 硬度计培训教材
硬度计培训教材

《硬度计培训教材》由会员分享,可在线阅读,更多相关《硬度计培训教材(6页珍藏版)》请在装配图网上搜索。
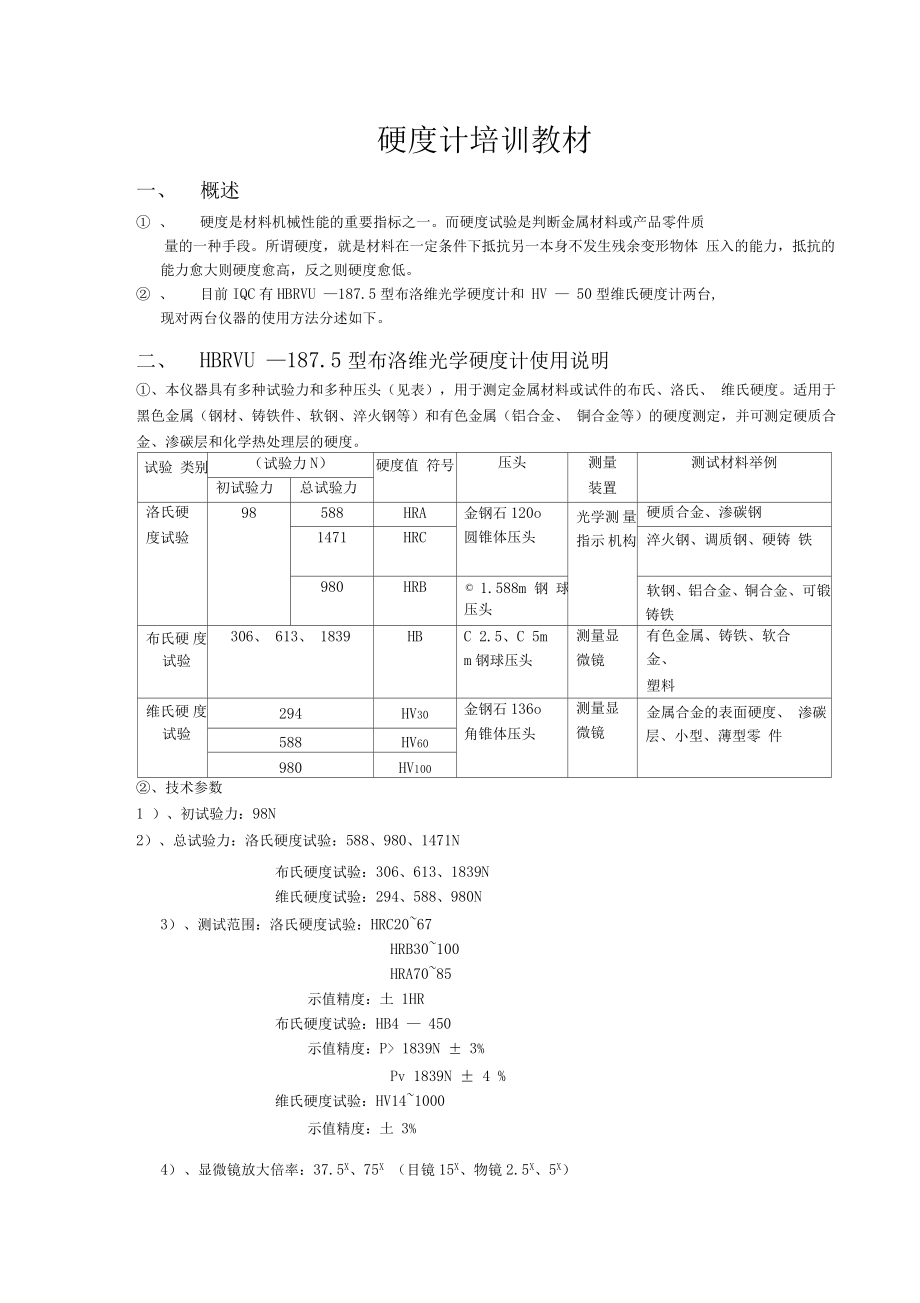
1、硬度计培训教材一、概述 、硬度是材料机械性能的重要指标之一。而硬度试验是判断金属材料或产品零件质量的一种手段。所谓硬度,就是材料在一定条件下抵抗另一本身不发生残余变形物体 压入的能力,抵抗的能力愈大则硬度愈高,反之则硬度愈低。 、目前IQC有HBRVU 187.5型布洛维光学硬度计和 HV 50型维氏硬度计两台,现对两台仪器的使用方法分述如下。二、HBRVU 187.5型布洛维光学硬度计使用说明、本仪器具有多种试验力和多种压头(见表),用于测定金属材料或试件的布氏、洛氏、 维氏硬度。适用于黑色金属(钢材、铸铁件、软钢、淬火钢等)和有色金属(铝合金、 铜合金等)的硬度测定,并可测定硬质合金、渗碳
2、层和化学热处理层的硬度。试验 类别(试验力N)硬度值 符号压头测量装置测试材料举例初试验力总试验力洛氏硬度试验98588HRA金钢石120o圆锥体压头光学测 量指示 机构硬质合金、渗碳钢1471HRC淬火钢、调质钢、硬铸 铁980HRB 1.588m 钢 球压头软钢、铝合金、铜合金、 可锻铸铁布氏硬 度试验306、 613、 1839HBC 2.5、C 5mm钢球压头测量显微镜有色金属、铸铁、软合金、塑料维氏硬 度试验294HV30金钢石136o角锥体压头测量显微镜金属合金的表面硬度、 渗碳层、小型、薄型零 件588HV60980HV100、技术参数1 )、初试验力:98N2)、总试验力:洛氏
3、硬度试验:588、980、1471N布氏硬度试验:306、613、1839N维氏硬度试验:294、588、980N3)、测试范围:洛氏硬度试验:HRC2067HRB30100HRA7085示值精度:土 1HR布氏硬度试验:HB4 450示值精度:P 1839N 3%Pv 1839N 4 %维氏硬度试验:HV141000示值精度:土 3%4)、显微镜放大倍率:37.5X、75X (目镜15X、物镜2.5X、5X)5)、测微鼓轮最小分度值:37.5 X时为0.004mm 75X时为0.002mm6)、试件最大高度: 180mm7)、压头中心至机体最大距离: 200mm8)、电源电压: AC220V
4、9)、外形尺寸: 560X260X760mm10)、重量: 90kg 、操做步骤(洛氏)试验前的准备工作:1)、接通电源,根据试验方法,开启开关。2)、被测试件的表面应平整光洁,不得带有污物、裂缝、凹坑等显著的加工痕迹。试 件的支承面和试台也应清洁,保证良好的密合,试件的最小厚度与硬度之间的关系见 仪器使用说明书表 2、表 3、表 4。3)、根据试件的形状,选用合适的试台。若试件异样,本硬度计所附的试台下能满足 要求,则应根据试件的几何形状,自行设计制造专用试台。4)、将硬度计的加卸试验力手柄按逆时针方向拉向前方,使试验力处于卸荷状态。试验步骤:1)根据硬度试验方法,选择压头将压头柄插入测杆轴
5、孔中,轻微拧动固定螺钉。2)根据硬度试验方法,选择总试验力,顺时针转动变试验力手轮,使所需总试验力 数字对应于固定刻线。注:当使用294N总试验力时,应打开后盖,取下“ 0”号小砝码,在选用其余各级总 试验力时,该小砝码仍放原来位置。3)将试件稳妥地放置在试台上,然后转动升降丝杆的旋轮,使升降丝杆上升,当试 件与压头接触,投影标尺应上升,最后使标尺基线与投影屏固定标线接近重合, 可相差5 个分度值,停止上升。4)用微调旋钮调整零位,使标尺基线与投影屏完全重合。若旋钮已转到极限位置, 两线仍不能重合,则应卸去总试验力,并将微调旋钮转至中间位置,在试件上另 选点重复上述操作。5)将加卸力试验手柄以
6、顺时针方向推向前,在加试验力过程中,投影屏上显示出来 的标尺刻线由上而下地移动,直至标尺停止下降,开始计算保荷时间。待保荷时 间到,再扳动手柄到原位,保持初试验力。6)在保持初试验力的情况下,根据投影屏上指示标尺刻线于固定标尺线的读数值即 是被测试件的洛氏硬度值。读取硬度值后即可下降丝杆,卸除初试验力,使试件 脱离压头,移动一个位置重复上述试验。注意事项:1)、每个试件上的试验次数不得少于三次,第一次值不予采用,后两次的均值作为测 试结果。2)、试件上压痕中心距试件边缘距离不得小于 3MM相邻两压痕之间距离也不得小于 3MM。3)、如测量圆柱表面,还应在测试值上再加上仪器使用说明书规定的修正量
7、。4)、测量大型工件时,注意轻拿轻放,防止损坏测头。5)、测试结束后应填写好仪器使用记录表。 、操作步骤(布氏、维氏)布氏、维氏硬度试验根据以上步骤完成之后,还需将上溜板与试件一起移至显微镜下, 逐步微量上升丝杆,对准焦距,使压痕成像清晰,测量压痕直径工压痕对角线的长度, 然后查附表得到布氏或维氏硬度值。测量显微镜的安装 具有内照明系统的测量显微镜安装在机体左边的夹头上,借其与溜板试台的配合,可 以测试金属材料的布氏和维氏硬度。1)在进行布氏、维氏硬度试验时,可先将溜板试台安装在升降丝杆的轴孔中,并用 螺母把其固定。2)显微镜应垂直固定在夹头上,并装好布氏测试用的外照明灯罩。3)用插头接通电源
8、,灯插座在机体左边插座上。4) 根据试验方法选择装好物镜,一般布氏硬度试验2.5 x物镜,维氏硬度试验用 5 物镜。5)在标准试块上逐次打上几个压痕,将上溜板移至显微镜下寻找压痕。溜板可以升 降丝杆轴孔为中心作圆转动,并上下仔细调节,对准焦距,直到压痕处于视场中 心,然后用螺母并紧,准备完毕待试验。测量显微镜对压痕的计算方法如下(维氏) :L=n.l式中:L 压痕直径或对角线长度(微米)n压痕测量所得格数(即第一次读数与第二次读数之差)l 测量显微镜鼓轮最小分度值用2.5 X物镜时为0.004毫米用5X物镜时为0.002微米例:用5X物镜测量在294N总试验力下测得的维氏压痕即此压痕 L=n.
9、l=(400-221)x0.002=0.358 毫米查附表得 HV30/434 若做布氏硬度试验 , 计算方法相同。三、HV-50型维氏硬度计使用说明1测试前的准备工作1.1 试件的制备(1) 试件表面应平坦光滑 , 不应有其它杂物、氧化物、油污、锈迹等。( 2)试件支承面应清洁,无污物。(3)试件制作时一般用细号纱纸小心磨光或研光,以免试件表面硬度发生变化。1.2 光学测微仪精度的检查:当分划板刻线与指示板刻线重合时,螺旋百分筒应对零。1.3 试台的选择:试台必须能保证试件平稳地置放其上,并须保证待测表面与压头垂 直。1.4 试验力的选择(1)根据试件的厚度选择试验力,参见相关使用说明书。(
10、2)当试件表面和内部组织不同是时(渗碳、渗氮)的试验力选择,参见相关使用说明书。2. 测试程序2.1预载:转动转动头座,使压头转到试台中心位置,然后将试件平稳放置试台上, 旋转升降手轮开启试台,至试件与保护套接触为止(轻力转不动手轮为止)2.2加载:向前缓慢拉动载荷手柄,至其可自动向前滑动时松手(自动加载),此时红色指示灯燃亮,并须保持灯燃亮2-8秒。2.3卸载:向后扳回载荷手柄后降下试台逆时针转动转动头座,使物镜对准压痕位置后,调节试台高度直至可从目镜内看到清晰的压痕为止。2.4测量压痕:参见相关使用说明书2.5换算硬度值:根据已得出的压痕对角线的长度和所用试验力查维氏硬度值换算表得 出硬度
11、值,即为测试结果。3 .注意事项3.1应谨慎使用和妥善保管光学测微仪,当发现视场有污垢时,应用清洁的亚麻布擦 拭目镜用物镜,以保证能清晰地观察压痕。3.2每次测试前,均必须用标准维氏硬度块来检验。3.3物镜的选择:压痕对角线在 1mm内时,用10倍物镜。大于1mm寸用4倍物镜,最 好不测量大于2mm勺压痕对角线。3.4在试件上两压痕中心距及压痕中心至试件边缘的距离,均不得小于2.5倍压痕对角线长度。3.5当测量压痕对角线时,同一压痕的两条对角线相差不应大于对角线(较短的一条) 长度的2%否则此压痕无效。3.6每个试件至少测定3点,分别求出3点压痕对角线的平均值,再换算成硬度值。3.7测试大型试
12、件时,应轻拿轻放,以免撞坏物镜及压头。3.8如发现值不准,加载时有冲击现象等反常现象请应即资询工程师,切勿自行修理。3.9测试完毕,应罩上防尘罩,以免灰尘进入硬度计内部。四、硬度试验方法(测试原理部分) (不做考核要求)硬度试验方法有压入法、锉刀法和无损检测法三种。1. 布氏硬度试验法布氏硬度试验主要用于检查退火、正火和调质处理的零件铸件、锻件和型材的硬度。(1) 试验方法1)试验时,用规定的载荷 F,将直径为D的钢球压入被测金属表面,保持一定时间后,卸除载荷,然后测量压痕直径d,如图所示。2)布氏硬度HB值可用下式求出:HB=F =2 F(kgf/mm2)S DD(D /D22 d )式中
13、F外加载荷(kgf或N);S 压痕表面积(mrfi)D钢球直径(mr)d压痕直径3) 在实际工作中,可根据测出的压痕直径d从有关表格中直接查得 HB值。4) 布氏硬度试验所用的钢球直径、载荷的选择以及布氏硬度的测量范围见表14-4。(2)布氏硬度试验应注意事项1)定期用标准硬度块对试验载荷及钢球的精度进行综合鉴定。2)被测件表面必须平整光洁,以保证压痕边缘清晰。3)被测件放置应正确,使所加载荷的作用力垂直其表面。4) 压痕距离被测件边缘不得小于压痕直径的2.5倍;相邻压痕的中心距离不得小于压 痕直径的d倍。5) 用读数显微镜测量压痕直径d时,应从相互垂直的两个方向上进行,取其算术平均 值作为最
14、终结果。6) 为了表明试验条件,可在 HB值后标注D/F/s,女口 HB10/3000/10。即表示此硬度值 是在D=10mm F=3000kgf , s=10S的条件下试验得到的。2、洛氏硬度试验法洛氏硬度试验是用顶角为 120的金刚石圆锥或直径为 T /16 (C 1.588mm)或T /8( C 3.175mm)等的淬火钢球作压头,在先后两次施加载荷(初载荷及总载荷)的条件 下,根据压头压入被测件表面的深度来测定材料硬度的,如图14-2所示。(1)试验方法1)洛氏硬度试验共有15种不同的洛氏硬度标尺,其中最常用的是HRA HRB HRC三种。现以标尺HRC为例来说明洛氏硬度试验法。0-0
15、为金刚石圆锥压头的初始位置(未与试件接触);1-1为压头与试件接触并受到初载荷(规定为10kgf )后压入深度为h1时的位置;2-2为受到总载荷(初载荷 +主载荷=10+140=150kgf)作用后 压头压入深度为h2时的位置;3-3为卸除主载荷,但保留初载荷时压头由于试件 弹性变形恢复而略为提高的位置。此时,压头实际压入试件的深度为h3。2) 洛氏硬度值由主载荷所引起的残余压入深度h来计算(h=h3-h1)。h愈大,表 明试件愈软,即硬度越低;反之, h愈小,则硬度越高。3) 照顾到习惯上数值越大硬度越高的概念,采用一个常数K减去h来表示硬度 大小。当用金钢石圆锥压头时,K=100;当用钢球
16、压头时,K=130。4) 由于深度h实际上很小,为简便起见,又规定每0.002mm压入深度作为一个 硬度单位,即刻度盘上一个小格。5)洛氏硬度值的计算公式如下:HRC(或 HRA =100- hh0.00231hhHRB=130- 10.002式中h3-压头实际压入试件的深度(mm;h1初载荷压头压入试件的深度(mm。6)在实际测量时,洛氏硬度值可以从表盘上直接读出。(2)洛氏硬度试验时应注意事项1)试件表面应平整光洁,不得有氧化皮、油污、裂纹、凹坑及明显地加工痕迹。2)支承试件的工作台必须保证在加载时力的作用线垂直试件表面。3) 试件厚度应不小于压入深度的10倍。4) 压痕距被测件边缘的距离
17、 HRA HRC应不小于2.5mm; HRB应不小于4mn,相邻 压痕的中心距离应不小于压痕直径的4倍。5) 作HRA式验时用砝码 A;作HRB试验时用A和B两个砝码;作 HRC试验时 A B、C三个砝码全用。试验时不能错用。6)保持压头干净、无油污或杂物,注意保护压头。7)作圆柱形和球形试件硬度试验时,应对测得结果进行修正。3、维氏硬度试验法维氏硬度试验主要用于测定小件和薄件的硬度以及零件表面硬度,如脱碳层、渗 碳层、氧化层等。(1)试验方法1) 维氏硬度试验是用一个顶角为136正四棱锥形的金刚石压头,在一定的载荷(5、10、20、30、50或100kgf )作用下,压入被测金属表面,经保持
18、一定 时间(黑色金属为1015s;有色金属为302s)后,卸除载荷,在试件表 面上压出一个四方锥形的压痕,如图14-3所示。2) 测出压痕两对角线的平均长度 d,代入下式即可求得维氏硬度HV值:HV=1.8544 F(kgf/mm2)式中F外加载荷(kgf);d压痕对角线平均长度(mm。3) 在实际使用中,可直接从硬度计上测出其对角线平均长度d,然后按d查有关 表格即可得出相应的维氏硬度值。4) 维氏硬度的表示方法如下:在符号HV后附以相应的试验载荷数据。女口HV。=375,表示在30kgf载荷作用下,在规定保荷时间内,测得的维氏硬度值为375 (单位为kgf/mm2,但习惯上一般省略不写)。(2。维氏硬度试验应注意事项1) 试件表面必须精细,表面粗糙度不应大于Ra 0.2卩m,且不应有油脂和污物。2) 试样厚度应大于压痕深度的10倍,且试验后试件背面不应呈现变形痕迹。d 的 2.53)压痕间距或压痕距试件边缘的距离,对黑色金属应大于压痕对角线长度倍;对有色金属应大于压痕对角线长度d的5倍。4)若试件背面有变形痕迹,或压痕形状不完整,则试验结果无效。徐龙文
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
