《PE人员的产线异常分析流程.技巧与方法参考模板》由会员分享,可在线阅读,更多相关《PE人员的产线异常分析流程.技巧与方法参考模板(11页珍藏版)》请在装配图网上搜索。
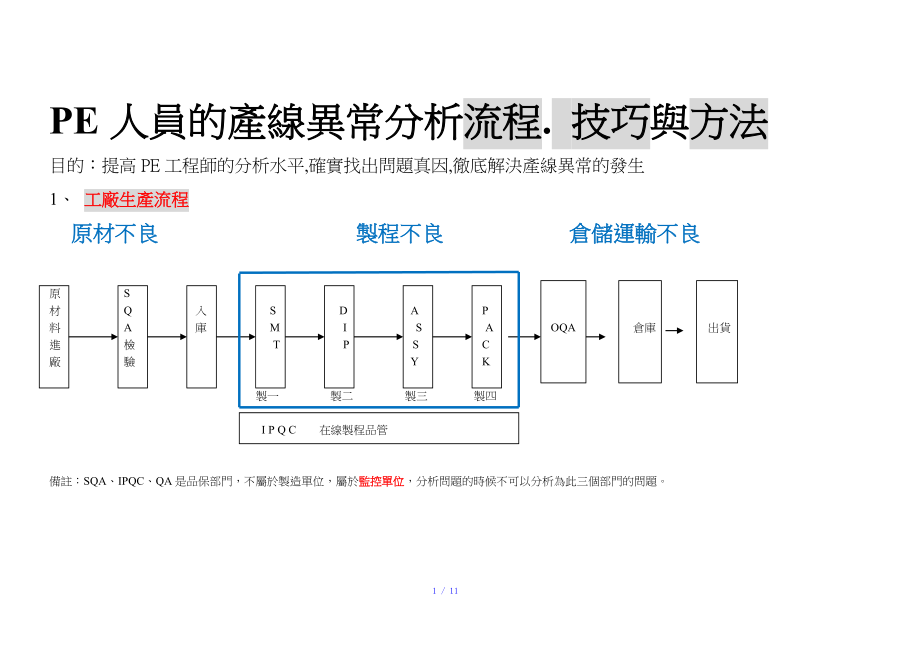
1、PE人員的產線異常分析流程. 技巧與方法目的:提高PE工程師的分析水平,確實找出問題真因,徹底解決產線異常的發生1、 工廠生產流程原材不良 製程不良 倉儲運輸不良原 S 材 Q 入 S D A P 料 A 庫 M I S A OQA 倉庫 出貨進 檢 T P S C 廠 驗 Y K 製一 製二 製三 製四 I P Q C 在線製程品管備註:SQA、IPQC、QA是品保部門,不屬於製造單位,屬於監控單位,分析問題的時候不可以分析為此三個部門的問題。1 / 112、分析技巧:人 機 料 法 這是找出真因的思考方向及思路技巧l 人:指人為loss,比如產品在生產過程中,可能由於人為的原因造成產品的不
2、良l 機:指機器的問題,比如SMT置件的過程中Mark點找的不夠準確l 料:指材料不良,比如由於材料放置時間過程,可能被氧化,因而造成產品的不良l 法:指方法,即制程問題,比如可能由於制程的不夠合理,而造成產品的不良手工撞件插件錯誤3、異常分析的流程及解決方法 製造單位發現異常超標,包括良率超標(2%),複測率超標(15%),維修不良率(10%)等,必須開據異常單給工程單位,異常單中必須注明:表單編號 機種名稱 異常現象 異常時間 異常比率 等,3-1 PE工程師接到異常後,應該馬上到現場做不良現象的確認,並且要有製造優先,品質第一的觀念 , 不是急於分析,而是先判斷1.是否要停線?2.何時要
3、出貨?3.工單數量?4.製程中的位置點 及 人機料法最後才是分析, 因為當你在分析時,說不定又有幾千片不良不斷在產生中3-2. 分析的時候要有現場描述:外觀:是否有氧化,是否有破損,是否有零件反向、側立等等-記得照片留下證據現象:是否有重複發生,是否有一定的規律性,是否穩定等等插件:方向是否正確,定位是否準確等等吃錫:看零件的吃錫狀況,是否有短路等現象電錶:根據原理圖用電錶進行量測儀器:利用儀器對產品進行分析電壓:根據電壓的狀況進行分析電流:看電流大小是否在正常的範圍內接腳:看接腳位置是否正確位置:零件位置是否正確測試站台位置功能 :作業人員名稱編號工具或是作業情形紀錄,DV,照相3-3.根據
4、分析,下判斷根據分析,判定是原材不良 , 制程問題,設計問題,倉儲運輸問題 (這是發生問題的地點考量)3-4 對策的下達:短期對策主要是針對產線的即時性問題的改善方法- 例如重工流程, 加減測試站.長期對策主要是要說明針對此問題,該怎麼去預防,要能永久根本解決問題。例如找廠商,變更設計,優化修改程式S原QSP D 電材A入領M回目 T入領 I 波 目 流料材 庫料T 焊檢 測 庫料 P 峰 檢 測進料 置 試 插 焊 試廠檢 件 件驗 F F F C入領1 組 2 3 H 入領包 Q入 出庫料測裝 測測 E 庫料裝 A庫 貸試 試試 C K3-5 重工流程範例(重點要能把問題解決,否則是無效對
5、策)INFM8GPGD.A3 打不開 WEB問題報告 2005/11/71.不良現象描述 11/4客戶抽檢發現INFM8GPGD.A3 1pc打不開 WEB, Ping 不通 但POST自檢正常,經線路分析發覺問題係源自於Filter T3(H16101DF 廠商:鴻磬 D/C:0524 ), 與一機台互換Filter T3後, 不良現象隨著不良零件轉移。由以上數據可以初步得知鴻磬 Filter 係為造成此機種異常之起因 。2.原因分析2.1零件分析:XXXXX對T3(H16101DF)進行DCR 阻抗值測試,發現:PIN TO PINDCR ( Spec: 0.9ohm Max ) 正常值實
6、測值Pin7-Pin50.52 ohm超出量程Pin7-Pin60.27 ohm超出量程Pin5-Pin60.26 ohm0.261 ohmTest Equipment:DC MILLI-OHM METER GOM-802以上測試數據表明:Pin 7腳位異常,然後使用X-Ray 對Pin 7進行拍照(Fig 1),發現線圈鬆散,由此確定為 Filter (Pin 7 異常)導致此產品異常。Fig 2Fig 1錫量不足現象 將此零件送廠商分析,De-Cap Epoxy後發現線材纏繞於Pin錫量過少 (Fig 2)。2.2 庫存品分析: 11/5 針對XXXXX庫存挑取10Kpcs 做可靠度試驗(
7、設定條件說明如附件), 以利評估來料不良率狀況, 經電氣測試及X-ray檢查發現不良數量:2pcs ,不良率:2 / 10K = 200ppm. 不良品DCR阻抗值如下:ItemPIN TO PINDCR (SPEC: 0.9ohm Max) 正常值實測值Remark1Pin16-Pin150.52 ohm超出量程Pin 15 openPin16-Pin140.27 ohm0.269Pin14-Pin150.26 ohm超出量程Pin 15 open2Pin1-Pin20.77ohm0.772Pin2-Pin30.33 ohm超出量程Pin 3 openPin1-Pin30.24 ohm超出量
8、程Pin 3 open 由以上分析可知, 此一不良係因Filter線圈鬆散造成產品功能異常, 經全面篩選該器件庫存後, 確認不良率約為200 ppm, 相對於本次出貨量, 此一不良應可屬於單一事件, 不致影響所有庫存品及市場流通之產品質量。3.改善對策 3.1 供應商對策3.1.1 XXXXX庫存189.84Kpcs全數退回供應商依XXXX規範之方式篩選3.1.2 製程改善:理線作業前對PIN腳增加外觀檢查,理線後增加一站補錫工位,由一站焊錫工位變為兩站焊錫工位,將所有PIN腳再補一次錫,確保線圈焊接牢固,同時對Pin 焊接處檢驗由目視檢查更改為10倍放大鏡,2005/11/5開始執行。 3.2 XXXXX對策IQC針對每批來料,抽驗項目增加X-Ray焊錫性檢查及信賴性測試, 以利管控進料品質附件 可靠度實驗測試項目名稱條件Cycle TimesDry Heat1208 hrsDamp heat cyclic Test252 / 30Min;202 / 30Min;852 / 30Min5 次Vibration Test10Hz 55Hz 10Hz X, Y, Z軸1.5mm2 hrs
 PE人员的产线异常分析流程.技巧与方法参考模板
PE人员的产线异常分析流程.技巧与方法参考模板