《2010年版GMP生产设备风险评估模板》由会员分享,可在线阅读,更多相关《2010年版GMP生产设备风险评估模板(6页珍藏版)》请在装配图网上搜索。
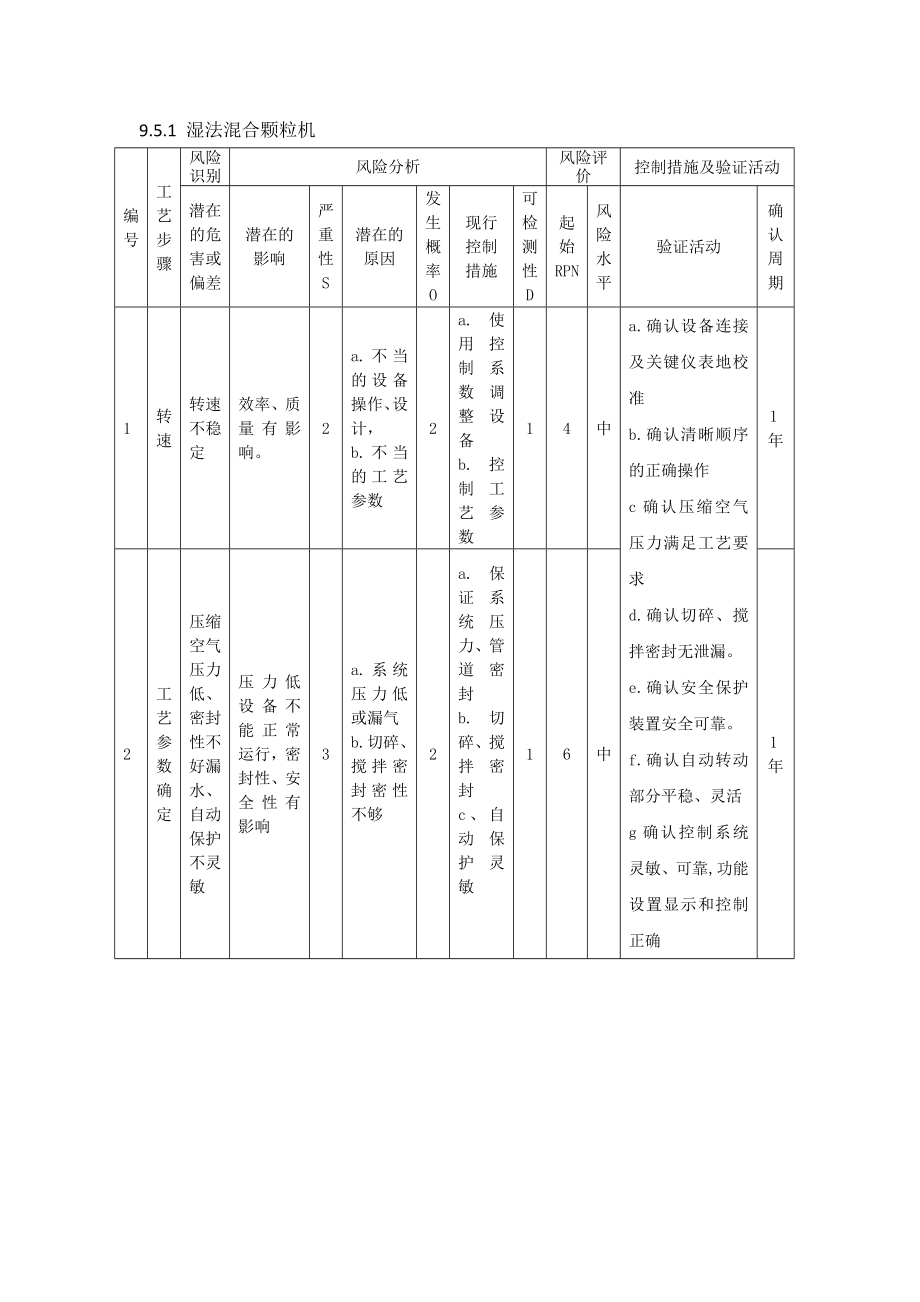
1、9.5.1 湿法混合颗粒机编号工艺步骤风险识别风险分析风险评价控制措施及验证活动潜在的危害或偏差潜在的影响严重性S潜在的原因发生概率O现行控制措施可检测性D起始RPN风险水平验证活动确认周期1转速转速不稳定效率、质量有影响。2a.不当的设备操作、设计,b.不当的工艺参数2a.使用控制系数调整设备b.控制工艺参数14中a.确认设备连接及关键仪表地校准b.确认清晰顺序的正确操作c确认压缩空气压力满足工艺要求d.确认切碎、搅拌密封无泄漏。e.确认安全保护装置安全可靠。f.确认自动转动部分平稳、灵活g确认控制系统灵敏、可靠,功能设置显示和控制正确1年2工艺参数确定压缩空气压力低、密封性不好漏水、自动保
2、护不灵敏压力低设备不能正常运行,密封性、安全性有影响3a.系统压力低或漏气b.切碎、搅拌密封密性不够2a.保证系统压力、管道密封b. 切碎、搅拌密封c、自动保护灵敏16中1年3混合设定干、湿混时间不当干混、湿混均一性有影响,有大块、硬块和细粉、干粉3a.不当的设备操作、设计b.不当的工艺参数。2a.使用控制系数调整设备b.控制工艺参数16中a原辅料干混均匀性b 软材的干燥失重均匀度c颗粒均匀性1年9.5.2 热风循环干燥箱编号工艺步骤风险识别风险分析风险评价控制措施及验证活动潜在的危害或偏差潜在的影响严重性S潜在的原因发生概率O现行控制措施可检测性D起始RPN风险水平验证活动确认周期1准备仪表
3、缺乏准确、稳定、可靠性。不能准确显示烘箱内部实际温度2a. 粉尘污染,b系统压力不稳影响2a.使用控制系数调整设备b.控制工艺参数14中a. 确认仪器、仪表,应经专人检验合格,量程应能满足所示介质要求。b. 工艺参数的恰当调节1年2运行控制系统灵敏、可靠性不好蒸汽压力、箱门密封性热风循环干燥箱箱内温度有影响3a.清洁不彻底b.加热系统和密封门气密性不够2a. 控制系统灵敏、可靠b. 加热系统管道、阀门保温完好、箱门密封性好16中a.确认干热空气温度满足工艺要求b.确认密封门安全可靠,无泄漏。c.确认电气、仪表系统安全可靠。d. 通过热图确认干燥箱的冷点,比较腔内实际温度与设备显示温度是一致e.
4、燥箱各部温度差异符合标准f确认水份、颗粒含量符合标准1年温度不当或温度波动大于预期值物料干燥效果有影响。3a.热风循环不均匀b.不当的设备操作。2a.使用控制系统调整设备b.检测温度探头灵敏可靠16中9.5.3 沸腾干燥机编号工艺步骤风险识别风险分析风险评价控制措施及验证活动潜在的危害或偏差潜在的影响严重性S潜在的原因发生概率O现行控制措施可检测性D起始RPN风险水平验证活动确认周期1准备仪表缺乏准确、稳定、可靠性。不能准确显示内部实际温度2a. 粉尘污染,b.系统压力不稳2a.使用控制系数调整设备b.控制工艺参数14中a. 确认仪器、仪表,应经专人检验合格,量程应能满足所示介质要求。b. 工
5、艺参数的恰当调节1年2运行捕集袋损坏、送风不够、压力不稳定进风温度不能控沸腾效果差,干燥不彻底,温度高影响主药含量3a.捕集袋清洁不及时,或有破损;送风量达不到标准b.气垫密封性不够,未安装空气过滤器,蒸汽及温度不可控1a. 控制系统灵敏、可靠b. 管道、阀门保温完好、箱门密封性好26中a.确认干热空气温度满足工艺要求b.确认灭菌器的密封门安全可靠,无泄漏。c.确认电气、仪表系统安全可靠。d. 通过热图确认箱内冷点,比较腔内实际温度与设备显示温度是一致e.各部温度差异符合标准f确认水份、颗粒含量符合标准1年9.5.4 胶囊充填机编号工艺步骤风险识别风险分析风险评价控制措施及验证活动潜在的危害或
6、偏差潜在的影响严重性S潜在的原因发生概率O现行控制措施可检测性D起始RPN风险水平验证活动确认周期1准备仪表缺乏准确、稳定、可靠性。粉尘污染, 设备振动的影响2a.不当的设备操作、设计,b.不当的工艺参数2a.使用控制系数调整设备b.控制工艺参数14中a.确认仪器、仪表,应经专人检验合格,量程应能满足所示介质要求。b.确认正确操作 1年2运行胶囊锁合不到位,胶囊崩壳中心转动盘下模板未对中同心3a. 排囊机构未调整到位b. 传动机构异常。2a.调整排囊机构的垂直导向插、垂直导向轨道、水平导向插、水平导向座b. 调整传动机构16中a. 排囊机构部件互相对中同心并与中心转动盘下模板对中同心b. 控制
7、系统灵敏、可靠c. 确认电气、仪表系统安全可靠。d. 安全保护装置灵敏可靠e. 规范设备操作1年囊壳、物料质量、设备不稳定性囊壳、物料质量、设备稳定性有影响。3a.囊壳质量不过关、物料流动性差b.不当的设备操作。2a.使用合格的囊壳、物料b. 保证设备稳定运行16中3质量装量差异大设备速度、设备部件磨损、计量针有影响3a. 设备速度不稳定b. 设备部件磨损c. 计量针损坏3a. 调整设备稳定速度b. 更换磨损部件c. 更换计量针19高a. 确认设备运行稳定性b. 确认外观标准质量c. 囊 重符合标准d. 产品质量符合标准1年9.5.5 旋转式压片机编号工艺步骤风险识别风险分析风险评价控制措施及
8、验证活动潜在的危害或偏差潜在的影响严重性S潜在的原因发生概率O现行控制措施可检测性D起始RPN风险水平验证活动确认周期1运行速度素片的重量出现差异素片的重量有影响。2a.不当的设备操作、设计,b.不当的工艺参数2a设备运转平稳b.控制工艺参数14中a. 确认电器操作灵活可靠b确认分配器搅拌转动、转速调节灵敏准确。c. 确认设备运转平稳,转速调节正常d. 确认片重差异1年2充填素片的片面光洁有影响,缺角、松片现象。素片的外观标准3a. 充填调节系统不灵敏、准确。b. 油泵运转异常、吸尘系统运转异常2a.调节参数装填深度b. 分配器搅拌转动、转速调节灵敏准确16中a. 确认充填调节系统灵敏准确。b
9、确认油泵运转正常,油路无阻塞、无渗漏c确认传动部位运转平稳、灵活d. 确认吸尘系统运转正常、可靠。e. 确认外观质量1年9.5.6 包衣机编号工艺步骤风险识别风险分析风险评价控制措施及验证活动潜在的危害或偏差潜在的影响严重性S潜在的原因发生概率O现行控制措施可检测性D起始RPN风险水平验证活动确认周期1运行温度、速度温度、转速异常包衣时间、片重出现差异有影响。2a. 加热温度未达到生产工艺要求b. 的包衣锅调速范围不合要求 c. 胶带磨损2a加热至生产工艺要求的温度b.调速油缸行程c.更换胶带14中a. 确认电器操作灵活可靠b. 确定供气温度c. 确认设备运转平稳,转速调节正常d. 确认温度、
10、转速。1年喷液量素片的片面光洁有影响,缺角、松片现象。外观标准有影响3a. 充填调节系统不灵敏、准确。b. 油泵运转异常、吸尘系统运转异常3a.调节参数装填深度b. 分配器搅拌转动、转速调节灵敏准确1中a. 确认充填调节系统灵敏准确。b确认油泵运转正常,油路无阻塞、无渗漏c确认传动部位运转平稳、灵活d确认吸尘系统运转正常、可靠。e确认外观质量1年9.5.7 颗粒分装机编号工艺步骤风险识别风险分析风险评价控制措施及验证活动潜在的危害或偏差潜在的影响严重性S潜在的原因发生概率O现行控制措施可检测性D起始RPN风险水平验证活动确认周期1准备仪表缺乏准确、稳定、可靠性。热封效果差、打字不清晰2a.人员
11、操作不当b. 仪表失效2a、设备、仪器定期进行维护保养及校验b规范操作14中a确认仪器、仪表,应经专人检验合格,量程应能满足所示介质要求。b.确认正确操作1年2运行密封性差密封性有影响3a.温度设定不合要求b.温控表失灵。c.加热管故障3a. 加热温度未达到生产工艺要求b. 检修或更换有效温控表c. 检修或更换加热管19高a. 确认传动部位运转平稳、灵活b.确认电气、仪表系统安全可靠。c. 确认安全保护装置灵敏可靠e. 确认功能设置显示和控制正确f. 确认装料时间到位准确确认平均重量、装量差异符合工艺要求1年装量差异大平均重量、装量差异有影响3a. 装料时间到位准确b. 不当的设备操作。3a.
12、调整准确的装料时间b. 保证设备稳定运行19高9.5.8 铝塑包装机编号工艺步骤风险识别风险分析风险评价控制措施及验证活动潜在的危害或偏差潜在的影响严重性S潜在的原因发生概率O现行控制措施可检测性D起始RPN风险水平验证活动确认周期1速度泡罩成形、批号清晰度效果差入泡率、批号清晰度有影响、浪费包材2a.人员操作不当b.温度设定不合要求c.温控表失灵。d. 加热管故障d. 皮带磨损e. 吸塑辊真空吸孔堵塞不当的设备操作。2a、规范操作b加热温度未达到生产工艺要求c.检修或更换加热管d.更新皮带e. 吸塑辊真空吸孔堵塞14中a.确认正确操作b.确认吸塑、加热温度加热达到生产工艺要求c. 确认电气、仪表系统安全可靠d. 确认传动部位运转平稳、灵活e. 确认吸塑辊真空吸孔通畅1年2运行板块不正、切字头、打字位置不对密封性、外观有影响3a. 热压辊与主动辊不平行b. 主动辊与吸塑辊不同步c. 间歇进给与冲裁不同步d. 打字压印位置不准确3a热压辊与主动辊平行. b. 主动辊与吸塑辊同步c.间歇进给与冲裁同步d.打字压印位置准确19高a. 确认热压辊与主动辊平行.b. 确认主动辊与吸塑辊同步c. 确认间歇进给与冲裁同步d. 确认打字压印位置准确e. 确认设备运行正常确认密封性、外观质量1年
 2010年版GMP生产设备风险评估模板
2010年版GMP生产设备风险评估模板