 宝山钢铁股份有限公司2030mm冷轧厂
宝山钢铁股份有限公司2030mm冷轧厂

《宝山钢铁股份有限公司2030mm冷轧厂》由会员分享,可在线阅读,更多相关《宝山钢铁股份有限公司2030mm冷轧厂(19页珍藏版)》请在装配图网上搜索。
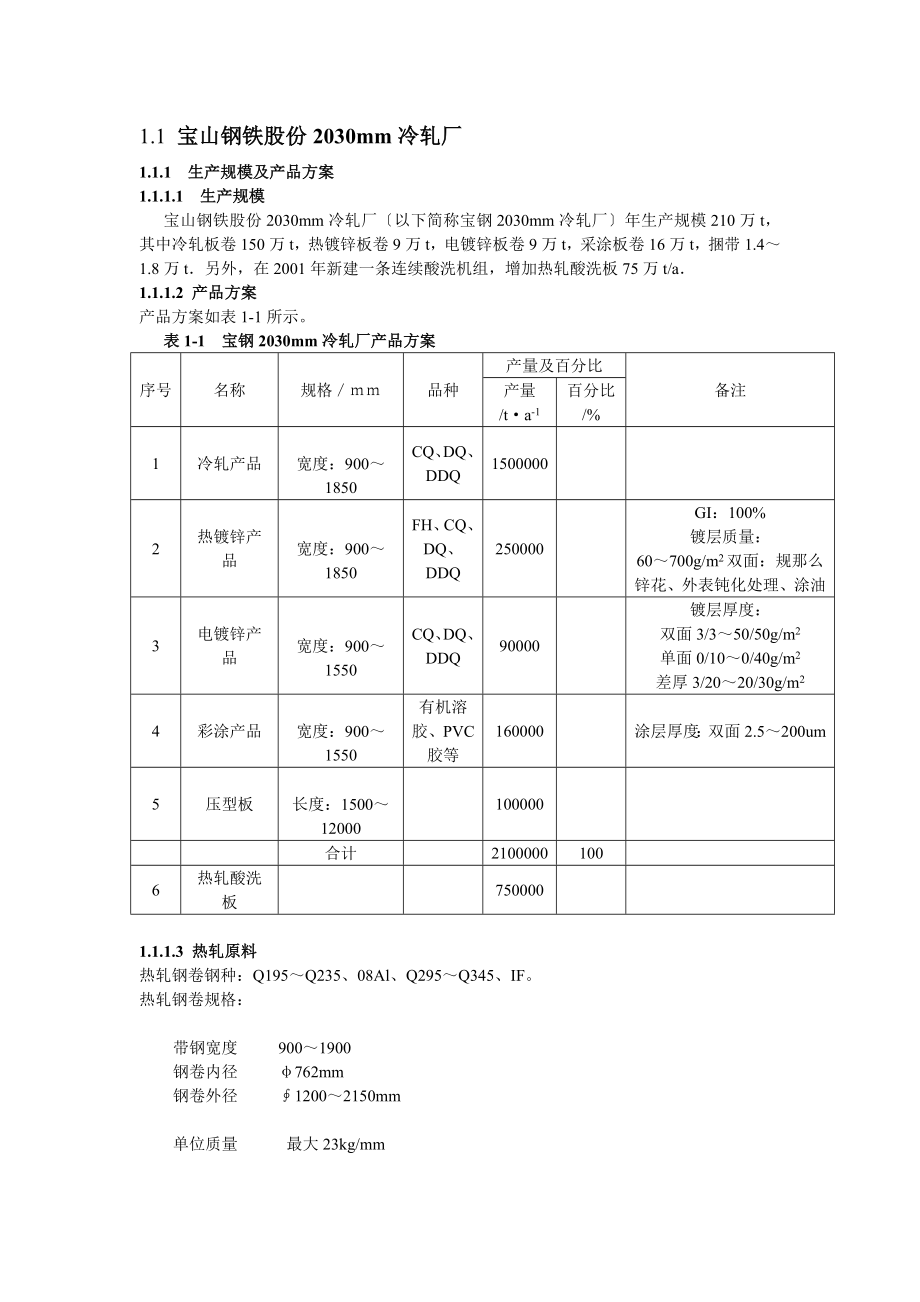
1、1.1 宝山钢铁股份2030mm冷轧厂 1.1.1 生产规模及产品方案1.1.1.1 生产规模 宝山钢铁股份2030mm冷轧厂以下简称宝钢2030mm冷轧厂年生产规模210万t,其中冷轧板卷150万t,热镀锌板卷9万t,电镀锌板卷9万t,采涂板卷16万t,捆带1.41.8万t另外,在2001年新建一条连续酸洗机组,增加热轧酸洗板75万t/a1.1.1.2 产品方案产品方案如表1-1所示。 表1-1 宝钢2030mm冷轧厂产品方案序号名称规格品种产量及百分比备注产量/ta-1百分比/%1冷轧产品宽度:9001850CQ、DQ、DDQ15000002热镀锌产品宽度:9001850FH、CQ、DQ、
2、DDQ250000GI:100%镀层质量:60700g/m2双面:规那么锌花、外表钝化处理、涂油3电镀锌产品宽度:9001550CQ、DQ、DDQ90000镀层厚度:双面3/350/50g/m2单面0/100/40g/m2差厚3/2020/30g/m24彩涂产品宽度:9001550有机溶胶、PVC胶等160000涂层厚度:双面2.5200um5压型板长度:150012000100000合计21000001006热轧酸洗板7500001.1.1.3 热轧原料热轧钢卷钢种:Q195Q235、08Al、Q295Q345、IF。热轧钢卷规格:带钢宽度 9001900钢卷内径 762mm钢卷外径 120
3、02150mm单位质量 最大23kg/mm供应方式: 由宝山钢铁股份2030mm热轧厂供应1.1.2 机组组成1号连续酸洗机组 1条2号连续酸洗机组 1条连续式五机架冷轧机组 1条罩式退火炉 152座单机架平整机 1条连续退火机组 1条连续热镀锌机组 1条连续电镀锌机组 1条彩涂机组 1条电解脱脂机组 1条压型机组 1条横剪机包装机组 1条纵剪及包装机组 1条重卷机组 1条1.1.3 机组设备1.1.3.1 1号连续酸洗机组(1) 机组主要工艺参数如下:机组形式:连续酸洗机组。酸洗工艺:浅槽紊流酸洗。钢卷规格: 入 口 出口带钢宽度 9001900mm 9001900mm钢卷内径 762mm
4、762mm钢卷外径 12002150mm 12002150mm钢卷质量 最大43.6t 最大45t单位质量 最大23kg/mm 最大23kg/mm(带宽小于1300mm) 最大34.5kg/mm(带宽不小于1300mm) 酸洗工艺速度: 最大360m/min 酸洗介质: HCl 200g/l 投产年月: 1988年 供货商: 西马克(2) 机组主要单体设备性能如表1-2所示。表1-2 宝钢2030mm冷轧厂1号酸洗机组主要单体设备性能设备名称主要性能备注开卷机台数/台2开卷方式上开卷入口剪形式上切液压剪台数/台1废料收集方式废料框焊机形式闪光对接焊机制造厂德国米巴赫公司有无月牙剪有入口活套形式
5、卧式小车台数/台3最大活套量/m720拉矫机形式两弯一矫最大伸长率/%3酸洗槽槽数/个4长宽深/mmmmmm3500027001000酸浓度/gL-13560609090120120140温度/7580707570756570酸浓度控制手动或自动自动酸供应方式 挤干辊材质 橡胶加热装置形式石墨热交换器 出口活套形式卧式活套小车台数/台2最大活套量/m450切边剪形式被动式拉力圆盘剪切边量/mm740(每边)废料处理方式碎边剪出口剪形式电动压下式卷取机卷取方式上卷取台数/台2有无皮带助卷器辊式助卷器涂油装置形式辊涂式打捆形式手动或自动自动有无称重机有1.1.3.2 2号连续酸洗机组1机组主要工艺
6、参数如下:机组形式:连续酸洗机组。酸洗工艺:紊流酸洗。钢卷规格: 入 口 出口带钢宽度 8301680mm 8001680mm钢卷内径 760mm 610mm/760mm钢卷外径 11002150mm 9002150mm单位质量 最大23kg/mm 最大23kg/mm 酸洗工艺速度: 最大120m/min 酸洗介质: HCl 200g/l 年酸洗量: 75万t 投产年月: 2001年 供货商: 德马克2机组主要单体设备性能如表1-3所示。表1-3 宝钢2030mm冷轧厂2号酸洗机组主要单体设备性能设备名称主要性能备注开卷机台数/台1开卷方式上开卷入口剪形式下切液压剪台数/台1废料收集方式废料框
7、焊机形式激光对接焊机制造厂德国米巴赫公司有无月牙剪有入口活套形式卧式小车台数/台1最大活套量/m320拉矫机形式干式最大伸长率/%2酸洗槽槽数/个3长宽深/mmmmmm1600025001000酸浓度/gL-1180200180200180200温度/659065906590酸浓度控制手动或自动手动酸供应方式 定时添加挤干辊材质 橡胶加热装置形式石墨热交换器 出口活套形式卧式活套小车台数/台1最大活套量/m210切边剪形式被动式切边量/mm1540废料处理方式碎边剪出口剪形式电动压下式卷取机卷取方式上卷取台数/台1有无皮带助卷器无涂油装置形式静电打捆形式手动或自动自动有无称重机有1.1.3.3
8、 全连续式冷轧机1机组主要工艺参数如下:机组形式:全连续式五机架串列式四辊轧机。钢卷规格: 入 口 出口 带钢厚度 1.84.5mm 0.32.0mm(全连续轧制) 1.86.0 0.33.5mm 常规轧制带钢宽度 9001850mm 9001850mm钢卷内径 760mm 610mm钢卷外径 12002150mm 12002470mm钢卷质量 最大45t 最大45t单位质量 最大23kg/mm 最大23kg/mm(带宽大于1300mm) 最大34.5kg/mm 最大34.5kg/mm(带宽小于1300mm) 最大轧制速度: 1900m/min 最大轧制力: 30000kN 投产年月: 198
9、8年 供货商: 西马克(2) 组主要单体设备性能如表1-4所示。表1-4宝钢2030mm冷轧厂全连续式冷轧机机组主要单体设备性能设备名称主要性能备注开卷机台数/台2开卷方式上开卷焊机形式闪光对接焊机制造厂德国米巴赫公司有无月牙剪有入口活套形式卧式小车台数/台3最大活套量/m720轧辊尺寸辊径辊身长度/mmmm工作辊14机架:615/5502030 5机架:615/5502230支撑辊1550/14502030轧辊轴承工作辊四列圆锥滚柱轴承支撑辊油膜轴承轧机电动机总功率/kw 1#:4112025#:41500轧辊传动方式双传动压下方式液压压下弯辊装置设置机架15机架正负弯辊14#:正5#:正、
10、负换辊装置工作辊侧移小车中间辊支撑辊滑座式装置测厚仪形式X射线设置位置1#入口、15出口板形辊供货商ABB公司设置位置5#出口出口飞剪形式转鼓式 刀片材质工具钢卷取机型式张力卷取机台数/台2助卷器形式皮带助卷器乳化液系统能力/Lmin-137000排雾能力/m3h-14100001.1.3.4 罩式退火炉(1) 机组主要工艺参数如下:机组形式:单 垛罩式退火炉。处理钢卷规格: 带钢厚度 0.33.5mm 带钢宽度 9001850mm 钢卷内径 610mm 钢卷外径 最大2150mm 或2470mm钢卷质量 最大45t 最大45t单位质量 最大23kg/mm 最大23kg/mm(带宽大于1300
11、mm) 最大34.5kg/mm(带宽小于1300mm) 炉台数: HUGF25004900 92台HUGF20504900 60台 最高退火温度: 750 最大装炉量: 155t和99t 投产年月: 1991年 供货商: 德国LOI公司(2) 组主要单体设备性能如表1-5所示。表1-5 宝钢2030mm冷轧厂罩式退火炉机组主要单体设备性能设备名称主要性能备注炉座数/座152加热罩/个78内罩/个152冷却罩/个72退火炉烧嘴形式切线燃烧式燃烧控制方式比例控制燃料种类混合煤气助燃风机风量/m3h-1风压/Kpa电机功率/Kw30炉台循环风机形式离心式台数/台152转速/rmin-11500电机功
12、率/kw30流量/m3h-123000保护气体循环风机形式轴流风机数量/台152电机功率/kw 11密封方式陶瓷纤维燃料混合煤气保护气体氢氮混合气有无称重机有1.1.3.5 单机架平整机1机组主要工艺参数如下:机组形式:单机架四辊平整机。钢卷规格: 入 口 出口带钢宽度 9001850mm 9001850mm钢卷内径 610mm 610mm钢卷外径 12002470mm 12002470mm钢卷质量 最大45t 最大45t单位质量 最大23kg/mm 最大23kg/mm(带宽大于1300mm) 最大34.5kg/mm(带宽小于1300mm) 最大轧制速度: 最大1700m/min 最大轧制力:
13、 2000KN 投产年月: 2001年 供货商: 西马克(2) 机组主要单体设备性能如表1-6所示。表1-6宝钢2030mm冷轧厂单机架平整机机组主要单体设备性能设备名称主要性能备注入口段设备带钢搬入方式步进梁钢拆捆带方式手动有无切头剪有开卷机开卷方式上开卷轧辊尺寸辊径辊身长度/mmmm工作辊625/5502030 支撑辊1550/14252030轧辊轴承工作辊静压油膜轴承支撑辊四列圆锥滚柱轴承换辊方式工作辊快速换辊小车支撑辊滑座式装置压下方式液压压下压下方式液压压下弯辊方式弯辊方向正、负作用点正弯:工作辊轴承间负弯:工作辊和支撑辊轴承间出口段设备卷取机卷取方向上卷取有无称重设备自动带钢打捆半
14、自动打捆机带钢搬出方式步进梁主电机总功率/kw 开卷机8002入口张力辊上745下530平整机10852出口张力辊上745 下530张力卷取机90031.1.3.6 连续式退火炉机组1机组主要工艺参数如下:处理钢种:CQ、DQ、DDQ。钢卷规格: 入 口 出口 带钢厚度 0.52.0mm 0.52.0mm(全连续轧制) 0.51.6 0.51.6mm 常规轧制带钢宽度 9001550mm 9001550mm钢卷内径 610mm 610mm钢卷外径 12002470mm 12002470mm钢卷质量 最大45t 最大45t 机组速度: 入口段 最大320m/min工艺段 最大250m/min出口
15、段 最大320m/min 年处理量: 55万t 投产年月: 1989年 供货商: 新日铁、三菱重工(2) 机组主要单体设备性能如表1-7所示表1-7宝钢2030mm冷轧厂连续式退火炉机组主要单体设备性能设备名称主要性能备注拆捆带方式手动开卷机台数/台2开卷方式上开卷入口剪形式双切剪废料收集方式料框焊机形式窄搭接焊机制造厂德国米巴赫公司焊缝处理方式辊压 有无月牙剪有清洗段碱洗槽形式卧式碱洗介质Na4SiO4温度/701#刷洗槽形式卧式刷洗介质Na4SiO4刷辊材质尼龙电解清洗槽形式卧式碱洗介质Na4SiO4电流密度/Adm-22#刷洗槽 形式卧式刷洗介质脱盐水 刷辊材质尼龙漂洗槽 形式卧式介质脱
16、盐水 枯燥设备 风量/m3min-1260温度/90入口活套形式立式最大活套量/m炉子段 炉子最大能力/th-189保护气体氮气、氢气有无预热段有加热段加热方式辐射管加热道次均热段加热方式电阻加热道次第一冷却段冷却方式气冷过时效段加热方式电阻加热第二冷却段冷却方式水冷出口活套形式卧式活套最大活套量/m450平整机形式单机架四辊平整方式干式/湿式最大轧制力/KN4190最大伸长率/%2工作辊尺寸/mmmm(420380)1775中间辊尺寸/mmmm 支撑辊尺寸/mmmm(940850)1800圆盘剪形式悬臂式圆盘剪废边处理方式废边卷取机外表质量检查方式人工目视涂油机形式静电涂油机单面涂油量/mg
17、出口剪形式飞剪卷取机卷取方式上卷取台数/台2打捆形式手动或自动手动1.1.3.7 连续热镀锌机组(1) 机组主要工艺参数如下:工艺形式:森基米尔法处理钢种:FH、CQ、DQ、DDQ。钢卷规格: 入 口 出口 带钢厚度 0.33.0mm 0.33.0mm(全连续轧制)带钢宽度 9001850mm 9001850mm钢卷内径 610mm 610mm钢卷外径 12002470mm 12002470mm钢卷质量 最大45t 最大45t 镀层品种: GI100% 镀层质量: 60700mg/m2(双面) 新花: 规格锌花 、光整锌花、小锌花 机组速度: 入口段 最大238m/min工艺段 最大183m/
18、min出口段 最大238m/min 年处理量: 35万t 投产年月: 1990年 供货商: 美国维恩公司(2) 主要单体设备性能如表1-8所示表1-8宝钢2030mm冷轧厂连续热镀锌机组主要单体设备性能设备名称主要性能备注拆捆带方式手动开卷机台数/台2开卷方式上开卷入口剪形式气动剪台数/台2剪切厚度/mm头部处理方式料框焊机形式楔形搭接焊机制造厂 焊缝处理方式创光轮压平 有无月牙剪有入口活套形式立式活套储量/m457退火炉炉子形式立式退火炉炉子最大能力/th-1炉子组成预热段、加热段、均热段、 缓冷段、快冷段、均衡段锌锅 制造厂AJAX公司内部长度/mm5334内部宽度/mm3354内部深度/
19、mm2160锌锅能力/t235熔锌速度/th-1加热功率/KW2500气刀制造厂科勒公司喷吹介质空气气刀供气压力/kpa与带钢距离的调整范围/mm12100与带钢倾角的调整范围/5冷却段镀后冷却顶辊尺寸/mm行程总长/mm33650最后冷却行程总长/mm风机容量/m3h-1水冷介质脱盐水冷却后温度/65光整机形式四辊光整机工作辊直径/mm915辊身长度/mm2135支撑辊直径/mm辊身长度/mm2135轧制力/KN最大伸长率/%2拉矫机形式两弯一矫最大伸长率/%3钝化形式喷淋带钢烘干设备形式热风枯燥空气出口温度/90出口活套形式立式最大活套量/m外表质量检查方式人工打印机形式喷墨式涂油机形式静
20、电涂油机单面涂油量/mg卷取机卷取方式上卷取台数/台2有无皮带助卷器有打捆方式手动称重机手动或自动有测厚仪形式X射线测厚1.1.3.8 连续电镀锌机组1机组主要工艺参数如下:钢卷规格: 入 口 出口 带钢厚度 0.52.5mm 0.52.5mm(全连续轧制)带钢宽度 9001550mm 9001550mm钢卷内径 610mm 610mm钢卷外径 12002470mm 12002470mm钢卷质量 最大45t 最大45t 镀层品种: 纯锌镀层 镀层质量: 6100mg/m2(双面) 1040mg/m2(单面) 机组速度: 入口段 最大120m/min工艺段 最大90m/min出口段 最大135m
21、/min 年处理量: 9万t 投产年月: 1991年 供货商: 新日铁2主要单体设备性能如表1-9所示表1-9宝钢2030mm冷轧厂连续电镀锌机组主要单体设备性能设备名称主要性能备注拆捆带方式手动开卷机台数/台2开卷方式上开卷焊机形式窄搭接滚缝焊机制造厂 日本DENGENSHA有无预清洗段无入口活套形式卧式活套储量/m129清洗段碱洗槽形式卧式碱洗介质碱液1#刷洗槽形式卧式刷洗介质碱液电解清洗槽形式卧式刷洗介质碱液2#刷洗槽形式卧式刷洗介质脱盐水酸洗槽形式卧式刷洗介质硫酸溶液漂洗槽形式卧式刷洗介质脱盐水枯燥设备形式热风枯燥加热温度/100300电镀段电镀槽形式卧式喷流槽个数/个9阳极板类型不溶
22、性阳极材质铂金基碳铅合金数目/个18镀液体系硫酸盐体系整流器容量/KA导电辊材质1号不锈钢210号镀铜辊径辊长/mm3101800漂浮辊材质复胺酯覆层辊辊径辊长/mm3001800磷化形式卧式喷淋介质Bonderite钝化形式喷淋碱洗介质铬酸盐枯燥设备形式热风枯燥加热温度/100300出口活套形式卧式最大活套量/m120外表质量检查方式人工打印机形式喷墨式涂油机形式静电涂油机单面涂油量/mg出口剪形式分切剪最大剪切厚度/mm废料处理方式料框卷取机卷取方式上卷取台数/台2有无皮带助卷器有打捆方式手动称重机自动1.1.3.9 彩色涂层机组(1) 机组主要工艺参数如下:工艺形式:梁涂两烘钢卷规格:
23、入 口 出口 带钢厚度 0.32.0mm 0.32.0mm(全连续轧制)带钢宽度 9001550mm 9001550mm钢卷内径 610mm 610mm钢卷外径 12002100mm 12002100mm 涂层品种: 油机溶胶、塑料溶胶、有机胶 涂层厚度: 2.5200um 机组速度: 入口段 最大180m/min工艺段 最大146m/min出口段 最大220m/min 年处理量: 16万t 投产年月: 1993年 供货商: 美国威恩公司(2) 要单体设备性能如表1-10所示表1-10宝钢2030mm冷轧厂彩色涂层机组主要单体设备性能设备名称主要性能备注拆捆带方式手动开卷机台数/台2开卷方式上
24、、下上开卷入口剪形式液压压下刀片材质工具钢废料处理方式料框缝合机形式压充模式结构接缝形状“Z预清洗段1号清洗槽槽长/mm5500溶液种类Parco cleaners温度/712号清洗槽槽长/mm5500溶液种类Parco cleaners温度/711号热水槽槽长/mm2500溶液种类热水温度/712号热水槽槽长/mm2500溶液种类热水温度/71入口活套形式卧式活套储量/m129清洗段1号清洗槽槽长/mm12200溶液种类Parco cleaners温度/712号清洗槽槽长/mm12200溶液种类Parco cleaners温度/71刷洗槽槽长/mm12200溶液种类工业水温度/713号清洗槽
25、槽长/mm12200溶液种类Parco cleaners温度/711号热水槽槽长/mm2500溶液种类热水温度/712号热水槽槽长/mm2500溶液种类热水温度/71预处理段磷酸盐处理槽槽长/mm14300溶液种类Bonderite901温度/6771冲洗槽槽长/mm14300溶液种类Bonderite901温度/6771铬酸盐处理槽槽长/mm14300溶液种类Bonderite1301温度/71冲洗槽槽长/mm2500溶液种类脱盐水温度/71冲洗槽槽长/mm2500溶液种类脱盐水温度/71中和处理槽槽长/mm2500溶液种类Parco cleaners338温度/71烘干设备风量/m3min
26、-1200温度/93初涂机形式三辊式涂层厚度精度/%5传动方式防爆直流电机精涂机形式两辊式涂层厚度精度/%5传动方式防爆直流电机烘烤炉形式卧式五段式炉子最大能力/th-172加热温度/482燃烧介质焦炉煤气温度测量装置红外线光学高温计冷却装置冷却形式空冷水冷空冷室风量/m3min-1温降范围/232176水冷介质脱盐水温降范围/17650燃烧炉座数/座2燃烧能力/m3min-1255396出口活套形式立式最大活套量/m300卷取机卷取方式上、下卷取有无皮带助卷器有打捆方式人工打捆1.1.3.10 电解脱脂机组1机组主要工艺参数如下:处理钢种: CQ、DQ、DDQ、EDDQ、SEDDQ、HS。钢
27、卷规格: 入 口 出口 带钢厚度 0.33.0mm 0.33.0mm(全连续轧制)带钢宽度 9001850mm 9001850mm钢卷内径 610mm 610mm钢卷外径 12002470mm 12002470mm钢卷质量 最大45t 最大45t机组速度: 最大600m/min 年处理量: 98万t 投产年月: 2002年12月 供货商: BSEE、TECHINT(2) 单体设备性能如表1-8所示表1-11宝钢2030mm冷轧厂电解脱脂机组主要单体设备性能设备名称主要性能备注拆捆带方式手动开卷机台数/台1开卷方式上开卷入口剪形式液压剪废料处理方式料斗车焊机形式窄搭接焊机制造厂 三菱电机焊缝处理
28、方式辊压 有无月牙剪有预清洗段高压预清洗槽形式立式碱洗介质漂洗水利用温度/701号刷洗槽形式卧式碱洗介质漂洗水利用刷辊材质尼龙+碳化硅磨料电解清洗槽形式缠绕式极对极HCD碱洗介质NaOH+Na4SiO4 电流密度/Adm-22202号刷洗槽形式卧式刷洗介质脱盐水刷辊材质尼龙枯燥设备风量/m3min-1300温度/80出口剪形式液压剪卷取机卷取方式上卷取台数/台1打捆方式自动点焊方式自动1.1.3.11 压型机组1机组主要工艺参数如下:入口钢卷规格: 带钢厚度 0.33.0mm 带钢宽度 9001550mm 钢卷内径 610mm 钢卷外径 12002100mm 钢卷质量 最大22.5t 出口钢卷
29、规格: 板长 1.512m 波深 38 mm或75mm 全宽 790 mm或963mm 垛高 最大530mm 垛重 10t机组速度: 出口段 最大122m/min 年处理量: 10万t 投产年月: 1993年2单体设备性能如表1-12所示表1-12 宝钢2030mm冷轧厂1号压型机组主要单体设备性能设备名称主要性能备注拆捆带方式手动开卷机台数/台1开卷方式上、下开卷切头剪形式液压下切剪刀片材质工具钢废料收集方式废筐压型机规格700系列滚轴直径/mm140机架间距/mm 610辊子跨距/mm 1575产品深度/mm 33130矫直机形式四辊辊径辊身长度/mmmm2001200 涂油机形式喷射涂油
30、机单面涂油量/gm-1板垛输出机形式侧向板垛输出机能力输送两个最大10t 的板垛1.1.3.12 剪切机组以1号横剪机组为例1机组主要工艺参数如下:入口钢卷规格: 带钢厚度 0.33.0mm 带钢宽度 9001550mm 钢卷内径 610mm 钢卷外径 12002470mm 钢卷质量 最大45t 出口钢板规格: 板长 10004000mm 垛高 最大600mm 垛重 10t机组速度: 入口段 最大200m/min工艺段 最大240m/min出口段 最大90m/min 投产年月: 1993年供货商: 西马克2单体设备性能如表1-13所示表1-13 宝钢2030mm冷轧厂1号剪切机组主要单体设备性
31、能设备名称主要性能备注拆捆带方式手动开卷机电机功率/KW30开卷方式上开卷横剪形式施罗曼飞剪刀片材质工具钢外表缺陷检查方式目视涂油方式涂油辊次品堆垛机数量/台1堆垛质量/kg正品堆垛机数量/台2堆垛质量/kg10000打捆方式手动称重机有1机组主要工艺参数如下:钢卷规格: 入 口 出口带钢宽度 9001500mm 9001500mm钢卷内径 610mm 610mm钢卷外径 12002470mm 12002470mm钢卷质量 最大45t 最大45t 机组速度: 最大200m/min 年处理量: 9万t 投产年月: 1991年2主要单体设备性能如表1-9所示表1-14 宝钢2030mm冷轧厂重卷机组主要单体设备性能设备名称主要性能备注拆捆带方式手动开卷机电机功率/KW30开卷方式上开卷有无焊机无切边剪形式圆盘剪废料处理方式废边卷取机外表缺陷检查方式目视涂油方式涂油辊卷取机卷取方式上卷取电机功率/KW打捆方式手动称重机有
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
