《五金产品展开计算方法》由会员分享,可在线阅读,更多相关《五金产品展开计算方法(6页珍藏版)》请在装配图网上搜索。
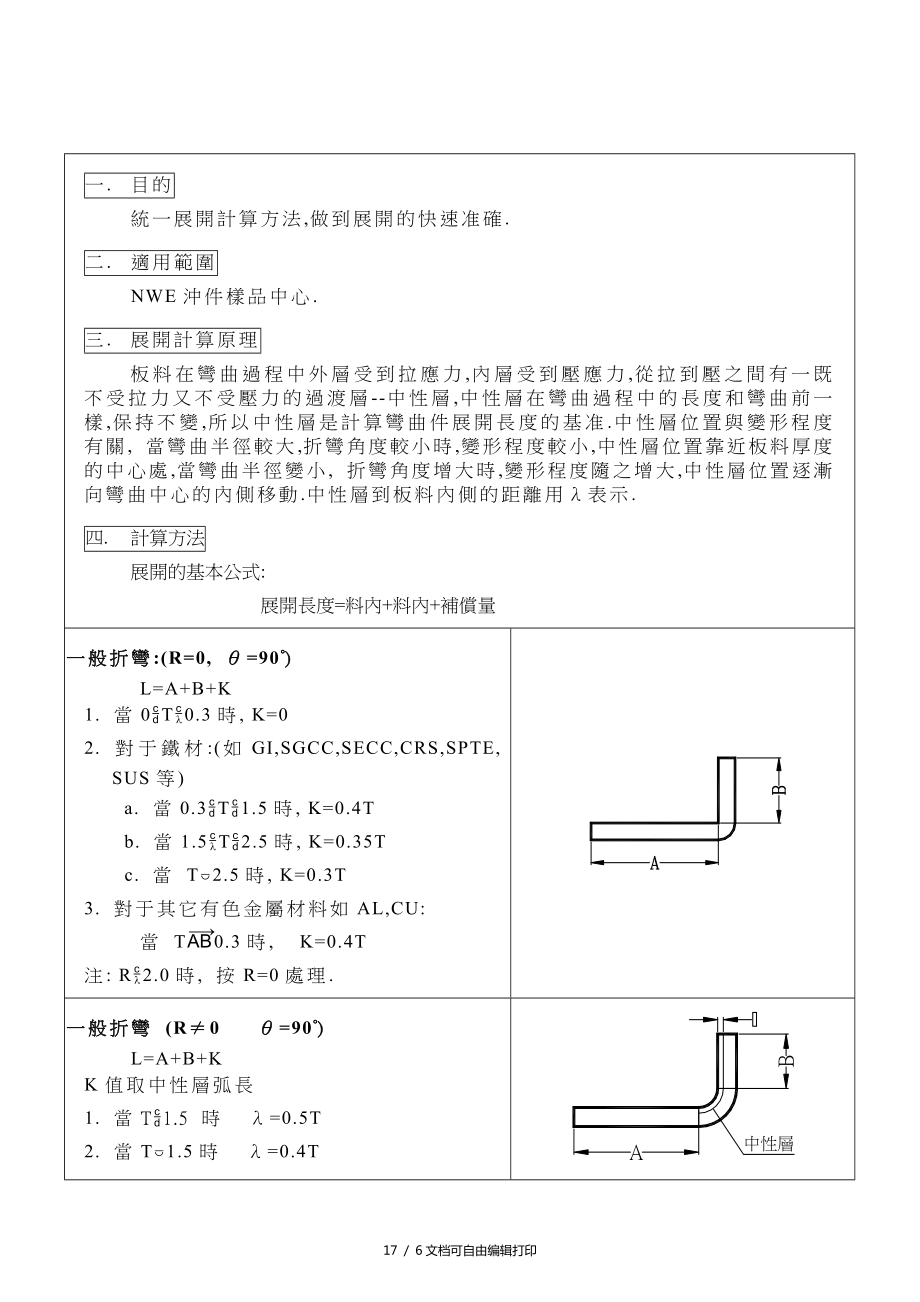
1、一. 目的統一展開計算方法,做到展開的快速准確.二. 適用範圍NWE沖件樣品中心.三. 展開計算原理板料在彎曲過程中外層受到拉應力,內層受到壓應力,從拉到壓之間有一既不受拉力又不受壓力的過渡層-中性層,中性層在彎曲過程中的長度和彎曲前一樣,保持不變,所以中性層是計算彎曲件展開長度的基准.中性層位置與變形程度有關, 當彎曲半徑較大,折彎角度較小時,變形程度較小,中性層位置靠近板料厚度的中心處,當彎曲半徑變小, 折彎角度增大時,變形程度隨之增大,中性層位置逐漸向彎曲中心的內側移動.中性層到板料內側的距離用表示.四. 計算方法展開的基本公式:展開長度=料內+料內+補償量一般折彎:(R=0, =90)
2、 L=A+B+K1. 當0T0.3時, K=02. 對于鐵材:(如GI,SGCC,SECC,CRS,SPTE, SUS等)a. 當0.3T1.5時, K=0.4Tb. 當1.5T2.5時, K=0.35T c. 當 T/2.5時, K=0.3T3. 對于其它有色金屬材料如AL,CU:當 T$0.3時, K=0.4T注: R2.0時, 按R=0處理.一般折彎 (R0 =90)L=A+B+KK值取中性層弧長1. 當T1.5 時 =0.5T2. 當T/1.5時 =0.4T一般折彎 (R=0 90)L=A+B+K1. 當T0.3 時 K=02. 當T$0.3時 K=(u/90)*K注: K為90時的補
3、償量一般折彎 (R0 90)L=A+B+K1. 當T1.5 時 =0.5T2. 當T/1.5時 =0.4TK值取中性層弧長注: 當R2.0, 且用折刀加工時, 則按R=0來計算, AB依倒零角后的直邊長度取值Z折1(直邊段差).1. 當H/5T時, 分兩次成型時,按兩個90折彎計算2. 當H5T時, 一次成型, L=A+B+KK值依附件中參數取值Z折2(非平行直邊段差). 展開方法與平行直邊Z折方法相同(如上欄),高度H取值見圖示Z折3(斜邊段差).1. 當H2T時j當70時,按Z折1(直邊段差)的方式計算, 即: 展開長度=展開前總長度+K (此時K=0.2) k當70時完全按Z折1(直邊段
4、差)的方式計算2. 當H/2T時, 按兩段折彎展開(R=0 90).Z折4(過渡段為兩圓弧相切):1. H2T 段差過渡處為非直線段為兩圓弧相切展開時,則取兩圓弧相切點處作垂線,以保証固定邊尺寸偏移以一個料厚處理,然后按Z折1(直邊段差)方式展開2. H2T,請示后再行處理抽孔抽孔尺寸計算原理為體積不變原理,即抽孔前后材料體積不變;一般抽孔 ,按下列公式計算, 式中參數見右圖 (設預沖孔為X, 并加上修正系數0.1): 1. 若抽孔為抽牙孔(抽孔后攻牙), 則S按下列原則取值:T0.5時取S=100%T0.5T0.8時取S=70%TT0.8時取S=65%T一般常見抽牙預沖孔按附件一取值2. 若
5、抽孔用來鉚合, 則取S=50%T, H=T+T+0.4 (注: T是與之相鉚合的板厚, 抽孔與沙拉孔之間隙為單邊0.100.15)3. 若原圖中抽孔未作任何標識與標注, 則保証抽孔后內外徑尺寸;4. 當預沖孔徑計算值小于1.0時, 一律取1.0反折壓平L= A+B-0.4T1. 壓平的時候,可視實際的情況考慮是否在折彎前壓線,壓線位置為折彎變形區中部;2. 反折壓平一般分兩步進行V折30反折壓平故在作展開圖折彎線時, 須按30折彎線畫, 如圖所示:N折 1. 當N折加工方式為墊片反折壓平, 則按 L=A+B+K 計算, K值依附件中參數取值.2. 當N折以其它方式加工時, 展開算法參見 “一般折彎(R0 90)”3. 如果折彎處為直邊(H段),則按兩次折彎成形計算:L=A+B+H+2K (K=90展開系數) 備註:a.標注公差的尺寸設計值:取上下極限尺寸的中間值作設計標准值.b.對於方形抽孔和外部包角的展開,其角部的處理方法參照,其直壁部分按90折彎展開附件一:常見展開標准數據1. 直邊段差展開系數2. 常見抽牙預沖孔孔徑一覽表3. N折展開系數22 / 6文档可自由编辑打印
 五金产品展开计算方法
五金产品展开计算方法