《钢筋焊接及机械连接接头质量标准(共4页)》由会员分享,可在线阅读,更多相关《钢筋焊接及机械连接接头质量标准(共4页)(4页珍藏版)》请在装配图网上搜索。
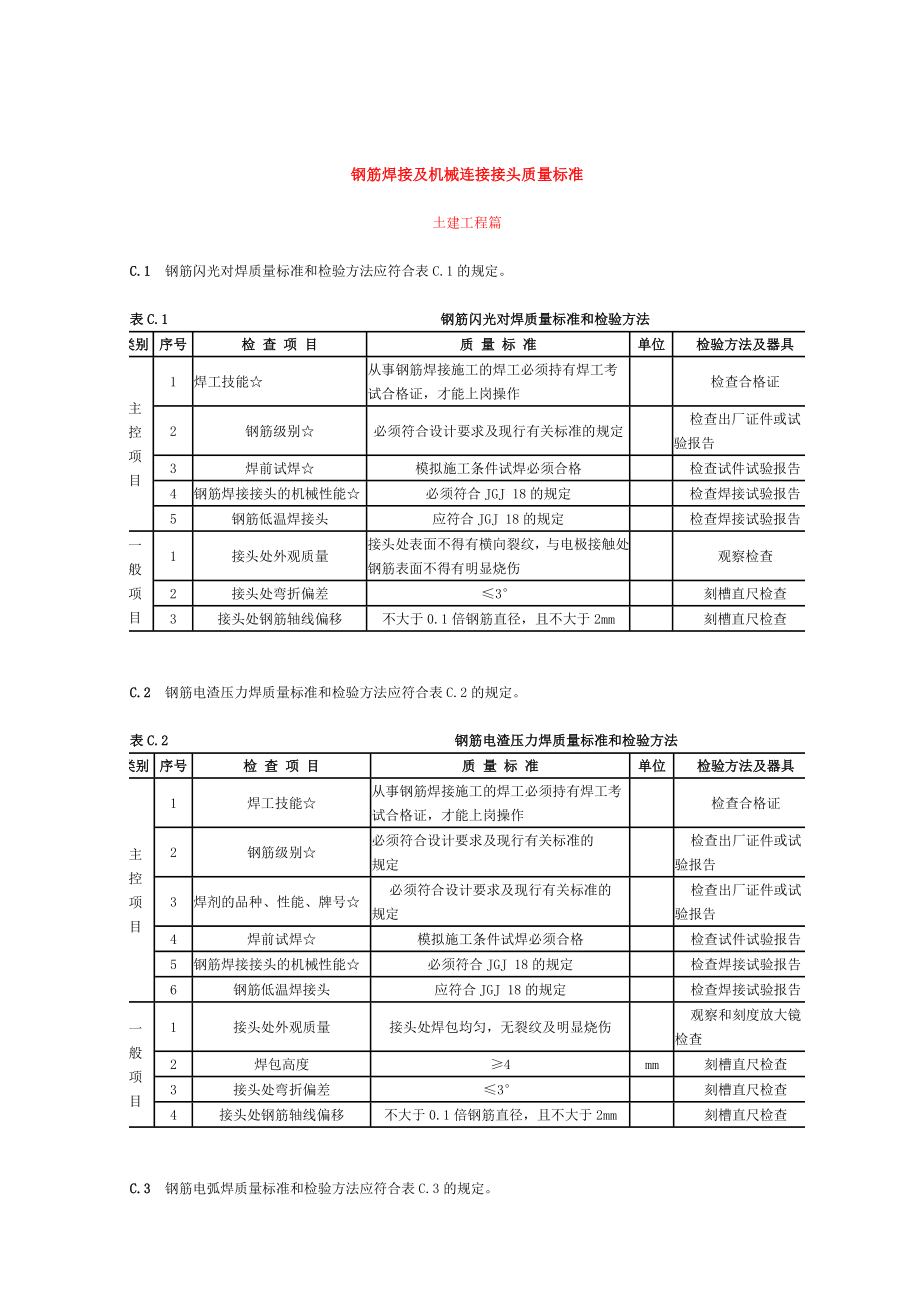
1、钢筋焊接及机械连接接头质量标准土建工程篇C.1钢筋闪光对焊质量标准和检验方法应符合表C.1的规定。表C.1 钢筋闪光对焊质量标准和检验方法类别序号检 查 项 目 质 量 标 准单位检验方法及器具主控项目1焊工技能从事钢筋焊接施工的焊工必须持有焊工考试合格证,才能上岗操作检查合格证2钢筋级别必须符合设计要求及现行有关标准的规定检查出厂证件或试验报告3焊前试焊模拟施工条件试焊必须合格检查试件试验报告4钢筋焊接接头的机械性能必须符合JGJ 18的规定检查焊接试验报告5钢筋低温焊接头应符合JGJ 18的规定检查焊接试验报告一般项目1接头处外观质量接头处表面不得有横向裂纹,与电极接触处钢筋表面不得有明显
2、烧伤观察检查2接头处弯折偏差3刻槽直尺检查3接头处钢筋轴线偏移不大于0.1倍钢筋直径,且不大于2mm刻槽直尺检查C.2钢筋电渣压力焊质量标准和检验方法应符合表C.2的规定。表C.2 钢筋电渣压力焊质量标准和检验方法类别序号检 查 项 目质 量 标 准单位检验方法及器具主控项目1焊工技能从事钢筋焊接施工的焊工必须持有焊工考试合格证,才能上岗操作检查合格证2钢筋级别必须符合设计要求及现行有关标准的规定检查出厂证件或试验报告3焊剂的品种、性能、牌号必须符合设计要求及现行有关标准的规定检查出厂证件或试验报告4焊前试焊模拟施工条件试焊必须合格检查试件试验报告5钢筋焊接接头的机械性能必须符合JGJ 18的
3、规定检查焊接试验报告6钢筋低温焊接头应符合JGJ 18的规定检查焊接试验报告一般项目1接头处外观质量接头处焊包均匀,无裂纹及明显烧伤观察和刻度放大镜检查2焊包高度4mm刻槽直尺检查3接头处弯折偏差3刻槽直尺检查4接头处钢筋轴线偏移不大于0.1倍钢筋直径,且不大于2mm刻槽直尺检查C.3钢筋电弧焊质量标准和检验方法应符合表C.3的规定。表C.3 钢筋电弧焊质量标准和检验方法类别序号检 查 项 目质 量 标 准单位检验方法及器具主控项目1焊工技能从事钢筋焊接施工的焊工必须持有焊工考试合格证,才能上岗操作检查合格证2钢筋级别必须符合设计要求及现行有关标准的规定检查出厂证件或试验报告3焊条的品种、性能
4、、牌号必须符合设计要求及现行有关标准的规定检查出厂证件或试验报告4焊前试焊模拟施工条件试焊必须合格检查试件试验报告5钢筋焊接接头的机械性能必须符合JGJ 18的规定检查焊接试验报告6钢筋低温焊接头应符合JGJ 18的规定检查焊接试验报告一般项目1接头焊缝外观质量接头处无裂纹、气孔、夹渣、咬边深度不大于0.5mm;焊缝表面无较大凹陷、焊瘤观察和刻度放大镜检查2帮条沿接头中心线的纵向偏移0.5dmm焊接工具检查尺3接头处弯折3焊接工具检查尺4接头处钢筋轴线偏移不大于0.1倍钢筋直径,且不大于3mm刻槽直尺检查5帮条焊、搭接焊焊缝高度偏差0.05d0mm焊接工具检查尺6焊缝宽度偏差0.1d0mm焊接
5、工具检查尺7焊缝长度偏差-0.3dmm焊接工具检查尺8在2d长焊缝表面上的气孔和夹渣数量2个观察、点数检查9面积6mm2钢尺检查10坡口焊熔槽帮条焊焊缝加强高23mm焊接工具检查尺11在全部焊缝表面上的气孔和杂渣数量2个观察、点数检查12面积6mm2钢尺检查C.4钢筋气压焊质量标准和检验方法应符合表C.4的规定。表C.4 钢筋气压焊质量标准和检验方法类别序号检 查 项 目质 量 标 准单位检验方法及器具主控项目1焊工技能从事钢筋焊接施工的焊工必须持有焊工考试合格证,才能上岗操作检查合格证2钢筋级别必须符合设计要求及有关现行规范的规定检查出厂证件或试验报告3焊前试焊模拟施工条件试焊必须合格检查试
6、件试验报告4钢筋焊接接头的机械性能应符合JGJ 18的规定检查焊接试验报告5钢筋低温焊接头应符合JGJ 18的规定检查焊接试验报告一般项目1接头焊缝外观质量接头处表面不得有横向裂纹,凸起部分平缓圆滑观察和刻度放大镜检查2接头处弯折3刻槽直尺检查3接头处钢筋轴线偏移不大于0.15倍钢筋直径,且不大于4mm刻槽直尺检查4镦粗直径不小于1.4倍钢筋直径mm刻槽直尺检查5镦粗长度不小于1.0倍钢筋直径mm刻槽直尺检查C.5钢筋电阻点焊质量标准和检验方法应符合表C.5的规定。表C.5 钢筋电阻点焊质量标准和检验方法类别序号检 查 项 目质 量 标 准单位检验方法及器具主控项目1焊工技能从事钢筋焊接施工的
7、焊工必须持有焊工考试合格证,才能上岗操作检查合格证2钢筋级别必须符合设计要求及有关现行规范的规定检查出厂证件或试验报告3焊前试焊模拟施工条件试焊必须合格检查试件试验报告4钢筋焊接接头的机械性能应符合JGJ 18的规定检查焊接试验报告5钢筋低温焊接头应符合JGJ 18的规定检查焊接试验报告一般项目1焊点处外观质量焊点处熔化金属均匀;无脱落、漏焊、裂纹、多孔性缺陷及明显烧伤观察和刻度放大镜检查2焊点压入深度热轧钢筋为0.3倍0.45倍较小钢筋直径,冷拔低碳钢丝为0.3倍0.35倍较小钢筋直径mm观察检查C.6钢筋机械连接质量标准和检验方法应符合表C.6的规定。表C.6 钢筋机械连接质量标准和检验方
8、法类别序号检 查 项 目质 量 标 准单位检验方法及器具主控项目1钢筋、连接材料的品种、性能、牌号各种钢筋均应有质量证明书;连接材料应有产品合格证,并符合设计要求和现行有关标准的规定检查出厂证件或试验报告2钢筋连接接头的机械性能对接头的每一个验收批,必须在工程结构中随机截取3个接头试件作抗拉强度试验,按设计要求的接头等级进行评定检查试验报告3型式检验报告工程中应用钢筋机械连接接头时,应由该技术提供单位提交有效的型式检验报告检查型式试验报告4操作工技能从事钢筋机械连接施工的操作工必须经培训并考试合格,才能上岗操作检查合格证5工艺检验钢筋连接工程开始前及施工中,应对每批进场钢筋进行接头工艺检验,其
9、抗拉强度应符合现行规程、规范的要求检查试验报告6低温部位接头应进行专门试验,符合JGJ 107的有关规定检查试验报告一般项目1锥螺纹加工丝头牙形牙形饱满,无断牙、秃牙缺陷,且与牙形规的牙形吻合,牙形表面光洁观察检查丝头锥度丝头锥度与卡规或环规吻合观察检查小端直径小端直径在卡规或环规的允许误差之内钢尺检查2挤压接头外观接头外观质量挤压后套筒不得有肉眼可见裂缝观察检查挤压接头压痕道数应符合型式检验确定的道数观察检查接头处弯折3刻槽直尺检查 外型尺寸(检其中一项)挤压后套筒长度1.10倍1.15倍原套筒长度钢尺检查压痕处套筒外径0.8倍0.90倍原套筒外径钢尺检查3锥螺纹接头外观接头外观钢筋与连接套的规格一致,接头丝扣无完整丝扣外露观察检查接头拧紧力矩钢筋直径mm16118Nm采用扭矩板手检查18145201772221625282753231436403434直螺纹接头钢筋与连接套的规格一致,外露有效丝扣牙数在3牙之内观察、点数检查注: 对用于动力基础的钢筋机械连接接头,应按现行有关标准规定进行抗疲劳试验
 钢筋焊接及机械连接接头质量标准(共4页)
钢筋焊接及机械连接接头质量标准(共4页)