 阀门设计常用材料
阀门设计常用材料

《阀门设计常用材料》由会员分享,可在线阅读,更多相关《阀门设计常用材料(15页珍藏版)》请在装配图网上搜索。
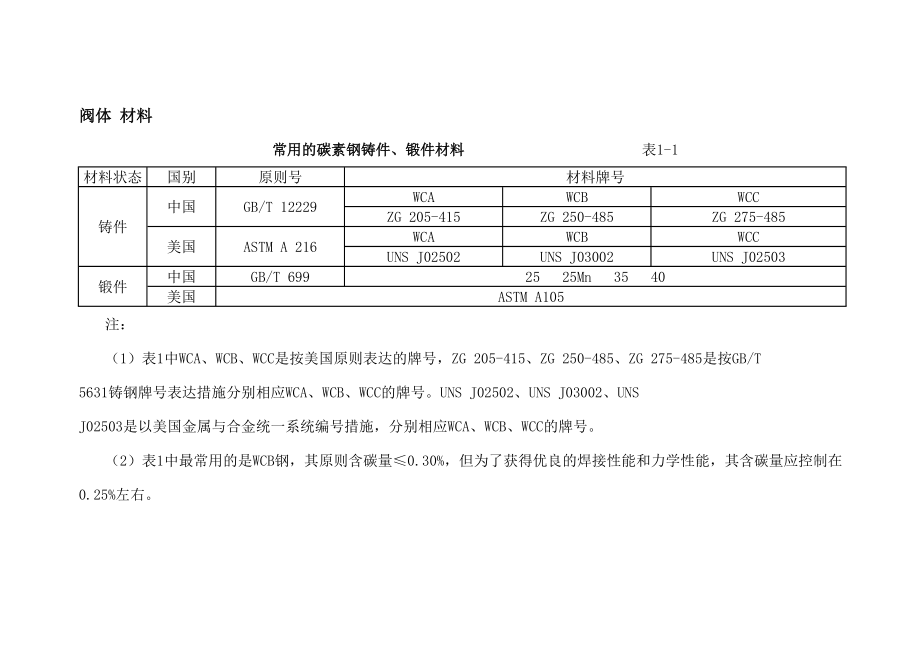
1、阀体 材料常用的碳素钢铸件、锻件材料 表1-1材料状态国别原则号材料牌号铸件中国GB/T 12229WCAWCBWCCZG 205-415ZG 250-485ZG 275-485美国ASTM A 216WCAWCBWCCUNS J02502UNS J03002UNS J02503锻件中国GB/T 69925 25Mn 35 40美国ASTM A105注:(1)表1中WCA、WCB、WCC是按美国原则表达的牌号,ZG 205-415、ZG 250-485、ZG 275-485是按GB/T 5631铸钢牌号表达措施分别相应WCA、WCB、WCC的牌号。UNS J02502、UNS J03002、U
2、NS J02503是以美国金属与合金统一系统编号措施,分别相应WCA、WCB、WCC的牌号。(2)表1中最常用的是WCB钢,其原则含碳量0.30%,但为了获得优良的焊接性能和力学性能,其含碳量应控制在0.25%左右。(3)残留元素Cr、Ni、Mo、V、Cu也是必须控制并达标,其残留元素总量应1%,但有碳当量(CE)规定期此条不合用。(4)当阀门的连接端为焊连接时必须控制碳总量。ASTM A 216补充规定中规定了使用于不同场合的碳素钢铸件碳当量的规定。但不同的产品原则根据其工况条件,对碳当量的规定也不同,如API 6D则规定炉前分析CE0.43,成品分析CE0.45。同样为了保证焊接性能API
3、 6D对焊接端的碳素钢铸件含碳量也作了规定,炉前分析CE0.23%,成品分析CE0.25%,硫磷含量0.035。碳当量CE=C%+Mn%/6+(Cr+Mo+V)%/5+(Ni+Cu)%/15。(5)ASTM A 105并不是国内的25号钢或25Mn钢,虽然其重要化学成分相称于国内的25Mn钢,但ASTM A 105对杂质元素Cu、Ni、Cr、Mo、V、Nb的控制以及C、Mn含量的关系和材料的热解决均有控制规定。(6)锻钢阀门与否需要进行材料的力学性能检测是根据产品设计规定决定的,对于低碳钢只要化学成分合格,正火的热解决工艺对的,其力学性能就是一定的,不像中碳钢和高碳钢可以按淬火后的不同回火温度
4、得到不同的力学性能。对于锻造高压阀门如PN16.0MPa、PN32.0MPa或更高压力的锻钢阀由设计决定采用的材料应达到的力学性能。根据所规定的力学性能拟定回火温度以达到材料的性能符合设计规定。常用奥氏体不锈钢铸件、锻件材料材料状态国别原则材料牌号合用温度备注铸件中国GB/T 12230GB/T 12230-89牌号GB/T 12230-牌号1.合用温度范畴参照HG 2063管法兰技术条件2.GB 12224-规定的合用温度如下:CF3427CF3M454CF8、CF8M温度不小于538时只能用C0.04%的材料CF8C538ZG00Cr18Ni10ZG03Cr18Ni10-196425ZG0
5、Cr18Ni9ZG08Cr18Ni9-196700ZG0Cr18Ni9 TiZG08Cr18Ni9TiZG1Cr18Ni9TiZG12Cr18Ni9TiZG0Cr18Ni12Mo2TiZG08Cr18Ni12Mo2TiZG1Cr18Ni12Mo2TiZG12Cr18Ni12Mo2TiCF3CF3-196425CF3MCF3MCF8CF8-196700CF8MCF8MCF8CCF8C美国ASTM A 351ASTM牌号UNS编号合用温度合用温度范畴参照ASME B16.34CF3J92500425CF3MJ92800455CF8J92600816a.温度超过538时,仅当C0.04%时才使用b.
6、CL150法兰端阀门合用温度538c.合用温度参照ASME B16.34CF8MJ92900CF8CJ92710CG8MJ93000538CF10J92950816ASME B16.34材料组中无此牌号,合用温度类比于CF8、CF8M得出供参照CF10MJ92901续表1-4 常用奥氏体不锈钢铸件、锻件材料 材料状态国别原则材料牌号合用温度备注锻件中国JB/T 4728GB/T 1220JB/T 4728牌号GB/T 1220牌号00Cr19Ni1000Cr19Ni10-19642500Cr17Ni14Mo200Cr17Ni14Mo2-1967000Cr18Ni90Cr18Ni90Cr18Ni
7、10Ti0Cr18Ni10Ti0Cr18Ni11Nb1Cr18Ni9Ti1Cr18Ni9Ti0Cr17Ni12Mo20Cr17Ni12Mo20Cr18Ni12Mo2Ti1Cr18Ni12Mo2Ti美国ASTM A 182ASTM牌号UNS编号合用温度a.F304、F316当温度超过538时,仅当C0.04%时才使用,且对于CL150法兰端阀门合用温度538b. 合用温度参照ASME B16.34F304S30400816F316S31600F304LS30403425F316LS31603450F321S32100528F347S34700F317S31700816温度超过538时仅当C0.0
8、4%才使用F304HS30409F316HS31609表1-5 常用马氏体不锈钢铸件、锻件材料 材料状态国 别标 准材 料 牌 号合用温度备 注铸件中 国GB/T 2100ZG1Cr13-45350按JIS 8243许用应力表温度范畴拟定ZG2Cr13美 国ASTM A 217ASTM 牌号UNS编号-29649CA15J91150按ASME许用应力表拟定ASTM A 743CA40J91153棒 材中 国GB/T 12201Cr134502Cr13锻 件美 国ASTM A182ASTM 牌号UNS编号合用温度F6aS41000-29649按ASME 许用应力表拟定棒 材ASTM A 2764
9、10S41000420S4表1-6 常用奥氏体铁素体双相不锈钢铸件、锻件材料 材料状态国 别标准材 料 牌 号合用温度备 注铸 件美 国ASTM A 995CD3MWCuNCD4MCu315ASTM A 8904A锻 件ASTM A 182ASTM 牌号UNS编号F51UNS S 31803F53UNS S 32750F55UNS S 32760400表1-7 常用铬-钼钢、铬钼钒钢铸件、锻件材料 材料状态国别原则材料牌号合用温度备注铸件中国JB/T 9625ZG20CrMo510ZG20CrMoV540ZG15Cr1Mo1V570ZG1Cr5Mo550JB/T 5263WC1468铸件回火温
10、度不应低于595WC6593WC9铸件回火温度应不低于675C12A648铸件回火温度应不低于730美国ASTM A 217ASTM牌号UNS编号合用温度CL150法兰端阀门合用温度538,其中WC1、WC6、WC9、C5、C12仅使用经正火和回火的材料。日本电力原则E101规定1.25Cr-0.5Mo(WC6),2.25Cr-1Mo(WC9)最高使用温度为593,另WC6、WC9在高于566温度区域使用时要考虑发生过氧化作用即生成氧化皮的也许性。WC1468WC6J12072-29648WC9J21890C5J42045C12J82090C12AJ84090锻件中国JB/T 962615Cr
11、Mo5501Cr5Mo57012Cr1MoV15Cr1Mo1V美国ASTM A182ASTM牌号UNS编号合用温度CL150法兰端阀门合用温度538,其中F11仅使用经正火和回火的材料F11 Class1K11597-29593F22 Class1K21590F1K12822-29468F5K41545-29648F9K90941F91K90901F92K92460密封面材料铬不锈钢铬不锈钢有较好的耐腐蚀性,常用于水、蒸汽、油品等非腐蚀性介质,温度-29425的碳素钢阀门。但铬不锈钢耐擦伤性能较差,特别是在大比压的状况下使用很易擦伤。实验表白比压在20MPa下耐擦伤较好。对于高压小口径阀门常采
12、用棒材或锻件其牌号为1Cr13、2Cr13、3Cr13制作的整体阀瓣,密封面经表面淬火(或整体淬火),其硬度值对2Cr13 HRC4147、3Cr13 HRC 4652为宜。国外原则中,如API 600 、BS 1873中对Cr13型密封面的硬度规定为最小HB 250硬度差至少HB 50,材料牌号为ASTM A 182 F6a。对于大口径阀门其密封面往往采用堆焊,下面简介几种堆焊焊条。 D507符合GB EDCr-A1-15堆焊金属为1铬13半铁素体高铬钢。焊层有空淬特性,一般不需热解决,硬度均匀,亦可在750800退火软化。当加热至9001000空冷或油淬后可重新硬化。焊前须将工件预热至30
13、0以上,焊后空冷HRC40。焊后如进行不同热解决可获得相应硬度。 D507Mo符合GB EDCrA2-15 堆焊金属为1铬13半铁素体高铬钢,有空淬特性,焊前不预热,焊后不解决,焊后空冷HRC37。 D577铬锰型阀门,堆焊焊条符合GB EDCrMn-C-15,焊前不预热,焊后不解决,抗裂性好,HRC28,与D507Mo配合使用。阐明:(1)D507Mo和D577两种焊条是为了替代Cr13型焊条,堆焊有硬度差的阀门密封面而配套研制的。D507Mo堆焊金属硬度较高,用于闸板;D577堆焊金属硬度较低,用于堆焊阀体或阀座密封面。两者构成的密封面可获得良好的抗擦伤性能。(2)堆焊层的高度加工后应在5
14、mm以上,以保证硬度和成分稳定。(3)堆焊要按焊接工艺规定操作,焊接电流不可过大以避免焊条成分发生变化影响焊接质量。硬质合金硬质合金中最常用的是钴基硬质合金也称钴铬钨硬质合金。它的特点是耐腐蚀、耐磨、抗擦伤,特别是红硬性好,即在高温下也能保持足够的硬度,此外加工工艺性适中,其许用比压80100MPa,国外资料简介155MPa。合用温度范畴-196650,特殊场合可达816。但是,它在硫酸、高温盐酸中不耐腐蚀。在某些氯化物中也不耐腐蚀。常用牌号:STELLITE N0.6符合AWS ECoCr-A 、GB EDCoCr-A-03,也相称D802,焊前根据工件大小进行250400预热,焊时控制层间
15、温度250,焊后600750保温12小时后随炉缓冷或将工件置于干燥和预热的沙缸或草灰中缓冷。其他牌号尚有STELLITE N0.12符合AWS ECoCr-B 、GB EDCr-B-03,也相称D812,焊后其硬度HRC41。以上两种是钴基硬质合金电焊条。钴基硬质合金尚有焊丝,可以进行氧乙炔堆焊或钨极氩弧焊,牌号:STELLITE N0.6焊丝符合AWS:RCoCr-A也相称HS 111 ,常温硬度HRC 4046;STELLITE N0.12符合AWS:RCoCr-B也相称HS 112 ,常温硬度HRC 4550。硬质合金(钴基)焊接都要对工件预热,焊时控制层间温度焊后解决,要根据焊接工艺或
16、焊条阐明书施焊。不锈钢密封面不锈钢密封面大多为以本体材料作密封面,即304或CF8的阀体在其上直接作出密封面,除了304、CF8外尚有316、CF8M、304L、CF3、316L、CF3M、FA20、CN7M等。常用的内件材料组合 阀杆材料密封面材料阀杆材料密封面材料13Cr13Cr/13Cr321321/32113Cr13Cr/STL321321/STL13CrSTL/STL321STL/STL13Cr13Cr/ Monel1Cr18Ni9Ti1Cr18Ni9Ti/1Cr18Ni9Ti17-4PHSTL/STL1Cr18Ni9Ti1Cr18Ni9Ti/STL17-4PH17-4PH/17-4
17、PH1Cr18Ni9TiSTL/STLMonelMonel/ Monel1Cr18Ni12Mo2Ti1Cr18Ni12Mo2Ti/1Cr18Ni12Mo2Ti304304/3041Cr18Ni12Mo2Ti1 Cr18Ni12Mo2Ti/STL304304/STL1Cr18Ni12Mo2TiSTL/STL304STL/STL20号合金20号合金/20号合金316316/316Hastelloy BHastelloy B/ Hastelloy B316316/STLHastelloy CHastelloy C/ Hastelloy C316STL/STLF51F51/ F51304L304L/3
18、04LF51F51/STL304L304L/STL38CrMoALASTL/STL304LSTL/STL25Cr2Mo1V ASTL/STL316L316L/316L4Cr10Si2MoSTL/STL316L316L/STL4Cr14Ni14W2MoSTL/STL316LSTL/STLInconelInconel/ Inconel注:(1)表中所列的材料组合仅是多种材料组合中的一部分,根据工况条件的不同应以使用条件为根据来选材,或根据合同规定拟定。(2)表中13Cr表达Cr13系不锈钢,如1Cr13、2Cr13等。(3)STL即STELLITE(硬质合金如钴基硬质合金等)。(4)Monel即蒙
19、耐尔合金,Hastelloy即哈氏合金。Inconel即因科镍尔合金。(5)用斜杠分开的两种材料,阀座密封面材料可选用两种材料之一,闸板(阀瓣)密封面材料为另一种。铸铁阀门阀杆、密封面、垫片、填料、紧固件材料名称原则材料牌号备注阀杆ASTM A 182F6aASTM A 276410 、420GB/T 12201Cr13、2Cr13密封面GB/T 1175ZCuZn25Al6Fe3Mn3铸铝黄铜ZCuZn38Mn2Pb2铸锰黄铜ZCuAl9Mn2、ZCuAl10Fe3铸铝青铜GB/T 12201Cr13、2Cr13、1Cr18Ni9、1Cr18Ni9TiHG 2538聚四氟乙烯(PTFE)合用范畴参照表2-1橡胶垫片GB/T 3985XB350、XB450橡胶石棉板GB/T 25981Cr13 / XB450缠绕式垫片GB/T 39851Cr18Ni9 / XB450填料HG 2538聚四氟乙烯(PTFE)JB/T 6617柔性石墨环螺固件GB/T 699螺栓35 / 螺母25GB/T 3077/GB/T 699螺栓30CrMo、35CrMo / 螺母35、45
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
