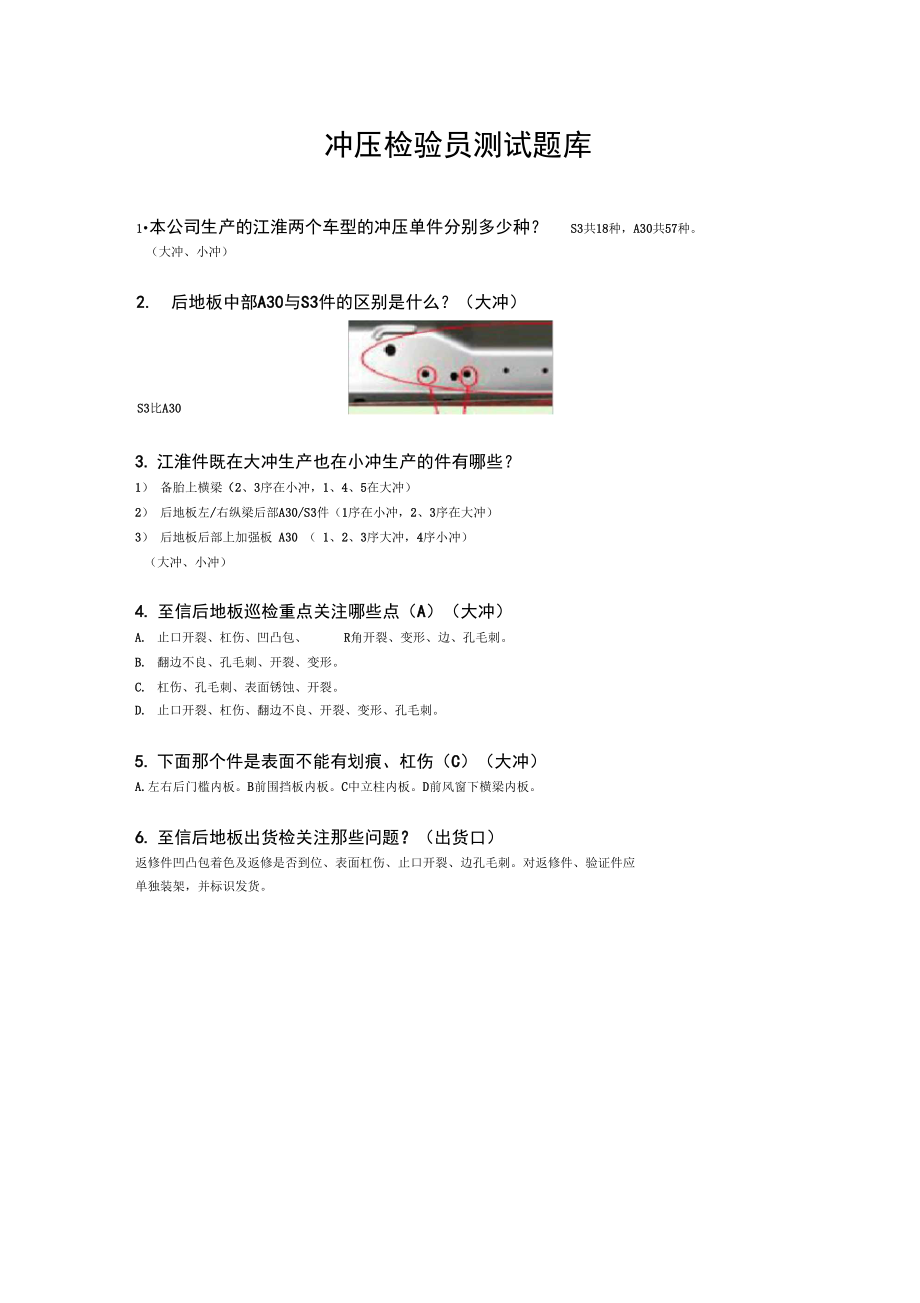
1、冲压检验员测试题库1本公司生产的江淮两个车型的冲压单件分别多少种?S3共18种,A30共57种。(大冲、小冲)2. 后地板中部A30与S3件的区别是什么?(大冲)S3比A30多2个孔共17孔。3. 江淮件既在大冲生产也在小冲生产的件有哪些?1) 备胎上横梁(2、3序在小冲,1、4、5在大冲)2) 后地板左/右纵梁后部A30/S3件(1序在小冲,2、3序在大冲)3) 后地板后部上加强板 A30 ( 1、2、3序大冲,4序小冲)(大冲、小冲)4. 至信后地板巡检重点关注哪些点(A)(大冲)A. 止口开裂、杠伤、凹凸包、R角开裂、变形、边、孔毛刺。B. 翻边不良、孔毛刺、开裂、变形。C. 杠伤、孔毛
2、刺、表面锈蚀、开裂。D. 止口开裂、杠伤、翻边不良、开裂、变形、孔毛刺。5. 下面那个件是表面不能有划痕、杠伤(C)(大冲)A.左右后门槛内板。B前围挡板内板。C中立柱内板。D前风窗下横梁内板。6. 至信后地板出货检关注那些问题?(出货口)返修件凹凸包着色及返修是否到位、表面杠伤、止口开裂、边孔毛刺。对返修件、验证件应 单独装架,并标识发货。7. 前门外蒙皮上加强件孔、边毛刺重点关注那几个孔?(小冲、出货) 巡检抽检(加大频次)及生产员工自检主副定位孔是否偏孔(可上检具) ,发现偏孔严重进 行隔离报废。杜绝流入出货及厂家,出货检验进行抽检,发现问题及时拒绝发货,退回生产, 由生产安排人全检。9
3、. 江淮件后副车架安装板(744)检验重点关注问题?(小冲)R角环形暗伤,工人刷油频次及刷油是否到位,加大抽检力度。四处开裂,1处易缺料重点关注。10. 至信件前壁板支撑横梁下侧板重点关注那些问题?(大冲、小冲、出货)11. 至信件A柱下加强件重点关注那些问题?(大冲、出货)va3处开裂,边易杠伤。12. 控制箱安装支座加强件重点关注那些问题?(大冲、出货)13前横梁中加强件重点关注那些问题?(小冲、出货)3个凸焊螺母孔孔毛刺,出货检边易缺料。孔毛刺堵孔、缺料、孔易偏。14.前支柱内板加强件(左/右)重点关注那些问题?(大冲、出货)左边易变形,黄线处易开裂。15.转向机安装支架(左/右)重点关
4、注那些问题?(小冲、出货)两端易开裂。16顶盖前撑条重点关注那些问题?(小冲、出货)易堵孔。且孔毛刺17.后纵梁(左/右)重点关注那些问题?(大冲、出货)翻边开裂、严重拉毛。18.备胎上横梁重点关注那些问题?(大冲)该件1序易开裂、暗伤,2、3序在小冲D线易出现杠伤,废料要及时清理。 4、5序孔、边毛刺较大需模修及时保养。19. 后地板左/右纵梁后部重点关注那些问题?(小冲、大冲)至焊点无效,左右易放反,员工重点关注。该件易出现缺料,导致焊装骑边焊甚卄裁关注暗伤、边毛刺。20. 后地板后部重点关注那些问题?(大冲)1)暗伤、开裂.2)止口开裂.3) 杠伤、凸包.4)翻边拉毛缺料。21. 后地板
5、中部加强板重点关注那些问题?(大冲)22. 左/右后地板轮罩连接板重点关注那些问题?(小冲)翻边毛刺、翻边开裂,边孔毛刺。23. 备胎上横梁左/右连接板重点关注那些问题?(小冲)具,孔毛刺也需关注。切边毛刺较大,使型面不能贴合,打出件不符检24. 左右后门槛內板(A30/S3)重点关注那些问题?(大冲)边毛刺及侧孔毛刺。25后地板后部上加强板重点关注那些问题?(大冲)暗伤、开裂、起皱严重26.左/右侧围后上内板重点关注那些问题?(出货检)变形。中间方孔搭接面零毛刺,边毛刺也要注意,此件易27.A30后地板横梁重点关注那些问题?(大冲)重点关注1序暗伤、关注边毛刺和扛伤。开裂。2/3/4序28.
6、 后地板前部下加强板重点关注那些问题?(大冲)注虽酸边幵製、拉毛0.3mm。注意切边毛刺,翻边拉毛开裂,孔毛刺29. 大洋产品前围下横梁有几种状态产品(C)(大冲、出货)A.1种 B.2 种 C.3 种 D.4 种30. 大洋产品前围下横梁有几种状态的区别?(大冲、出货)K车两种,主要区别在于中间两孔,有孔为N944状态,无孔为普通状态,N02L状态比K车小,材料尺寸也小,无中间孔。31. 大冲多少机台,小冲多少机台含D线(A)A.12 和 21B.12 和 17C.11 和 20D.11 和 2132. 只有在通过后(C)才能进行正式批量生产。A.进货检验B 过程检验C.首件检验D 自检33
7、. 对纠正措施的正确理解应是:(C)A 把不合格品返工成为合格品采取的措施B 把不合格品降级使用而采取的措施C.为消除已发现的不合格原因而采取的措施D 为消除已发现的不合格品而采取的措施34. 如何对待不合格品返工返修后检验问题,正确的做法是。(D)A 不合格品返工后仍不合格,所以不需重新进行检验B 不合格品返工后成了合格品,所以不需要再进行检验C.返修后还是不合格品,所以不需要重新进行检验D 返工后不管是否合格都需要重新进行检验确认35. 常见的拉延件缺陷有:暗伤、开裂、起皱、拉毛、叠料36. 让步接收后的物料是合格物料。(X )37. 质量异常时就交领导分析解决。(X )38. 首检记录只
8、需要检验员签字就可以了。( X )39. 冲孔、落料、切边、整形、翻边都属于分离工序。(X )40. 凸凹模R角半径过小有可能导致开裂( V)41. 发现加工产品不符合工艺要求或违反操作规程,检验员有权向操 作者指出,予以纠正,如操作者对存在问题不作改正,检验员应向质 量部和所在车间领导直至厂领导反映。(V)42. 质量记录有便于质量追溯和明确质量责任的作用。(V)43. 流程性产品、破坏性检验、过程不稳定、检验成本昂贵,适宜用 抽样检验。(V)44. 冲压检验员应具备的职业素养:严谨、细腻、责任45. 冲压工艺方法概括起来可以分成两大类:分离工序、成形工序。46. 冲压检验常用的工具:直尺、
9、塞尺、游标卡尺。47. 边毛刺产生的原因:刀口钝化、刀口损坏、间隙太小、间隙太大、 刃口强度低。48. 分离工序是在冲压过程中使冲压件与坯料沿一定的轮廓线相互分离,同时冲压件分离断面的质量也要满足一定的要求。(V)49. 成形工序是使冲压坯料在不破坏的条件下发生塑性变形,并转化 成所要求的成品形状,同时也应满足尺寸公差等方面的要求 。(50. A级缺陷是用户不能接受的缺陷,超出规定很大偏差,有A类缺 陷的必须返工,必要时报废。(V)51. 冲压件等级划分依据其在产品中的安装位置及装饰价值要求划分 不同等级,请详述冲压件等级是如何划分的?A级:安装在产品的特别重要明显部位,且装饰价值要求较高的冲压件。B级:安装在产品的重要明显部位,且装饰价值要求较高的冲压件C级:安装在产品的可见或不可见部位,且装饰价值要求不高的冲压件。D级:安装在产品的不可见部位,且无装饰价值要求的冲压件。52. 前风窗下横梁内板(切割件)重点关注什么问题?向距离3mm。(实际缺料按缺料封样件对比)53. 左右后侧围内板存在几种状态产品?(B )A.1种 B.2 种 C.3 种 D.4 种
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
