《管式过滤安全操作规程》由会员分享,可在线阅读,更多相关《管式过滤安全操作规程(3页珍藏版)》请在装配图网上搜索。
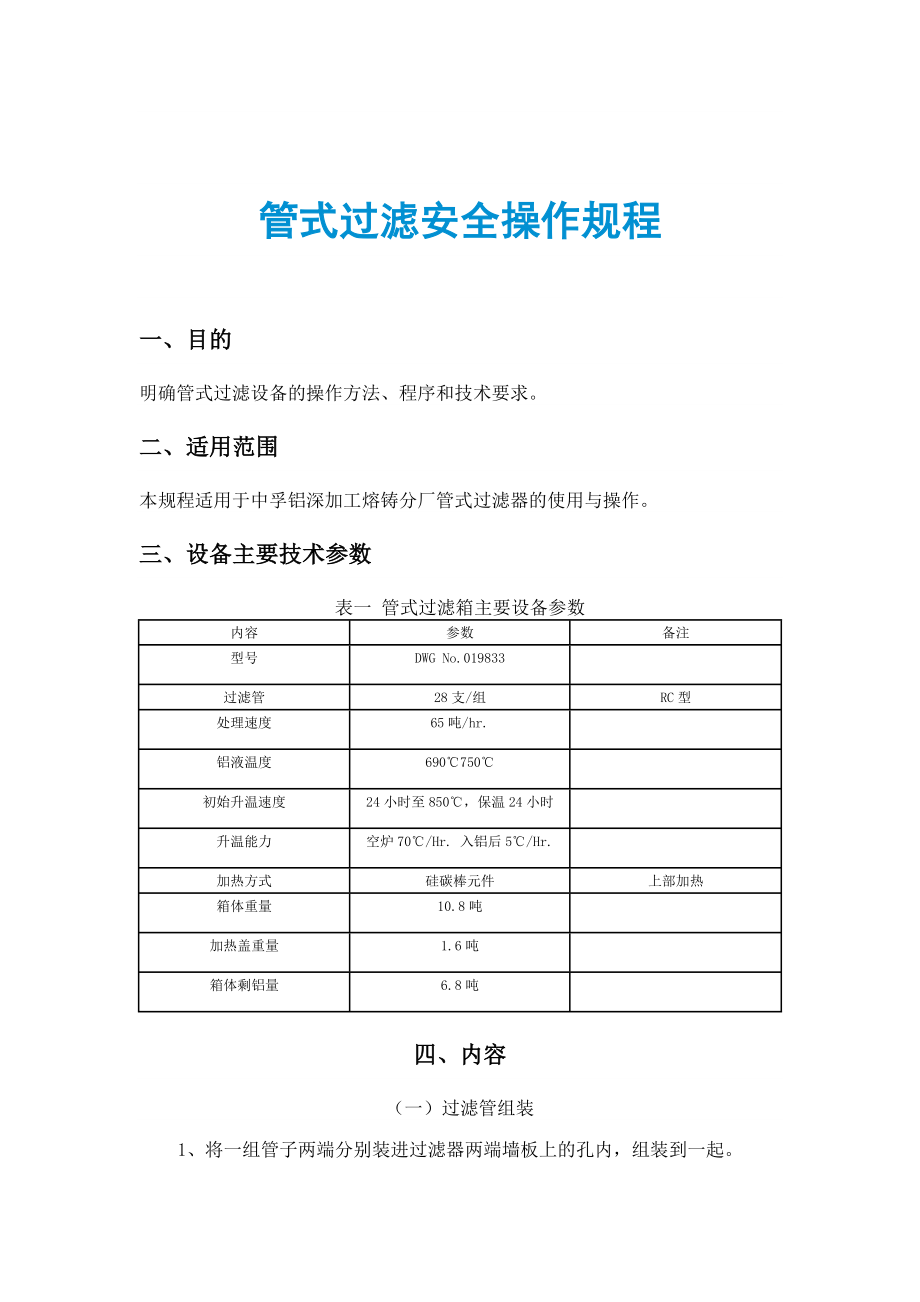
1、管式过滤安全操作规程 一、目的明确管式过滤设备的操作方法、程序和技术要求。二、适用范围本规程适用于中孚铝深加工熔铸分厂管式过滤器的使用与操作。三、设备主要技术参数表一 管式过滤箱主要设备参数内容参数备注型号DWG No.019833过滤管28支/组RC型处理速度65吨/hr.铝液温度690750初始升温速度24小时至850,保温24小时升温能力空炉70/Hr. 入铝后5/Hr.加热方式硅碳棒元件上部加热箱体重量10.8吨加热盖重量1.6吨箱体剩铝量6.8吨四、内容(一)过滤管组装1、将一组管子两端分别装进过滤器两端墙板上的孔内,组装到一起。2、装好的过滤管出铝口墙板外侧与炉衬结合部位粘上一层2
2、mm厚的硅酸铝纸。3、用专用夹具将管子安装到炉体内规定部位。(二)升温1、将出入口用岩棉堵上,防止热量损失。2、按照指定加热曲线对炉体进行加热、保温,新炉子投入使用前一定确保耐火材料烘烤到位。(三)入铝1、入铝前先停止加热器加热。2、取出出入口的岩棉。3、测量过滤箱内部温度700780,铝液温度在720750范围内。(四)加热气体氩气控制1、流量8-12升/分钟。2、压力0.05Mpa。3、纯度99.999%。(五)过滤箱清理及维护1、铸造结束,迅速清干净流槽内残铝,并将氧化去去除干净。2、铸造终了停止送电,调去上盖将铝液表面的氧化皮捞出,然后将盖子盖上加热。3、每次更换过滤管时,先捞出铝液表面浮渣,将箱体铝液放干,清理干净箱体内壁上的氧化皮及结渣。4、每次更换管子,箱体清理干净后要对内衬裂口进行修补,然后均匀刷不沾铝涂料。(六)过滤管更换1、出铝口铝液液面高度低于入铝口高度超过100mm时,更换管子。2、出铝口渣含量超标时,可能内部管子破裂或密封损坏,考虑更换管子。3、合金转组时,高合金往低合金转组时考虑更换管子。五、安全防护1、入铝前要先切断电源,等铝液稳定后再送电。2、入铝及铸造作业过程要穿戴规定劳保用品保护面罩、劳保鞋、耐热手套、阻燃服。3、所有放干箱要预先烘烤到位。4、操作工具要烘烤到位。
 管式过滤安全操作规程
管式过滤安全操作规程