 钢筋竖向对焊施工工法
钢筋竖向对焊施工工法

《钢筋竖向对焊施工工法》由会员分享,可在线阅读,更多相关《钢筋竖向对焊施工工法(4页珍藏版)》请在装配图网上搜索。
1、钢筋竖向对焊施工工法前言 目前,建筑业迅速发展,钢筋砼框架、筒体、箱体等现浇结构已占相当大比例,传统的钢筋绑扎方法,既浪费钢材,效率又低,而且影响砼质量。在一些抗震设计中,已不允许采用绑扎方法。传统的绑扎搭接柱根部钢筋密集,砼拆模后柱根部易出现蜂窝、狗洞等质量缺限。为了解决这些问题,我们寻找到了解决办法钢筋竖向对焊施工法。 这里我们介绍的是使用型钢筋埋弧对焊机对焊钢筋的施工方法。这种施工方法操作简单,容易掌握其操作规律,并能避免和处理在使用中出现的各种问题。采用其它型号的机械,其工艺原理基本相同。 从光化水泥厂、应城市制盐厂和潜江市化肥厂三个施工点的使用效果来看,提高了工作效率,保证了工程质量
2、,节约了钢材,降低了工程成本,取得了明显的经济效益。 一、竖向埋弧钢筋对焊工作原理 (一)对焊原理 竖向钢筋埋弧对焊,属于接触电渣压力焊,在的空载电压作用下,钢筋端头起弧熔化,电弧热熔化它周围的焊剂,熔态焊剂电导率增大,产生更多的电阻热,导致更多的焊剂熔化,形成电渣熔池,待焊的上下钢筋端部在电熔池中加大熔化量(约mm),这时施于大于的顶锻压力,通过加压顶锻,挤出钢筋熔渣等,使钢筋连接在一起。在顶锻过程中,电弧焊机初级断电,焊接过程完毕。 (二)电器工作原理 当焊接准备完毕后,按下该机具的白色按钮,使控制器的时间继电器工作,接触器吸合,电焊机通电,同时,时间继电器开始计时,焊机上下焊把通电,立即
3、反时针转动手柄引弧,保持电压在范围内,当调节时间到指示灯亮,即顺时针转动手柄进行焊件加压,加压过程中断电,中间继电器失电,接触器断电,这样电焊机初级断电。 二、竖向埋弧钢筋对焊操作过程 (一)施工准备 根据设计和规范要求,钢筋下料,根据钢筋直径预留mm(mm)熔化量。并且钢筋端头切断面要平。搭设施焊扶持钢筋的脚手架。 (二)装机 将电源与电弧焊机、控制器、焊具、焊接电缆和控制电缆按图接好(附图一、二)。 (三)接通电源 根据所焊钢筋直径,调电弧焊机电流调节装置使其为所需参数(附焊接参数表),将控制器电源开关置于开的位置,电源指示灯亮,调节时间电位器旋钮至所需时间位置上。 (四)安装钢筋夹钳(卡
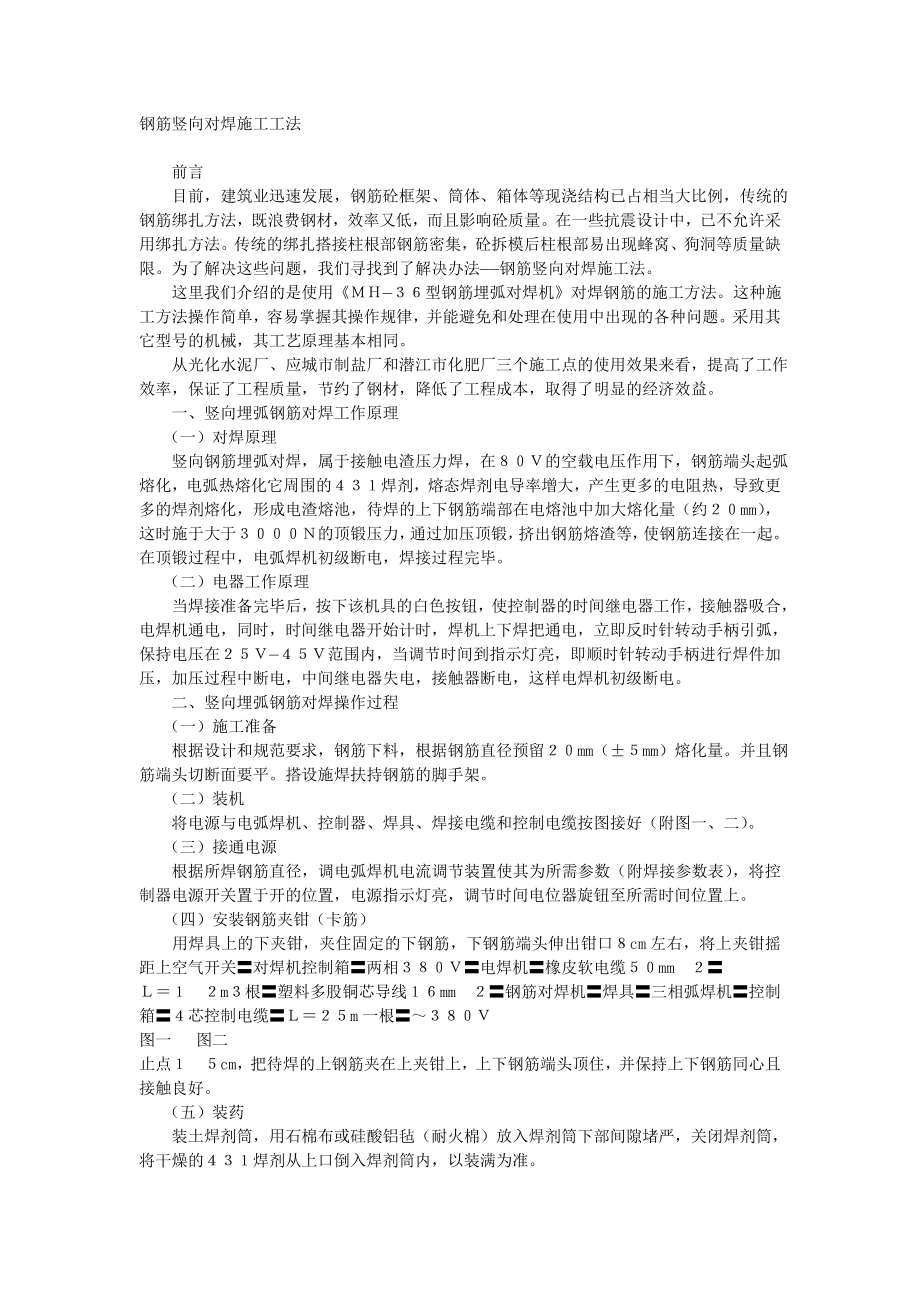
4、筋) 用焊具上的下夹钳,夹住固定的下钢筋,下钢筋端头伸出钳口cm左右,将上夹钳摇距上空气开关对焊机控制箱两相电焊机橡皮软电缆mmm根塑料多股铜芯导线mm钢筋对焊机焊具三相弧焊机控制箱芯控制电缆m一根图一 图二止点cm,把待焊的上钢筋夹在上夹钳上,上下钢筋端头顶住,并保持上下钢筋同心且接触良好。 (五)装药 装土焊剂筒,用石棉布或硅酸铝毡(耐火棉)放入焊剂筒下部间隙堵严,关闭焊剂筒,将干燥的焊剂从上口倒入焊剂筒内,以装满为准。 (六)施焊 施焊即引弧、熔炼、加压、电断四个连续过程。按下焊具的白色按钮,焊接电源接通,钢筋端头打火后,立即摇动手柄提升钢筋mm,引燃电弧,观察电压表,如偏低反时针摇对手
5、柄;如偏高,则顺时针摇动手柄,使电压保持在之间,见焊具仪表索上的指示灯亮时,顺时针迅速摇动手柄下送钢筋,并用力顶紧同时断电。至此一个接头焊接完毕。 (七)保温清理 为了防止焊头骤然冷却,焊头脆性大,焊完后应保温分钟。然后用一个制备好的铁斗放在焊剂筒下,打开焊剂筒,倒入剩余焊剂,最后敲掉焊头周围的焊药。直此一个焊接接头全部完毕(附焊接规范参数表)。钢筋直径(mm)焊接电压()焊接电流()焊接通电时间() 三、型竖向钢筋埋弧结焊机的构成及技术数据 (一)构成 本装置由控制器(控制箱)、焊具、控制电缆及辅助工具构成。和普通电弧焊机配套使用。 (二)技术数据 、电源电压频率:、;、熔化量:mmmm;
6、、焊接电压:;、焊机尺寸:mm235mm105mm; 、焊接电流:;、焊机重量:kg; 、焊接钢筋直径:(mm);、控制箱尺寸:mmmmmm; 、焊接时间:S;、对接压力:。 四、质量标准及质量措施 (一)质量标准 按钢筋焊接及验收规程进行。评定按建筑安装工程质量评定标准进行评定。 (二)注意事项 、钢筋上下端应平直,端面不应有泥土、锈块、水泥等杂物。 、焊剂要烘干,保温小时再使用。 、顶压快而稳,对接压力,并在顶压中断电。 、施焊前应对钢筋进行试焊,做焊接试件,试验合格后方能进行施焊。 、在施焊过程中应随时检查质量,首先进行外观检查,若发现倾斜、偏心太大、焊口不饱满现象应截断后,重新施焊。
7、(三)常见缺陷,防止措施。序号常见缺陷防止措施轴线偏移或弯折大、校直钢筋,钢筋端头切平。、夹装时夹正钢筋,保持上下钢筋同度。、对接压力不宜过大,太长钢筋有人扶正。焊包不均匀、 对接压力不要太猛。、上下钢筋不能倾斜太大。、焊剂不均,或有杂质。焊包不满、 适当加大焊接电流和时间增大熔化量。、适当加大顶锻压力。焊包成型不好石棉布垫好,防止铁水流失。焊包有气孔焊剂潮湿,有杂质,要烘干杂质钢筋重锈要清除。过热(退火)、缩短焊接时间。、减少焊接电流。焊包有裂纹延长保温时间。 五、劳动组织 (一)型竖向埋弧钢筋对焊机一班制劳动组织如下表:工种人数工作职责焊接组长负责钢筋、机头操作,检查是否具备焊接条件,具备
8、电工基本知识,负全部操作过程及焊接质量。辅助工一人在空中扶持钢筋,一人负责机头焊盒的拆卸,装药等。 (二)准备二套焊具交替施工,这样提高了焊接速度。 (三)成立了小组活动,保证焊接质量。 六、安全措施 (一)电源和控制箱外壳必须用截面mm的铝线接地。 (二)操作人员必须戴绝缘手套,穿绝缘鞋。 (三)焊接过程中,上钢筋不得与焊好的钢筋相碰。 (四)设备异常时,应断电检查,排除故障后再进行使用。 (五)焊接顶锻后,应立即断电。 (六)在空中扶持钢筋的人应站在跳板上操作,严禁站在脚手架上操作。 七、经济效益分析 (一)从工作效率看,竖向对焊工艺简单、速度快,加快了工程进度,从卡筋装药施焊卸卡的全过程
9、,每头大约分钟,每班可焊个头。竖向对焊钢筋排列间距一致,有利于放线、定位、支模、绑箍筋,缩短了其它工序时间。 (二)从质量方面看,竖向对焊易操作,操作方法易掌握,质量稳定,机械性能试验合格,同时也保证了砼振捣质量。 (三)经济效益分析对比(以、个接头计算)竖向对焊绑扎接头用量金额(元)用量金额(元)钢筋kg/3mkg/m耗电h焊剂kg#绑扎丝kg人工工日工日合计成本 从上表可以看出采用竖向对焊,节约了大量钢材,降低了工程成本,是解决框架结构钢筋对接的最佳方法。现将应城、潜江、武汉的使用情况汇总如下(焊接钢筋直径):项目部工程名称焊口数量应城、盐销车间框架、成品仓库潜江、尿素主厂房、冷却塔、栈桥
10、包装楼光化、粘土储库、原料配料、石灰石、铁粉运输按图纸设计要求,绑扎搭接为d401000(mm),这三个项目部对焊钢筋接头总计个。节约钢材(kg)材料按每吨元计算,共节约:(元)按成本分析计算,共节约成本:()(元) 八、工程实例 一九九三年,我们在应城市制盐厂万吨/年制盐工程、潜江市化肥厂四万吨/年尿素工程、光化水泥厂四号窑万吨/年水泥工程中成功地运用了竖向对焊这一新技术。质量得到了厂方及当地质检部门的高度赞扬,同时取得了很好地经济效益。 实践证明,采用新技术、新工艺、新材料、新设备是提高劳动生产率的重要途径,它可以将科学技术迅速转化为生产力,为国家、企业做出更多贡献。 执笔:熊昌金 修订:冯荣增
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
