 控制综合计划YJ
控制综合计划YJ

《控制综合计划YJ》由会员分享,可在线阅读,更多相关《控制综合计划YJ(11页珍藏版)》请在装配图网上搜索。
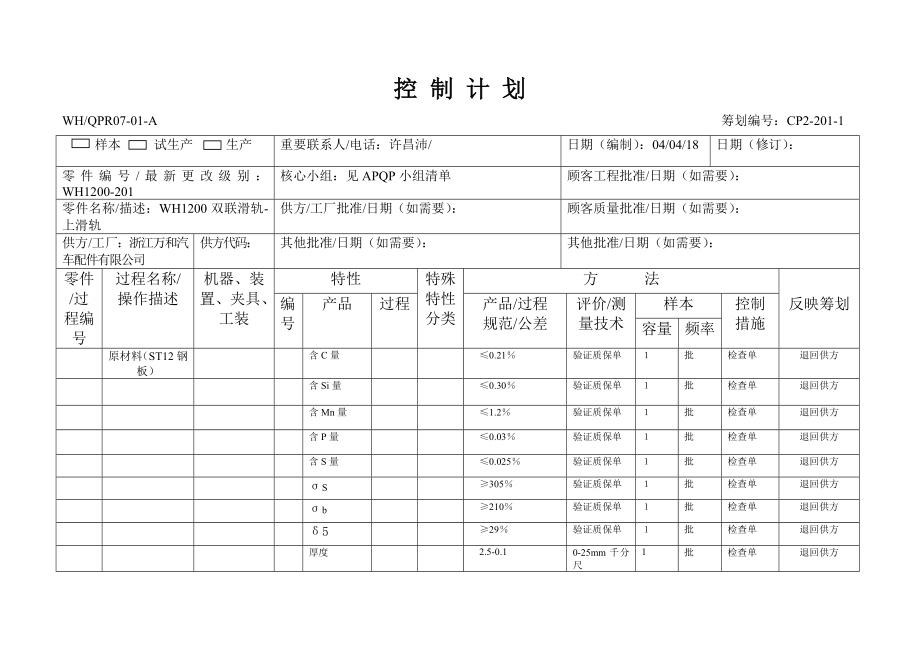
1、控 制 计 划WH/QPR07-01-A 筹划编号:CP2-201-1 样本 试生产 生产 重要联系人/电话:许昌沛/日期(编制):04/04/18日期(修订):零件编号/最新更改级别:WH1200-201核心小组:见APQP小组清单顾客工程批准/日期(如需要):零件名称/描述:WH1200双联滑轨-上滑轨供方/工厂批准/日期(如需要):顾客质量批准/日期(如需要):供方/工厂:浙江万和汽车配件有限公司供方代码:其他批准/日期(如需要):其他批准/日期(如需要): 零件/过程编号过程名称/操作描述机器、装置、夹具、工装特性特殊特性分类方 法编号产品过程产品/过程规范/公差评价/测量技术样本控制
2、措施反映筹划容量频率原材料(ST12钢板)含C量 0.21验证质保单批检查单退回供方含Si量 0.30验证质保单批检查单退回供方含Mn量 1.2验证质保单批检查单退回供方含P量 0.03验证质保单批检查单退回供方含S量 0.025验证质保单批检查单退回供方S305验证质保单批检查单退回供方b210验证质保单批检查单退回供方529验证质保单批检查单退回供方厚度2.5-0.10-25mm千分尺1批检查单退回供方控 制 计 划WH/QPR07-01-A 筹划编号:CP2-201-2 样本 试生产 生产 重要联系人/电话:许昌沛/日期(编制):04/04/18日期(修订):零件编号/最新更改级别:WH
3、1200-201核心小组:见APQP小组清单顾客工程批准/日期(如需要):零件名称/描述:WH1200双联滑轨-上滑轨供方/工厂批准/日期(如需要):顾客质量批准/日期(如需要):供方/工厂:浙江万和汽车配件有限公司供方代码:其他批准/日期(如需要):其他批准/日期(如需要): 零件/过程编号过程名称/操作描述机器、装置、夹具、工装特性特殊特性分类方 法编号产品过程产品/过程规范/公差评价/测量技术样本控制措施反映筹划容量频率1落料125T冲床/冲模/双联-1长度3400.285 mm0-500 mm游标卡尺100%持续100%检查隔离/报告主管宽度900.175 mm0-150mm游标卡尺1
4、00%持续100%检查隔离/报告主管控 制 计 划WH/QPR07-01-A 筹划编号:CP2-201-3 样本 试生产 生产 重要联系人/电话:许昌沛/日期(编制):04/04/18日期(修订):零件编号/最新更改级别:WH1200-201核心小组:见APQP小组清单顾客工程批准/日期(如需要):零件名称/描述:WH1200双联滑轨-上滑轨供方/工厂批准/日期(如需要):顾客质量批准/日期(如需要):供方/工厂:浙江万和汽车配件有限公司供方代码:其他批准/日期(如需要):其他批准/日期(如需要): 零件/过程编号过程名称/操作描述机器、装置、夹具、工装特性特殊特性分类方 法编号产品过程产品/
5、过程规范/公差评价/测量技术样本控制措施反映筹划容量频率4第一道成型25冲床/冲模/双联-2宽度73.60.15mm0-150 mm游标卡尺100%持续100%检查隔离/报告主管高度7.50.0.075 mm0-150mm游标卡尺100%持续100%检查隔离/报告主管控 制 计 划WH/QPR07-01-A 筹划编号:CP2-201-4 样本 试生产 生产 重要联系人/电话:许昌沛/日期(编制):04/04/18日期(修订):零件编号/最新更改级别:WH1200-201核心小组:见APQP小组清单顾客工程批准/日期(如需要):零件名称/描述:WH1200双联滑轨-上滑轨供方/工厂批准/日期(如
6、需要):顾客质量批准/日期(如需要):供方/工厂:浙江万和汽车配件有限公司供方代码:其他批准/日期(如需要):其他批准/日期(如需要): 零件/过程编号过程名称/操作描述机器、装置、夹具、工装特性特殊特性分类方 法编号产品过程产品/过程规范/公差评价/测量技术样本控制措施反映筹划容量频率5冲孔板定位孔25冲床/冲模/双联-4 1174.50.2mm0-300 mm游标卡尺100%持续100%检查隔离/报告主管266.50.15mm0-150mm游标卡尺100%持续100%检查隔离/报告主管31080.23mm0-150mm游标卡尺100%持续100%检查隔离/报告主管4750.15mm0-15
7、0mm游标卡尺100%持续100%检查隔离/报告主管570.075mm0-150mm游标卡尺100%持续100%检查隔离/报告主管6330.125mm0-150mm游标卡尺100%持续100%检查隔离/报告主管760.06mm0-150mm游标卡尺100%持续100%检查隔离/报告主管827.30.105mm0-150 mm游标卡尺100%持续100%检查隔离/报告主管控 制 计 划WH/QPR07-01-A 筹划编号:CP2-201-5 样本 试生产 生产 重要联系人/电话:许昌沛/日期(编制):04/04/18日期(修订):零件编号/最新更改级别:WH1200-201核心小组:见APQP小
8、组清单顾客工程批准/日期(如需要):零件名称/描述:WH1200双联滑轨-上滑轨供方/工厂批准/日期(如需要):顾客质量批准/日期(如需要):供方/工厂:浙江万和汽车配件有限公司供方代码:其他批准/日期(如需要):其他批准/日期(如需要): 零件/过程编号过程名称/操作描述机器、装置、夹具、工装特性特殊特性分类方 法编号产品过程产品/过程规范/公差评价/测量技术样本控制措施反映筹划容量频率5冲孔板定位孔25冲床/冲模/双联-4 9140.09mm0-150mm游标卡尺100%持续100%检查隔离/报告主管1040.0.06mm0-150mm游标卡尺100%持续100%检查隔离/报告主管112.
9、70.06mm0-150mm游标卡尺100%持续100%检查隔离/报告主管127.50.075mm0-150mm游标卡尺100%持续100%检查隔离/报告主管1332.30.125mm0-150mm游标卡尺100%持续100%检查隔离/报告主管1440.06mm0-150mm游标卡尺100%持续100%检查隔离/报告主管孔径120.09mm0-150mm游标卡尺100%持续100%检查隔离/报告主管圆角R2R规首件批检查单调节模具控 制 计 划WH/QPR07-01-A 筹划编号:CP2-201-6 样本 试生产 生产 重要联系人/电话:许昌沛/日期(编制):04/04/18日期(修订):零件
10、编号/最新更改级别:WH1200-201核心小组:见APQP小组清单顾客工程批准/日期(如需要):零件名称/描述:WH1200双联滑轨-上滑轨供方/工厂批准/日期(如需要):顾客质量批准/日期(如需要):供方/工厂:浙江万和汽车配件有限公司供方代码:其他批准/日期(如需要):其他批准/日期(如需要): 零件/过程编号过程名称/操作描述机器、装置、夹具、工装特性特殊特性分类方 法编号产品过程产品/过程规范/公差评价/测量技术样本控制措施反映筹划容量频率冲弹簧固定爪25冲床/冲模/双联-5 16.750.075mm0-150 mm游标卡尺100%持续100%检查隔离/报告主管26.50.075mm
11、0-150mm游标卡尺100%持续100%检查隔离/报告主管35.50.0.06mm0-150mm游标卡尺100%持续100%检查隔离/报告主管4110.09mm0-150mm游标卡尺100%持续100%检查隔离/报告主管556.80.15mm0-150mm游标卡尺100%持续100%检查隔离/报告主管66.70.075mm0-150mm游标卡尺100%持续100%检查隔离/报告主管圆角R2.5R规首件批检查单调节模具角度600.5角度尺首件批检查单调节模具控 制 计 划WH/QPR07-01-A 筹划编号:CP2-201-7 样本 试生产 生产 重要联系人/电话:许昌沛/日期(编制):04/
12、04/18日期(修订):零件编号/最新更改级别:WH1200-201核心小组:见APQP小组清单顾客工程批准/日期(如需要):零件名称/描述:WH1200双联滑轨-上滑轨供方/工厂批准/日期(如需要):顾客质量批准/日期(如需要):供方/工厂:浙江万和汽车配件有限公司供方代码:其他批准/日期(如需要):其他批准/日期(如需要): 零件/过程编号过程名称/操作描述机器、装置、夹具、工装特性特殊特性分类方 法编号产品过程产品/过程规范/公差评价/测量技术样本控制措施反映筹划容量频率7倒板定位孔打凸25冲床/冲模/双联-4-1 定位孔与凸孔边距离280.105mm0-150 mm游标卡尺100%持续
13、100%检查隔离/报告主管凸孔至边距120.09mm0-150mm游标卡尺100%持续100%检查隔离/报告主管凸孔宽度100.0.09mm0-150mm游标卡尺100%持续100%检查隔离/报告主管凸孔长度11.50.09mm0-150mm游标卡尺100%持续100%检查隔离/报告主管凸孔高度3.50.0.06mm0-150mm游标卡尺100%持续100%检查隔离/报告主管控 制 计 划WH/QPR07-01-A 筹划编号:CP2-201-8 样本 试生产 生产 重要联系人/电话:许昌沛/日期(编制):04/04/18日期(修订):零件编号/最新更改级别:WH1200-201核心小组:见AP
14、QP小组清单顾客工程批准/日期(如需要):零件名称/描述:WH1200双联滑轨-上滑轨供方/工厂批准/日期(如需要):顾客质量批准/日期(如需要):供方/工厂:浙江万和汽车配件有限公司供方代码:其他批准/日期(如需要):其他批准/日期(如需要): 零件/过程编号过程名称/操作描述机器、装置、夹具、工装特性特殊特性分类方 法编号产品过程产品/过程规范/公差评价/测量技术样本控制措施反映筹划容量频率8第二道成型带打凸25冲床/冲模/双联-6 内侧宽度34.40.1mm0-150 mm游标卡尺100%持续100%检查隔离/报告主管高度19+0.10mm0-150mm游标卡尺100%持续100%检查隔
15、离/报告主管外宽度19.60.105mm0-150mm游标卡尺100%持续100%检查隔离/报告主管凸孔高2.50.05mm0-150mm游标卡尺100%持续100%检查隔离/报告主管控 制 计 划WH/QPR07-01-A 筹划编号:CP2-201-9 样本 试生产 生产 重要联系人/电话:许昌沛/日期(编制):04/04/18日期(修订):零件编号/最新更改级别:WH1200-201核心小组:见APQP小组清单顾客工程批准/日期(如需要):零件名称/描述:WH1200双联滑轨-上滑轨供方/工厂批准/日期(如需要):顾客质量批准/日期(如需要):供方/工厂:浙江万和汽车配件有限公司供方代码:
16、其他批准/日期(如需要):其他批准/日期(如需要): 零件/过程编号过程名称/操作描述机器、装置、夹具、工装特性特殊特性分类方 法编号产品过程产品/过程规范/公差评价/测量技术样本控制措施反映筹划容量频率10冲孔及腰孔25冲床/冲模/双联- 端面至5孔距离80.075mm0-150 mm游标卡尺100%持续100%检查隔离/报告主管端面至8.5孔距离18.50.105mm0-150 mm游标卡尺100%持续100%检查隔离/报告主管8.5至9孔距离160.105mm0-150mm游标卡尺100%持续100%检查隔离/报告主管9孔间距离150.105mm0-150mm游标卡尺100%持续100%
17、检查隔离/报告主管9孔至腰孔距离2520.26mm0-300mm游标卡尺100%持续100%检查隔离/报告主管腰孔间距26.50.105mm0-150mm游标卡尺100%持续100%检查隔离/报告主管腰孔长度130.09mm0-150mm游标卡尺100%持续100%检查隔离/报告主管腰孔宽度90.075mm0-150mm游标卡尺100%持续100%检查隔离/报告主管控 制 计 划WH/QPR07-01-A 筹划编号:CP2-201-9 样本 试生产 生产 重要联系人/电话:许昌沛/日期(编制):04/04/18日期(修订):零件编号/最新更改级别:WH1200-201核心小组:见APQP小组清
18、单顾客工程批准/日期(如需要):零件名称/描述:WH1200双联滑轨-上滑轨供方/工厂批准/日期(如需要):顾客质量批准/日期(如需要):供方/工厂:浙江万和汽车配件有限公司供方代码:其他批准/日期(如需要):其他批准/日期(如需要): 零件/过程编号过程名称/操作描述机器、装置、夹具、工装特性特殊特性分类方 法编号产品过程产品/过程规范/公差评价/测量技术样本控制措施反映筹划容量频率10冲孔及腰孔25冲床/冲模/双联- 5孔径50.06mm0-150 mm游标卡尺100%持续100%检查隔离/报告主管8.5孔径8.50.075mm0-150 mm游标卡尺100%持续100%检查隔离/报告主管9孔径0.075mm0-150mm游标卡尺100%持续100%检查隔离/报告主管
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
