 钳工中级操作题题库
钳工中级操作题题库

《钳工中级操作题题库》由会员分享,可在线阅读,更多相关《钳工中级操作题题库(19页珍藏版)》请在装配图网上搜索。
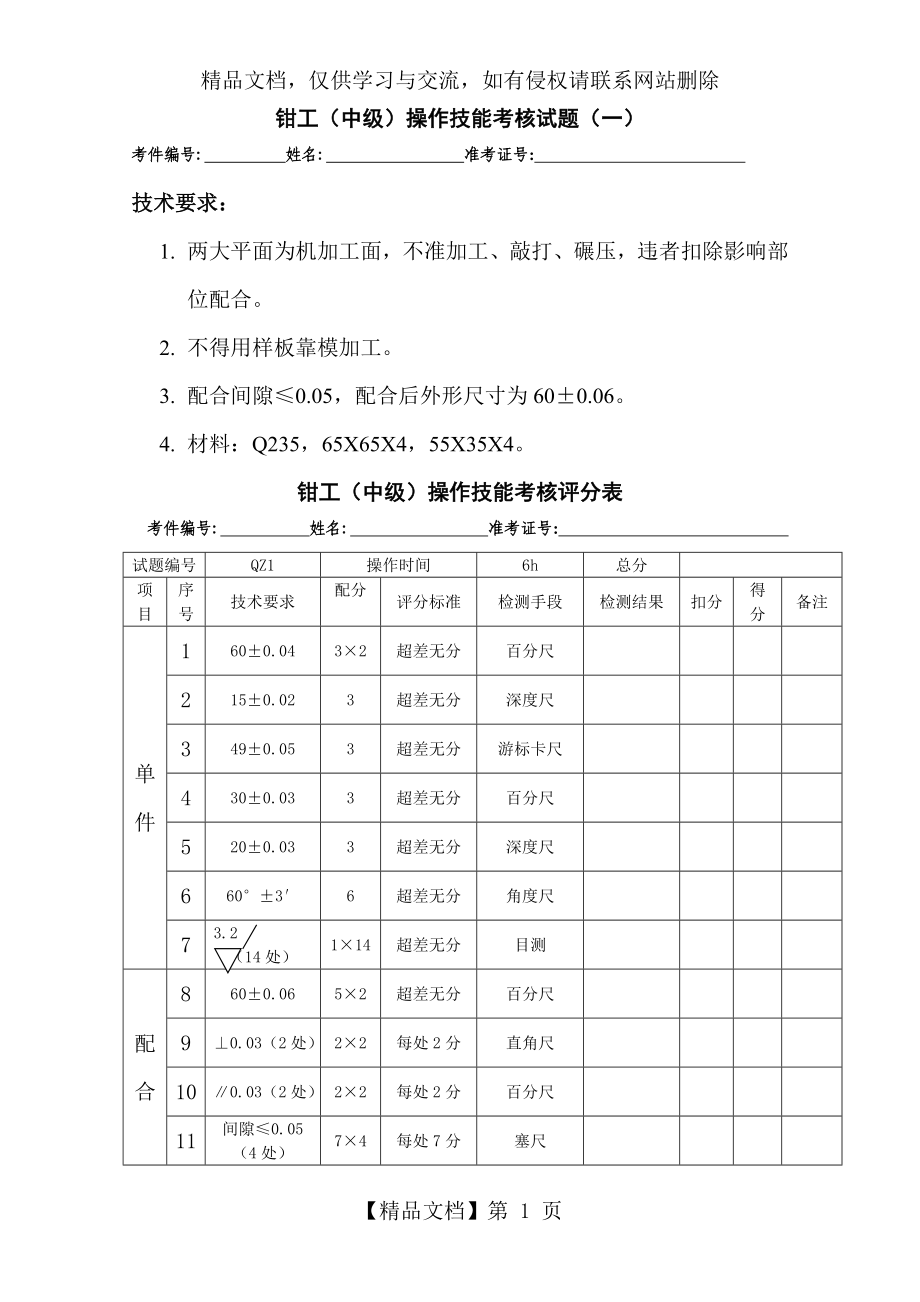
1、精品文档,仅供学习与交流,如有侵权请联系网站删除钳工(中级)操作技能考核试题(一)考件编号: 姓名: 准考证号: 技术要求:1. 两大平面为机加工面,不准加工、敲打、碾压,违者扣除影响部位配合。2. 不得用样板靠模加工。3. 配合间隙0.05,配合后外形尺寸为600.06。4. 材料:Q235,65X65X4,55X35X4。钳工(中级)操作技能考核评分表考件编号: 姓名: 准考证号: 试题编号QZ1操作时间6h总分项目序号技术要求配分评分标准检测手段检测结果扣分得分备注单件1600.0432超差无分百分尺2150.023超差无分深度尺3490.053超差无分游标卡尺4300.033超差无分百
2、分尺5200.033超差无分深度尺66036超差无分角度尺73.2(14处)114超差无分目测配合8600.0652超差无分百分尺90.03(2处)22每处2分直角尺100.03(2处)22每处2分百分尺11间隙0.05(4处)74每处7分塞尺钻孔12300.154每处4分游标卡尺13150.1(2处)22每处4分游标卡尺14+0.048(2处)22每处4分塞规151.6(2处)4每处2分目测其它要求1安全文明操作扣每违反一次规定扣2分,发生重大事故者,取消考核资格2正确使用工、夹、量具扣录员监考人检验员考评人钳工(中级)操作技能考核准备通知单(考场、考生)考件编号: 姓名: 准考证号: 以下
3、由考场准备:请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作一、 材料准备 毛坯:Q235, 尺寸65X65X4mm,55X35X4 mm二、 设备、工具、刀具、量具准备 类别 名称型号数量备注设备台虎钳200 mm1台/考生量具游标卡尺0.02/0-150mm1千分尺0-251千分尺25-501千分尺50-751万能角度尺0-2701工具锯弓1大平锉1中平锉1什锦锉1三角锉1钻头81毛刷50 mm1把棉纱若干三、 考试时间6h 四、 说明:1、 除上述型号的台虎钳外,其它型号台虎钳亦可。2、 若设备数量有限,考试可分批进行,但必须保证每位考生有一台。3、 首个场次的第一批考生可允许有
4、0.5小时的准备时间。4、 每个工位应配有一个工具框供考生摆放工、量具。5、 考场应配有必须的清扫工具。6、 每个考场应配有工位编号及钢印字头、胶布等编号用品。7、 每位考生考前领取1件试件毛坯,5页A4复印纸。五、 人员要求1、 监考人员的数量与考生人数之比1:10。2、 每个考场应配有机修工、电工各一名。 3、监考人员、考试服务人员(机修工、电工)必须于考试前30分钟到考场。考生准备:工作服、计算器、铅笔、钢笔、常用量尺钳工(中级)操作技能考核试题(二)考件编号: 姓名: 准考证号: 技术要求:1.两大平面为机加工面,不准加工、敲打、碾压,违者扣除影响部位配合。2.配合间隙(单边)0.05
5、,配合后尺寸为(900.037)mm。3.材料:45钢,尺寸(901024)mm一块,预加工基准面B。钳工(中级)操作技能考核评分表考件编号: 姓名: 准考证号: 项目序号考核内容配分评分标准主要项目1验板锉削尺寸55 0 -0.062 mm 2处101.超出公差带50,扣除该项配分1/22.超出公差带50,扣除该项全部配分2验板锉削角度604 2处103对板锉削尺寸55 0 -0.074mm44对板锉削尺寸20 0 -0.052mm65对板燕尾槽对称度0.05mm56对板燕尾平行度0.05mm57配合间隙(单边)0.05mm 5处258配合后尺寸(900.037)mm59对板燕尾槽锉削尺寸(
6、900.043)mm 2处4一般项目13-10 +0.036 0mm 323-10 +0.036 0mm等分误差0.2mm 3处33铰孔表面粗糙度Ra1.6um 3处34锉削面表面粗糙度达Ra3.2m 16处7安全文明生产1安全操作6违犯操作规程,扣6分2正确使用工具、量具,场地整洁。4工具、量具使用不正确扣2分,其余不符合规定扣2分录员 监考人 检验员 考评员 钳工(中级)操作技能考核准备通知单(考场、考生)考件编号: 姓名: 准考证号: 以下由考场准备:请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作一、 材料准备 毛坯:Q235, 尺寸65X65X4mm,55X35X4 mm二、
7、 设备、工具、刀具、量具准备 类别 名称型号数量备注设备台虎钳200 mm1台/考生量具游标卡尺0.02/0-150mm1把千分尺25-50mm1把千分尺50-75mm1把千分尺75-100mm1把万能角度尺0-2701把刀口型直角尺1把工具锯弓1把大平锉300mm1把中平锉200mm1把什锦锉1套三角锉150mm1把可调式铰刀101把钻头3mm、9.5mm各1支錾子1支锤子1把毛刷50 mm1把棉纱若干三、 考试时间6h 四、 说明:a) 除上述型号的台虎钳外,其它型号台虎钳亦可。b) 若设备数量有限,考试可分批进行,但必须保证每位考生有一台。c) 首个场次的第一批考生可允许有0.5小时的准
8、备时间。d) 每个工位应配有一个工具框供考生摆放工、量具。e) 考场应配有必须的清扫工具。f) 每个考场应配有工位编号及钢印字头、胶布等编号用品。g) 每位考生考前领取1件试件毛坯,5页A4复印纸。五、 人员要求a) 监考人员的数量与考生人数之比1:10。b) 每个考场应配有机修工、电工各一名。 3、监考人员、考试服务人员(机修工、电工)必须于考试前30分钟到考场。考生准备:工作服、计算器、铅笔、钢笔、常用量尺钳工(中级)操作技能考核试题(三)考件编号: 姓名: 准考证号: 技术要求:1.大平面为机加工面,不准加工、敲打。2.保证各项平面度、垂直度、平行度、尺寸精度、表面粗糙度等要求。3.工具
9、合理摆放,安全文明生产。4.材料:Q235,61X65X6。钳工(中级)操作技能考核评分表考件编号: 姓名: 准考证号: 考核项目考核内容考核要求配分评分标准扣分得分主要项目尺寸精度尺寸精度对称度公差尺寸精度尺寸精度平行度公差300.15200.040.06260.20400.04(两处)0.04(三处)1081081015每超差0.05扣1分每超差0.02扣1分每超差0.02扣1分每超差0.05扣1分每超差0.02扣1分每超差0.02扣1分一般项目表面粗糙度垂直度公差螺纹孔两孔精度表面粗糙度尺寸精度Ra3.2m(7处)0.04(5处)M8210Ra1.6m(2处) 120.214122443
10、每降一个等级扣2分尺寸公差每超0.02扣1分不合格不得分每超0.02扣1分每降一个等级扣2分每超差0.05扣1分安全及文明生产1、 按国家颁布的有关法规或行业(企业)的规定2、 按行业(企业)自定的有关规定扣分不超过10分工时定额3h根据超工时定额情况扣分录员 监考人 检验员 考评员 钳工(中级)操作技能考核准备通知单(考场、考生)考件编号: 姓名: 准考证号: 以下由考场准备:请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作一、材料准备 毛坯:Q235, 尺寸(61X65X6)mm。二、 设备、工具、刀具、量具准备 类别 名称型号数量备注设备台虎钳200 mm1台/考生量具游标卡尺0
11、.02/0-150mm1把千分尺0-25mm1把千分尺25-50mm1把千分尺50-75mm1把刀口型直角尺1把工具锯弓1把大平锉1把中平锉1把什锦锉1把三角锉1把钻头8、10各1支丝锥M81副绞杠1把毛刷50 mm1把棉纱若干三、 考试时间6h 四、 说明:a) 除上述型号的台虎钳外,其它型号台虎钳亦可。b) 若设备数量有限,考试可分批进行,但必须保证每位考生有一台。c) 首个场次的第一批考生可允许有0.5小时的准备时间。d) 每个工位应配有一个工具框供考生摆放工、量具。e) 考场应配有必须的清扫工具。f) 每个考场应配有工位编号及钢印字头、胶布等编号用品。g) 每位考生考前领取1件试件毛坯
12、,5页A4复印纸。五、 人员要求a) 监考人员的数量与考生人数之比1:10。b) 每个考场应配有机修工、电工各一名。 3、监考人员、考试服务人员(机修工、电工)必须于考试前30分钟到考场。考生准备:工作服、计算器、铅笔、钢笔、常用量尺钳工(中级)操作技能考核试题(四)考件编号: 姓名: 准考证号: 1. 各面的形位误差应在允差范围内。2.按图样要求修整外形尺寸,将工件外形锉加工至(700.05)mm(500.05)mm。3.基准面的平面度不大于0.01mm,相互垂直度不大于0.02mm。4.加工外形尺寸时应保证四个侧面的相互垂直度不大于0.02mm,平面度不大于0.02mm。5.检验棒,半径样
13、板R16.5mm、R6.5R14.5mm。6.材料:45钢,尺寸( 71X51X4)mm。钳工(中级)操作技能考核评分表考件编号: 姓名: 准考证号: 项目技术要求配分评分标准检测结果得分尺寸700.05mm5超差不得分500.05mm5超差不得分430.01mm5超差不得分5超差不得分300.01mm5超差不得分100.01mm5超差不得分240.01mm5超差不得分7超差不得分9超差不得分10超差不得分粗糙度Ra1.6(9处)9超差不得分形位公差0.02B10超差不得分0.02A10超差不得分安全文明操作10酌情扣分录员 监考人 检验员 考评员 钳工(中级)操作技能考核准备通知单(考场、考
14、生)考件编号: 姓名: 准考证号: 以下由考场准备:请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作一、 材料准备 毛坯:45钢, 尺寸71X51X4mm二、 设备、工具、刀具、量具准备 类别 名称型号数量备注设备台虎钳200 mm1台/考生量具游标卡尺0.02/0-150mm1钢直尺0150mm90角尺50mm80mm百分表0.01/010mm1表架1刀口形直尺75mm1千分尺25-50mm1千分尺50-75mm1万能角度尺0-3201塞规10 mm工具锯弓1錾子平锉1方锉1半圆锉1三角锉1钻头5、9各1毛刷50 mm1把棉纱若干三、 考试时间6h 四、 说明:a) 除上述型号的台虎
15、钳外,其它型号台虎钳亦可。b) 若设备数量有限,考试可分批进行,但必须保证每位考生有一台。c) 首个场次的第一批考生可允许有0.5小时的准备时间。d) 每个工位应配有一个工具框供考生摆放工、量具。e) 考场应配有必须的清扫工具。f) 每个考场应配有工位编号及钢印字头、胶布等编号用品。g) 每位考生考前领取1件试件毛坯,5页A4复印纸。五、 人员要求a) 监考人员的数量与考生人数之比1:10。b) 每个考场应配有机修工、电工各一名。 3、监考人员、考试服务人员(机修工、电工)必须于考试前30分钟到考场。考生准备:工作服、计算器、铅笔、钢笔、常用量尺钳工(中级)操作技能考核试题(五)考件编号: 姓
16、名: 准考证号: 钳工(中级)操作技能考核评分表考件编号: 姓名: 准考证号: 序号项 目考核内容和要求配分评分标准检测结果得 分1锯割尺寸要求400.510超差0.1扣2分2锯割面的平面度5超差全扣3尺寸要求20配作5超差全扣420-0.055超差0.01扣2分520+0.05两处10超差0.01扣2分6600.055超差0.02扣2分7形位公差要求5超差全扣85超差全扣95处5超差全扣10配合互换间隙0.0820每超一处扣2分11配合后两侧错位量0.110每超一处扣5分12配合表面粗糙度Ra3.2m15每超一处扣1分13安全文明生产扣分违者每次扣5分录员 监考人 检验员 考评员 钳工(中级
17、)操作技能考核准备通知单(考场、考生)考件编号: 姓名: 准考证号: 以下由考场准备:请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作一、 材料准备 毛坯:45钢, 尺寸62X82X6mm二、 设备、工具、刀具、量具准备 类别 名称型号数量备注设备台虎钳200 mm1台/考生量具游标卡尺0.02/0-150mm1钢直尺0150mm90角尺50mm80mm刀口形直尺75mm1千分尺0-25mm1千分尺50-75mm1千分尺75-100mm1工具锯弓1錾子平锉1什锦锉1套三角锉1钻头31毛刷50 mm1把三、 考试时间4h 四、 说明:a) 除上述型号的台虎钳外,其它型号台虎钳亦可。b)
18、若设备数量有限,考试可分批进行,但必须保证每位考生有一台。c) 首个场次的第一批考生可允许有0.5小时的准备时间。d) 每个工位应配有一个工具框供考生摆放工、量具。e) 考场应配有必须的清扫工具。f) 每个考场应配有工位编号及钢印字头、胶布等编号用品。g) 每位考生考前领取1件试件毛坯,5页A4复印纸。五、 人员要求a) 监考人员的数量与考生人数之比1:10。b) 每个考场应配有机修工、电工各一名。 3、监考人员、考试服务人员(机修工、电工)必须于考试前30分钟到考场。考生准备:工作服、计算器、铅笔、钢笔、常用量尺钳工(中级)操作技能考核试题(六)考件编号: 姓名: 准考证号: 技术要求:1.
19、大平面为机加工面,不准加工、敲打。2.保证各项平面度、垂直度、平行度、尺寸精度、表面粗糙度等要求。3.工具合理摆放,安全文明生产。4.材料:Q235,61X61X6。钳工(中级)操作技能考核评分表考件编号: 姓名: 准考证号: 考核项目考核内容考核要求配分评分标准扣分得分主要项目垂直度公差垂直度公差尺寸精度尺寸精度尺寸精度尺寸精度尺寸精度尺寸精度螺纹孔0.040.04(A、B基准)300.15300.04250.04320.25150.02600.04(两处)M861210666664每超差0.02扣1分每超差0.02扣1分每超差0.05扣1分每超差0.02扣1分每超差0.02扣1分每超差0.
20、05扣1分每超差0.01扣1分每超差0.02扣1分不合格不得分一般项目尺寸精度尺寸精度角度公差表面粗糙度两孔精度表面粗糙度150.20120.201355(2处)Ra3.2m(9处)210Ra6.3m(2处)3391544每超差0.05扣1分每超差0.05扣1分每超差2,扣1分每降一个等级扣2分每超0.02扣1分每降一个等级扣2分安全及文明生产3、 按国家颁布的有关法规或行业(企业)的规定4、 按行业(企业)自定的有关规定扣分不超过10分工时定额3h根据超工时定额情况扣分录员 监考人 检验员 考评员 钳工(中级)操作技能考核准备通知单(考场、考生)考件编号: 姓名: 准考证号: 以下由考场准备
21、:请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作一、材料准备 毛坯:Q235, 尺寸(61X61X6)mm。二、 设备、工具、刀具、量具准备 类别 名称型号数量备注设备台虎钳200 mm1台/考生量具游标卡尺0.02/0-150mm1千分尺0-25mm1千分尺25-50mm1千分尺50-75mm1直角尺1工具锯弓大平锉1中平锉1什锦锉1三角锉1钻头8、10各1丝锥M81套毛刷50 mm1把棉纱若干三、 考试时间6h 四、 说明:a) 除上述型号的台虎钳外,其它型号台虎钳亦可。b) 若设备数量有限,考试可分批进行,但必须保证每位考生有一台。c) 首个场次的第一批考生可允许有0.5小时的
22、准备时间。d) 每个工位应配有一个工具框供考生摆放工、量具。e) 考场应配有必须的清扫工具。f) 每个考场应配有工位编号及钢印字头、胶布等编号用品。g) 每位考生考前领取1件试件毛坯,5页A4复印纸。五、 人员要求a) 监考人员的数量与考生人数之比1:10。b) 每个考场应配有机修工、电工各一名。 3、监考人员、考试服务人员(机修工、电工)必须于考试前30分钟到考场。考生准备:工作服、计算器、铅笔、钢笔、常用量尺钳工(中级)操作技能考核试题(七)考件编号: 姓名: 准考证号: 钳工(中级)操作技能考核评分表考件编号: 姓名: 准考证号: 序号考核项目评分要素配分评分标准检测结果扣分得分备注1锉
23、削450.02mm(2处)8一处超差0.02扣2分15(2处)6一处不合格扣3分1354(2处)10一处超差5扣2.5分550.05(2处)8一处超差0.02扣2分10超差0.02扣5分10超差0.02扣5分Ra3.2m(12处)10每处每降一级扣1分2配合550.05mm(2处)10每处超差0.02扣2.5分配合互换间隙0.06mm(6处)18每超差0.02mm扣1.5分错位量0.04mm10每次超差0.02扣2.5分3现场考核工具、量具使用,清理现场,安全文明操作工具、量具使用错一件从总分中扣1分,未清理现场扣5分,每违反一项规定从总分中扣5分,严重违规停止操作。4考核时限在规定时间内完成
24、超时停止操作合 计100录员 监考人 检验员 考评员 钳工(中级)操作技能考核准备通知单(考生)考件编号: 姓名: 准考证号: 序号名 称规 格/mm数 量备 注1高度游卡尺02001把2游标卡尺01501把3万能角度尺03201把4千分尺5075、75100各1把5塞尺0.020.51把 6锤子0.250.5kg1把7划规、样冲、划针自选各1套8钢板尺01501把9直柄麻花钻31根10软钳口241把11锉刀扁锉、三角锉、整形锉各1套12锉刀刷中号1把13扁錾1把14手锯、锯条300各1套钳工中级操作技能考核准备通知单(考场)序号名 称规 格/mm数 量备 注1台钻Z41121台2平口钳100
25、1台3钳台200030001块4台虎钳1001台5划线平台150020001台6砂轮机S3SL-2501台7工件707062件A3钳工(中级)操作技能考核试题(八)考件编号: 姓名: 准考证号: 技术要求:1.大平面为机加工面,不准加工、敲打、碾压,违者扣除影响部位配合。2.以凸件(件1)为基准,配作凹件(件2),配合间隙不大于0.02mm。3.对毛刺和锐棱要用锉刀去除和锉钝。4.材料:45钢,工时6h。钳工(中级)操作技能考核评分表考件编号: 姓名: 准考证号: 项目技术要求配分评分标准检测结果得分尺寸(4处)16每超差1处扣3分(2处)6每超差1处扣3分形位公差0.02A(2处)10超差不
26、得分0.02A5超差不得分0.02AB5超差不得分0.02ABC6超差不得分粗糙度Ra1.6(24处)121处超差扣1分配合配合间隙0.02mm (12处)181处超差扣1.5分翻转一次(12处)121处超差扣1分安全文明操作10酌情扣分录员 监考人 检验员 考评员 钳工(中级)操作技能考核准备通知单(考生)考件编号: 姓名: 准考证号: 名称规格精度名称规格精度游标卡尺0150mm0.02mm磁力表架游标高度尺0300mm0.02mm平锉百分表00.8mm0.01mm三角锉万能角度尺03202方锉千分尺025mm0.01mm整形锉2550mm0.01mm锯弓5075mm0.01mm锯条751
27、00mm0.01mm錾子深度千分尺025mm0.01mm软钳口90角尺100mm63mm1级手锤刀口形直尺直柄麻花钻125mm0级样冲5mm划线针9.7mm划规12mm毛刷塞尺0.020.5mm锉刀刷长方直角样板16mm12mm钢直尺0150mm量块38块一组1级钳工中级操作技能考核准备通知单(考场)1、备料:材料为45钢,规格及技术要求如下图所示。a) 件1毛坯 b) 件2毛坯2、设备准备序号名称规格序号名称规格1划线平台2000mm1500mm4平口钳150mm2方箱205mm205mm205mm5钳台、台虎钳125mm3台式钻床6砂轮机S3SL-2503、考试时间6h 4、说明:a) 除
28、上述型号的台虎钳外,其它型号台虎钳亦可。b) 若设备数量有限,考试可分批进行,但必须保证每位考生有一台。c) 首个场次的第一批考生可允许有0.5小时的准备时间。d) 每个工位应配有一个工具框供考生摆放工、量具。e) 考场应配有必须的清扫工具。f) 每个考场应配有工位编号及钢印字头、胶布等编号用品。g) 每位考生考前领取1件试件毛坯,5页A4复印纸。5、人员要求a) 监考人员的数量与考生人数之比1:10。b) 每个考场应配有机修工、电工各一名。 c) 监考人员、考试服务人员(机修工、电工)必须于考试前30分钟到考场。钳工(中级)操作技能考核试题(九)考件编号: 姓名: 准考证号: 技术要求:1.
29、大平面为机加工面,不准加工、敲打。2.达到转位互换要求。3.工时4h。4.材料:Q235,(92X62X4)mm。钳工(中级)操作技能考核评分表考件编号: 姓名: 准考证号: 录员 监考人 检验员 考评员 钳工(中级)操作技能考核准备通知单(考场、考生)考件编号: 姓名: 准考证号: 以下由考场准备:请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作一、 材料准备毛坯:Q235, 尺寸(92X62X4)mm二、 设备、工具、刀具、量具准备 类别 名称型号数量备注设备台虎钳200 mm1台/考生量具游标卡尺0.02/0-150mm1把千分尺25-50mm1把千分尺50-75mm1把千分尺7
30、5-100mm1把刀口型直角尺1把工具锯弓1把大平锉300mm1把中平锉200mm1把什锦锉1套三角锉150mm1把钻头3mm1支錾子1支锤子1把毛刷50 mm1把棉纱若干三、 考试时间5h 四、 说明:a) 除上述型号的台虎钳外,其它型号台虎钳亦可。b) 若设备数量有限,考试可分批进行,但必须保证每位考生有一台。c) 首个场次的第一批考生可允许有0.5小时的准备时间。d) 每个工位应配有一个工具框供考生摆放工、量具。e) 考场应配有必须的清扫工具。f) 每个考场应配有工位编号及钢印字头、胶布等编号用品。g) 每位考生考前领取1件试件毛坯,5页A4复印纸。五、 人员要求a) 监考人员的数量与考
31、生人数之比1:10。b) 每个考场应配有机修工、电工各一名。 3、监考人员、考试服务人员(机修工、电工)必须于考试前30分钟到考场。考生准备:工作服、计算器、铅笔、钢笔、常用量尺钳工(中级)操作技能考核试题(十)考件编号: 姓名: 准考证号: 技术要求:1.两大平面为机加工面,不准加工、敲打、碾压,违者扣除影响部位配合。2.不得用样板靠模加工。3.配合间隙0.04。4.材料:Q235,(72X62X4)mm两块。钳工(中级)操作技能考核评分表考件编号: 姓名: 准考证号: 录员 监考人 检验员 考评员 钳工(中级)操作技能考核准备通知单(考场、考生)考件编号: 姓名: 准考证号: 以下由考场准
32、备:请考场在考试前认真阅读此通知单,并按要求逐一做好准备工作一、 材料准备 毛坯:Q235, 尺寸(72x62x4 )mm二、 设备、工具、刀具、量具准备 类别 名称型号数量备注设备台虎钳200 mm1台/考生量具游标卡尺0.02/0-150mm1把千分尺25-50mm1把千分尺50-75mm1把刀口型直角尺1把万能角度尺0-2701把工具锯弓1把大平锉300mm1把中平锉200mm1把什锦锉1套三角锉150mm1把丝锥M101副绞杠1个钻头3mm、8mm各1支錾子1支锤子1把毛刷50 mm1把棉纱若干三、 考试时间6h 四、 说明:a) 除上述型号的台虎钳外,其它型号台虎钳亦可。b) 若设备数量有限,考试可分批进行,但必须保证每位考生有一台。c) 首个场次的第一批考生可允许有0.5小时的准备时间。d) 每个工位应配有一个工具框供考生摆放工、量具。e) 考场应配有必须的清扫工具。f) 每个考场应配有工位编号及钢印字头、胶布等编号用品。g) 每位考生考前领取1件试件毛坯,5页A4复印纸。五、 人员要求a) 监考人员的数量与考生人数之比1:10。b) 每个考场应配有机修工、电工各一名。 3、监考人员、考试服务人员(机修工、电工)必须于考试前30分钟到考场。考生准备:工作服、计算器、铅笔、钢笔、常用量尺【精品文档】第 19 页
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
