 S7200PLC使用说明及编程软件
S7200PLC使用说明及编程软件

《S7200PLC使用说明及编程软件》由会员分享,可在线阅读,更多相关《S7200PLC使用说明及编程软件(13页珍藏版)》请在装配图网上搜索。
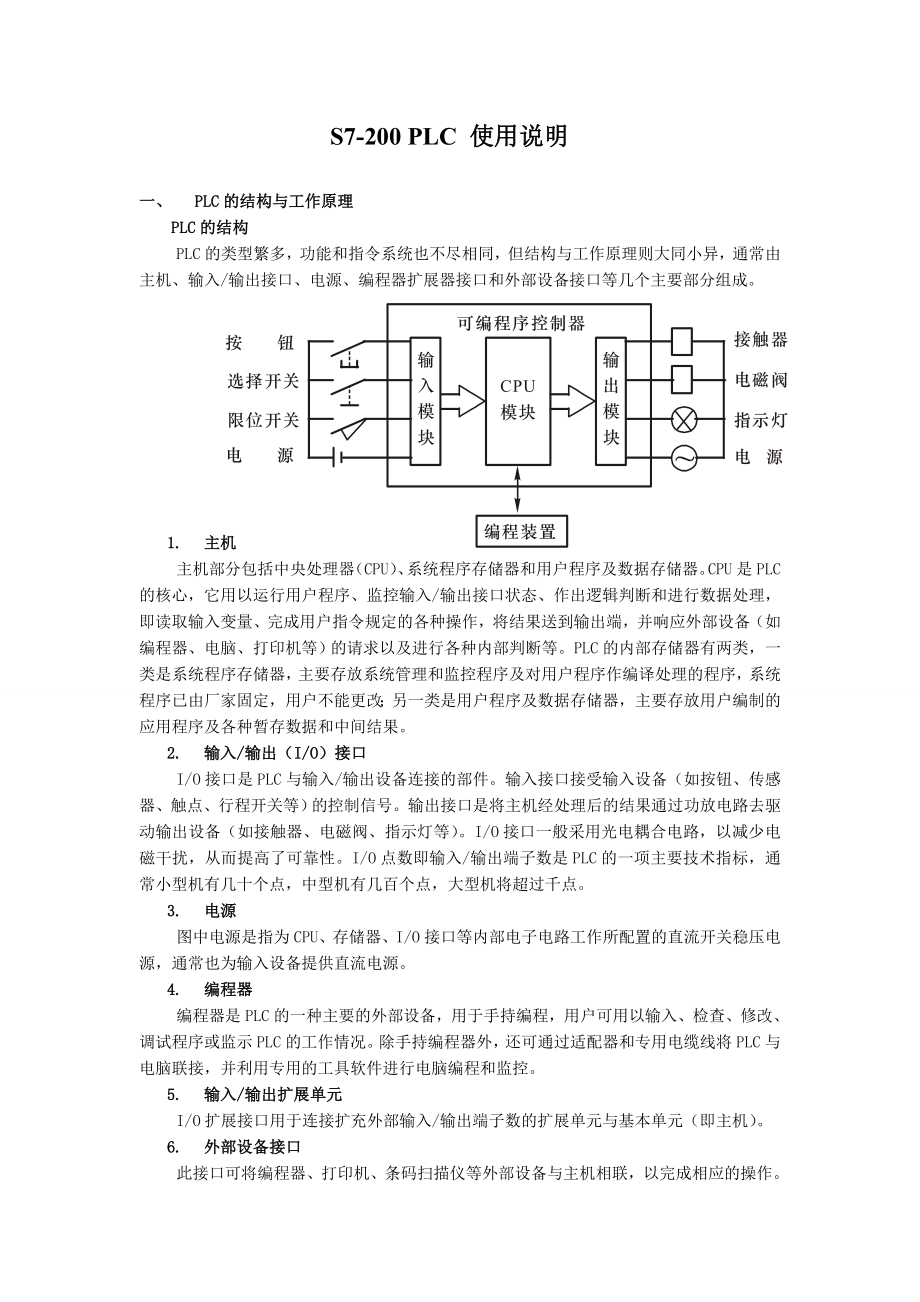
1、 S7-200 PLC 使用说明一、 PLC的结构与工作原理PLC的结构PLC的类型繁多,功能和指令系统也不尽相同,但结构与工作原理则大同小异,通常由主机、输入/输出接口、电源、编程器扩展器接口和外部设备接口等几个主要部分组成。1. 主机主机部分包括中央处理器(CPU)、系统程序存储器和用户程序及数据存储器。CPU是PLC的核心,它用以运行用户程序、监控输入/输出接口状态、作出逻辑判断和进行数据处理,即读取输入变量、完成用户指令规定的各种操作,将结果送到输出端,并响应外部设备(如编程器、电脑、打印机等)的请求以及进行各种内部判断等。PLC的内部存储器有两类,一类是系统程序存储器,主要存放系统管
2、理和监控程序及对用户程序作编译处理的程序,系统程序已由厂家固定,用户不能更改;另一类是用户程序及数据存储器,主要存放用户编制的应用程序及各种暂存数据和中间结果。2. 输入/输出(I/O)接口I/O接口是PLC与输入/输出设备连接的部件。输入接口接受输入设备(如按钮、传感器、触点、行程开关等)的控制信号。输出接口是将主机经处理后的结果通过功放电路去驱动输出设备(如接触器、电磁阀、指示灯等)。I/O接口一般采用光电耦合电路,以减少电磁干扰,从而提高了可靠性。I/O点数即输入/输出端子数是PLC的一项主要技术指标,通常小型机有几十个点,中型机有几百个点,大型机将超过千点。3. 电源图中电源是指为CP
3、U、存储器、I/O接口等内部电子电路工作所配置的直流开关稳压电源,通常也为输入设备提供直流电源。4. 编程器编程器是PLC的一种主要的外部设备,用于手持编程,用户可用以输入、检查、修改、调试程序或监示PLC的工作情况。除手持编程器外,还可通过适配器和专用电缆线将PLC与电脑联接,并利用专用的工具软件进行电脑编程和监控。5. 输入/输出扩展单元I/O扩展接口用于连接扩充外部输入/输出端子数的扩展单元与基本单元(即主机)。6. 外部设备接口此接口可将编程器、打印机、条码扫描仪等外部设备与主机相联,以完成相应的操作。PLC的工作原理PLC是采用“顺序扫描,不断循环”的方式进行工作的。即在PLC运行时
4、,CPU根据用户按控制要求编制好并存于用户存储器中的程序,按指令步序号(或地址号)作周期性循环扫描,如无跳转指令,则从第一条指令开始逐条顺序执行用户程序,直至程序结束。然后重新返回第一条指令,开始下一轮新的扫描。在每次扫描过程中,还要完成对输入信号的采样和对输出状态的刷新等工作。PLC的扫描一个周期必经输入采样、程序执行和输出刷新三个阶段。PLC在输入采样阶段:首先以扫描方式按顺序将所有暂存在输入锁存器中的输入端子的通断状态或输入数据读入,并将其写入各对应的输入状态寄存器中,即刷新输入。随即关闭输入端口,进入程序执行阶段。PLC在程序执行阶段:按用户程序指令存放的先后顺序扫描执行每条指令,执行
5、的结果再写入输出状态寄存器中,输出状态寄存器中所有的内容随着程序的执行而改变。输出刷新阶段:当所有指令执行完毕,输出状态寄存器的通断状态在输出刷新阶段送至输出锁存器中,并通过一定的方式(继电器、晶体管或晶闸管)输出,驱动相应输出设备工作。二、 S7-200 PLC的硬件组成及指令系统硬件组成S7-200CPU将一个微处理器、一个集成电源和数字量I/O点集成在一个紧凑的封装中,从而形成了一个功能强大的微型PLC,具体见下图:S7-200CPU模块包括一个中央处理器(CPU)、电源以及I/O点,这些都被集成在一个紧凑、独立的设备中。CPU负责执行程序和存储数据,以便对工业自动控制任务或过程进行控制
6、输入和输出时系统的控制点:输入部分从现场设备中(例如传感器或开关)采集信号,输出部分则控制泵、电机、指示灯以及工业过程中的其他设备。电源向CPU及所连接的任何模块提供电力支持。通信端口用于连接CPU与上位机或其他工业设备状态信号灯显示了CPU工作模式,本机I/O的当前状态,以及检查出的系统错误指令系统1. 标准触点指令LE常开触点指令,表示一个与输入母线相连的动合接点指令,即动合接点逻辑运算起始。LDN常闭触点指令,表示一个与输入母线相连的动断接点指令,即动断接点逻辑运算起始。A 与带开触点指令,用于单个动合接点的串联。AX 与非常闭触点指令,用于单个动断开接点的串联。O 或常开触点指令,用于
7、单个动合接点的接点的并联。ON 或非常闭触点指令,用于单个动断接点的并联。LD、LDN、A、AN、O、ON触点指令中变量的数据类型为布尔(BOOC)型。LD、LDN两条指令用于将接点接到母线上,A、AN、O、ON指令均多次重复使用,但当需要对两个以上接点串联连接电路块的并联连接时,要用后述的OLDB指。2. 串联电路块的并联连接指令OLD两个或两个以上的接点串联连接的电路叫串联电路块。串联电路块并联连接时,分支开始用LD、LDN指令,分支结束用OLD指令。OLD指令与后述的ALD指令均为无目标元件指令,而两条无目标元件指令的步长都为一个程序步。OLD有时也简称或块指令。3. 并联电路的串联连接
8、指令ALD两个或两个以上接点并联电路称为并联电路块,分支电路并联电路块与前面电路串联连接时,使用ALD指令。分支的起点用LD、LDN指令,并联电路结束后,使用ALD指令与前面电路串联。ALD指令也简称与块指令,ALD也是无操作目标元件,是一个程序步指令。4. 输出指令 (=)输出指令与线圈相对应,驱动线圈的触点电路接通时,线圈流过“能流”,输出类指令应放在梯形图的最右边,变量为Bool型。5. 置位与复位指令S、RS为置位指令,使动作保持;R为复位指令,使操作保持复位。从指定的位置开始的N个点的映像寄存器都被置位或复位,N=1255如果被指定复位的是定时器位或计数器位,将清除定时器或计数器的当
9、前值。6. 跳变触点EU,ED正跳变触点检测到一次正跳变(触点得输入信号由0到1)时,或负跳变触点检测到一次负跳变(触点得输入信号由1到0)时,触点接通到一个扫描周期.正/负跳变的符号为EU和ED,他们没有操作数,触点符号中间的“P”和“N”分别表示正跳变和负跳变7. 空操作指令NOPNOP指令是一条无动作、无目标元件的1程序步指令。空操作指令使该步序为空操作。用NOP指令替代已写入指令,可以改变电路。在程序中加入NOP指令,在改动或追加程序时可以减少步序号的改变。8. 程序结束指令ENDEND是一条无目标元件的1程序步指令。PLC反复进行输入处理、程序运算、输出处理,若在程序最后写入END指
10、令,则END以后的程序就不再执行,直接进行输出处理。在程序调试过程中,按段插入END指令,可以按顺序扩大对各程序段动作的检查。采用END指令将程序划分为若干段,在确认处于前面电路块的动作正确无误之后,依次删去END指令。要注意的是在执行END指令时,也刷新监视时钟。三、 PLC控制系统的设计与故障诊断1. 分析被控对象分析被控对象的工艺过程及工作特点,了解被控对象机、电之间的配合,确定被控对象对PLC控制系统的控制要求。根据生产的工艺过程分析控制要求。如需要完成的动作(动作顺序、动作条件、必须的保护和连锁等)、操作方式(手动、自动、连续、单周期、单步等)2. 确定输入/输出设备根据系统的控制要
11、求,确定系统所需的输入设备(如:按钮、位置开关、转换开关等)和输出设备(如:接触器、电磁阀、信号指示灯等)。据此确定PLC的I/O点数。3. 选择PLC包括PLC的机型、容量、I/O模块、电源的选择。4. 分配I/O点分配PLC的I/O点,画出PLC的I/O端子与输入/输出设备的连接图或对应表。(可结合第2步进行)。5. 设计软件及硬件进行PLC程序设计,进行控制柜(台)等硬件及现场施工。由于程序与硬件设计可同时进行,因此PLC控制系统的设计周期可大大缩短,而对于继电器系统必须先设计出全部的电气控制电路后才能进行施工设计。其中PLC程序设计的一般步骤在上一课题中已进行介绍。其中硬件设计及现场施
12、工的步骤如下:1) 设计控制柜及操作面板电器布置图及安装接线图。2) 设计控制系统各部分的电气互连图。3) 根据图纸进行现场接线,并检查。6. 联机调试联机调试是指将模拟调试通过的程序进行在线统调。7. 整理技术文件包括设计说明书、电气安装图、电气元件明细表及使用说明书等。 STEP7 MicroWIN软件使用入门一、 软件安装 1. 双击在光盘中找到文件夹“STEP7WINV4SP3”中的SETUP.EXE执行文件。2. 此文件,进行软件的安装。3. 在弹出的语言选择对话框中选择:英语 然后点击下一步。4. 选择安装路径,并点击下一步。5. 等待软件安装,完成后点击“完成”,并重启计算机。二
13、、 软件使用1. 双击桌面上的快捷方式图标,打开编程软件。2. 选择工具菜单“Tools”选项下的Options3. 在弹出的对话框选中“Options”,General 在Language 中选择Chinese。最后点击“OK”,退出程序后重新启动。4. 重新打开编程软件,此时为汉化界面。三、 创建工程1. 点击“新建项目” 按钮。2. 选择文件(File) 新建(New)菜单命令。3. 按Ctrl+N快捷键组合。在菜单“文件”下单击“新建”,开始新建一个程序4. 在程序编辑器中输入指令。 4.1从指令树拖放 4.1.1选择指令。 4.1.2将指令拖曳至所需的位置。 4.1.3松开鼠标按钮,
14、将指令放置在所需的位置。 4.1.4或双击该指令,将指令放置在所需的位置。注:光标会自动阻止您将指令放置在非法位置(例:放置在网络标题或另一条指令的参数上)。4.2从指令树双击 4.2.1使用工具条按钮或功能键 4.2.2在程序编辑器窗口中将光标放在所需的位置。一个选择方框在位置周围出现。 4.2.3或者点击适当的工具条按钮,或使用适当的功能键(F4=触点、F6=线圈、F9=方框)插入一个类属指令。 4.2.4出现一个下拉列表。滚动或键入开头的几个字母,浏览至所需的指令。双击所需的指令或使用ENTER键插入该指令。(如果此时您不选择具体的指令类型,则可返回网络,点击类属指令的助记符区域(该区域
15、包含?,而不是助记符),或者选择该指令并按ENTER键,将列表调回。)5. 输入地址 5.1当您在LAD中输入一条指令时,参数开始用问号表示,例如(?.?)或(?)。问号表示参数未赋值。您可以在输入元素时为该元素的参数指定一个常数或绝对值、符号或变量地址或者以后再赋值。如果有任何参数未赋值,程序将不能正确编译。 5.2指定地址欲指定一个常数数值(例如100)或一个绝对地址(例如I0.1),只需在指令地址区域中键入所需的数值。(用鼠标或ENTER键选择键入的地址区域。)6.错误指示 红色文字显示非法语法。 注:当您用有效数值替换非法地址值或符号时,字体自动更改为默认字体颜色(黑色,除非您已定制窗
16、口)。一条红色波浪线位于数值下方,表示该数值或是超出范围或是不适用于此类指令。 一条绿色波浪线位于数值下方,表示正在使用的变量或符号尚未定义。STEP 7-Micro/WIN允许您在定义变量和符号之前写入程序。您可随时将数值增加至局部变量表或符号表中。 7. 程序编译 7.1用工具条按钮或PLC菜单进行编译。 7.1.1“编译”允许您编译项目的单个元素。当您选择“编译”时,带有焦点的窗口(程序编辑器或数据块)是编译窗口;另外两个窗口不编译。 7.1.2“全部编译”对程序编辑器、系统块和数据块进行编译。当您使用“全部编译”命令时,哪一个窗口是焦点无关紧要。8.程序保存 8.1使用工具条上的“保存
17、”按钮保存您的作业,或从“文件”菜单选择“保存”和“另存为”选项保存程序。 8.1.1“保存”允许您在作业中快速保存所有改动。(初次保存一个项目时,会被提示核实或修改当前项目名称和目录的默认选项。) 8.1.2“另存为”允许您修改当前项目的名称和或目录位置。 8.1.3当您首次建立项目时,STEP 7-Micro/WIN提供默认值名称“Project1.mwp”。可以接受或修改该名称;如果接受该名称,下一个项目的默认名称将自动递增为“Project2.mwp”。STEP 7-Micro/WIN项目的默认目录位置是位于“Microwin”目录中的称作“项目”的文件夹,可以不接受该默认位置。四、
18、通信设置1. 使用PC/PPI连接,可以接受安装STEP 7-Micro/WIN时在“设置PG/PC接口”对话框中提供的默认通讯协议。否则,从“设置PG/PC接口”对话框为个人计算机选择另一个通讯协议,并核实参数(站址、波特率等)。在STEP 7-Micro/WIN中,点击浏览条中的“通讯”图标,或从菜单选择检视组件通讯。2. 从“通讯”对话框的右侧窗格,单击显示“双击刷新“的蓝色文字。 3. 如果成功地在网络上的个人计算机与设备之间建立了通讯,会显示一个设备列表(及其模型类型和站址)。4. STEP 7-Micro/WIN在同一时间仅与一个PLC通讯。会在PLC周围显示一个红色方框,说明该P
19、LC目前正在与STEP 7-Micro/WIN通讯。您可以双击另一个PLC,更改为与该PLC通讯5. 程序下载 5.1从个人计算机将程序块、数据块或系统块下载至PLC时,下载的块内容覆盖目前在PLC中的块内容(如果PLC中有)。在您开始下载之前,核实您希望覆盖PLC中的块。 5.2下载至PLC之前,必须核实PLC位于“停止”模式。检查PLC上的模式指示灯。如果PLC未设为“停止”模式,点击工具条中的停止按钮,或选择PLC停止。 5.3点击工具条中的“下载”按钮,或选择文件下载。出现“下载”对话框。 5.4.根据默认值,在您初次发出下载命令时,“程序代码块”、“数据块”和“CPU配置”(系统块)
20、复选框被选择。如果您不需要下载某一特定的块,清除该复选框。 5.5.点击“确定”开始下载程序。 5.6.如果下载成功,一个确认框会显示以下信息:下载成功。 5.7.如果STEP 7-Micro/WIN中用的PLC类型的数值与实际使用的PLC不匹配,会显示以下警告信息:“为项目所选的PLC类型与远程PLC类型不匹配。继续下载吗?” 5.8.欲纠正PLC类型选项,选择“否”,终止下载程序。 5.9.从菜单条选择PLC类型,调出“PLC类型”对话框。 5.10.可以从下拉列表方框选择纠正类型,或单击“读取PLC”按钮,由STEP 7-Micro/WIN自动读取正确的数值。 5.11.点击“确定”,确
21、认PLC类型,并清除对话框。 5.12.点击工具条中的“下载”按钮,重新开始下载程序,或从菜单条选择文件下载。 5.13.一旦下载成功,在PLC中运行程序之前,您必须将PLC从STOP(停止)模式转换回RUN(运行)模式。点击工具条中的“运行”按钮,或选择PLC运行,转换回RUN(运行)模式。6. 调试和监控6.1当成功地在运行 STEP 7-Micro/WIN 的编程设备和 PLC 之间建立通信并向 PLC 下载程序后,就可以利用“调试”工具栏的诊断功能。可点击工具栏按钮或从“调试”菜单列表选择项目,选择调试工具。 6.2在程序编辑器窗口中采集状态信息的不同方法 6.2.1点击“切换程序状态
22、监控”按钮,或选择菜单命令调试(Debug) 程序状态(Program Status),在程序编辑器窗口中显示 PLC 数据状态。状态数据采集按以前选择的模式开始。 6.2.2 LAD 和 FBD 程序有两种不同的程序状态数据采集模式。选择调试(Debug) 使用执行状态(Use Execution Status)菜单命令会在打开和关闭之间切换状态模式选择标记。必须在程序状态监控操作开始之前选择状态模式。6.3 STL 程序中程序状态监控打开 STL 中的状态监控时,程序编辑器窗口被分为一个代码区(左侧)和一个状态区(右侧)。可以根据希望监控的数值类型定制状态区。在 STL 状态监控中共有三个可用的数据类别:1)操作数 每条指令最多可监控三个操作数。2)逻辑堆栈 最多可监控四个来自逻辑堆栈的最新数值。3)指令状态位 最多可监控十二个状态位。工具(Tools) 选项(Options)对话框的 STL 状态标记允许选择或取消选择任何此类数值类别。如果选择一个项目,该项目不会在“状态”显示中出现。
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
