 焊接工艺卡片
焊接工艺卡片

《焊接工艺卡片》由会员分享,可在线阅读,更多相关《焊接工艺卡片(15页珍藏版)》请在装配图网上搜索。
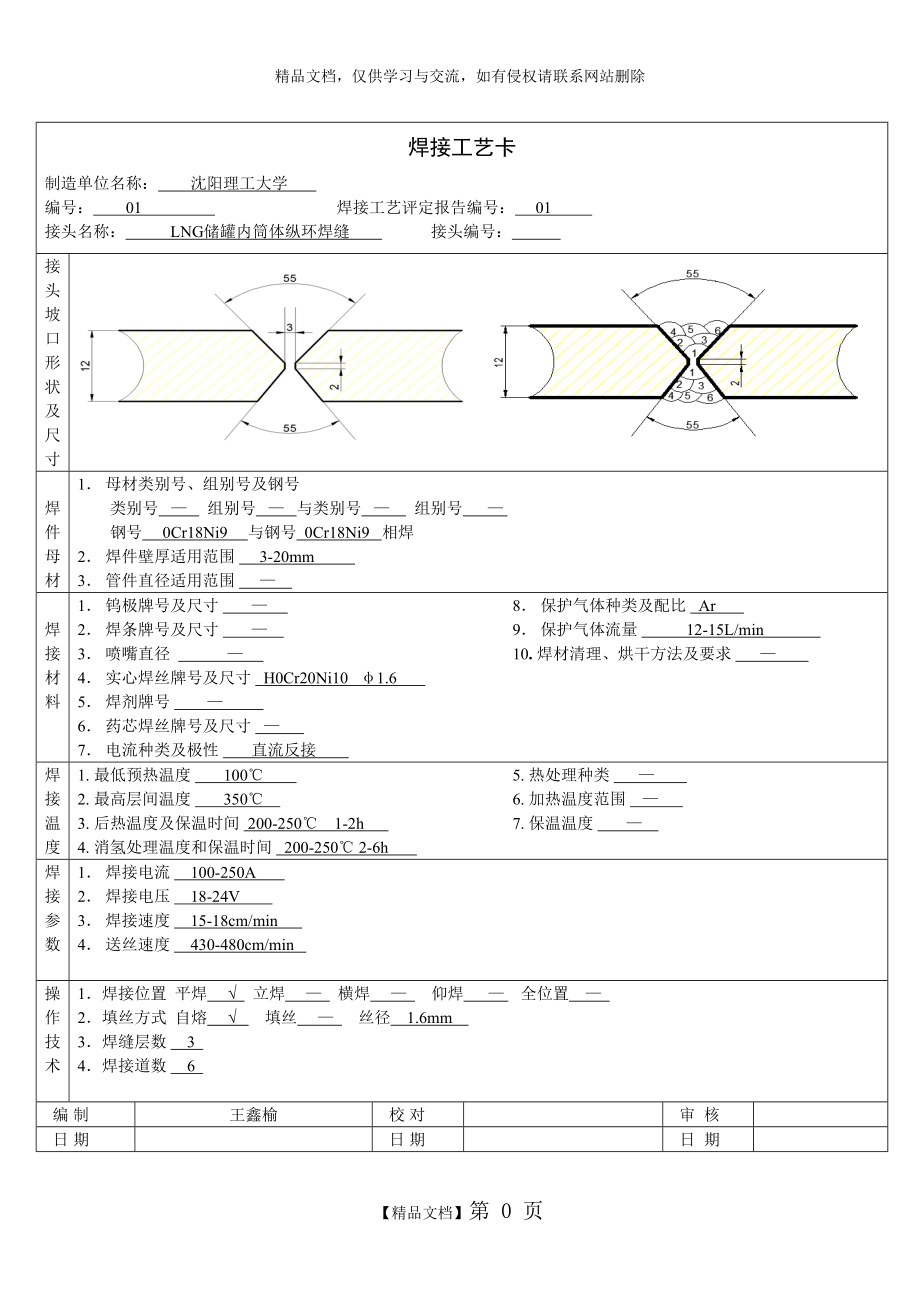
1、精品文档,仅供学习与交流,如有侵权请联系网站删除焊接工艺卡制造单位名称: 沈阳理工大学 编号: 01 焊接工艺评定报告编号: 01 接头名称: LNG储罐内筒体纵环焊缝 接头编号: 接头坡口形状及尺寸焊件母材1 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 0Cr18Ni9 与钢号 0Cr18Ni9 相焊2 焊件壁厚适用范围 3-20mm 3 管件直径适用范围 焊接材料1 钨极牌号及尺寸 2 焊条牌号及尺寸 3 喷嘴直径 4 实心焊丝牌号及尺寸 H0Cr20Ni10 1.6 5 焊剂牌号 6 药芯焊丝牌号及尺寸 7 电流种类及极性 直流反接 8 保护气体种类及配比 Ar 9
2、保护气体流量 12-15L/min 10. 焊材清理、烘干方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1 焊接电流 100-250A 2 焊接电压 18-24V 3 焊接速度 15-18cm/min 4 送丝速度 430-480cm/min 操作技术1焊接位置 平焊 立焊 横焊 仰焊 全位置 2填丝方式 自熔 填丝 丝径 1.6mm 3焊缝层数 3 4焊接道数 6 编 制王鑫榆校 对审 核日 期
3、日 期日 期焊接工艺卡制造单位名称: 沈阳理工大学 编号: 02 焊接工艺评定报告编号: 02 接头名称: LNG储罐内封头与内筒体环焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 0Cr18Ni9 与钢号 0Cr18Ni9 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 H0Cr20Ni10 1.6 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流反接 8. 保护气体种类及配比 Ar 9. 保护气
4、体流量 12-15L/min 10. 焊材清理、烘干方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 3 4. 焊接道数 6 编 制王鑫榆
5、校 对审 核日 期日 期日 期焊接工艺卡制造单位名称: 沈阳理工大学 编号: 03 焊接工艺评定报告编号: 03 接头名称: LNG储罐外筒体环纵焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 Q345R 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER50-6 1.5 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流正接 8. 保护气体种类及配比 Ar 9. 保护气体流量
6、12-15L/min 10. 焊材清理、烘干方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1焊接位置 平焊 立焊 横焊 仰焊 全位置 2填丝方式 自熔 填丝 丝径 1.5mm 3焊缝层数 3 4焊接道数 6 编 制王鑫榆校 对审 核日 期日 期
7、日 期焊接工艺卡制造单位名称: 沈阳理工大学 编号: 04 焊接工艺评定报告编号: 04 接头名称: LNG储罐外封头与外筒体环焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 Q345R 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER50-6 1.5 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流正接 8. 保护气体种类及配比 Ar 9. 保护气体流量 12-15L/mi
8、n 10. 焊材清理、烘干方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 3 4. 焊接道数 6 编 制王鑫榆校 对审 核日 期日 期日
9、 期焊接工艺卡制造单位名称: 沈阳理工大学 编号: 05 焊接工艺评定报告编号: 05 接头名称: LNG储罐接管与内筒体角焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 0Cr18Ni9 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER347 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流反接 8. 保护气体种类及配比 Ar 9. 保护气体流量 12-15L/min 10
10、. 焊材清理、烘干方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 2 4. 焊接道数 3 编 制王鑫榆校 对审 核日 期日 期日 期焊接
11、工艺卡制造单位名称: 沈阳理工大学 编号: 06 焊接工艺评定报告编号: 06 接头名称: LNG储罐接管与外筒体角焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 Q345R 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER50-6 1.5 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流反接 8. 保护气体种类及配比 Ar 9. 保护气体流量 12-15L/min 10.
12、焊材清理、烘干方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 2 4. 焊接道数 3 编 制王鑫榆校 对审 核日 期日 期日 期焊接工艺
13、卡制造单位名称: 沈阳理工大学 编号: 07 焊接工艺评定报告编号: 07 接头名称: LNG储罐接管与内封头角焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 0Cr18Ni9 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER347 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流反接 8. 保护气体种类及配比 Ar 9. 保护气体流量 12-15L/min 10. 焊材清理
14、、烘干方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 2 4. 焊接道数 3 编 制王鑫榆校 对审 核日 期日 期日 期焊接工艺卡制造单
15、位名称: 沈阳理工大学 编号: 08 焊接工艺评定报告编号: 08 接头名称: LNG储罐接管与外封头角焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 Q345R 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER50-6 1.5 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流反接 8. 保护气体种类及配比 Ar 9. 保护气体流量 12-15L/min 10.焊材清理、烘干
16、方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 2 4. 焊接道数 3 编 制王鑫榆校 对审 核日 期日 期日 期焊接工艺卡制造单位名称
17、: 沈阳理工大学 编号: 09 焊接工艺评定报告编号: 09 接头名称: LNG储罐人孔与内筒体角焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 0Cr18Ni9 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER347 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流反接 8. 保护气体种类及配比 Ar 9. 保护气体流量 12-15L/min 10. 焊材清理、烘干方法及要
18、求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5.热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 2 4. 焊接道数 3 编 制王鑫榆校 对审 核日 期日 期日 期焊接工艺卡制造单位名称: 沈阳理
19、工大学 编号: 10 焊接工艺评定报告编号: 10 接头名称: LNG储罐人孔与外筒体角焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 Q345R 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER50-6 1.5 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流反接 8. 保护气体种类及配比 CO2(80%)Ar(20%) 9. 保护气体流量 12-15L/min 10. 焊
20、材清理、烘干方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 2 4. 焊接道数 3 编 制王鑫榆校 对审 核日 期日 期日 期焊接工艺卡
21、制造单位名称: 沈阳理工大学 编号: 11 焊接工艺评定报告编号: 11 接头名称: LNG储罐人孔与内封头角焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 0Cr18Ni9 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER347 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流正接 8. 保护气体种类及配比 Ar 9. 保护气体流量 12-15L/min 10. 焊材清理、
22、烘干方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 3 4. 焊接道数 6 编 制王鑫榆校 对审 核日 期日 期日 期焊接工艺卡制造单位
23、名称: 沈阳理工大学 编号: 12 焊接工艺评定报告编号: 12 接头名称: LNG储罐人孔与外封头角焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 Q345R 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER50-6 1.5 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流反接 8. 保护气体种类及配比 CO2(80%)Ar(20%) 9. 保护气体流量 12-15L/mi
24、n 10. 焊材清理、烘干方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 3 4. 焊接道数 6 编 制王鑫榆校 对审 核日 期日 期日
25、 期焊接工艺卡制造单位名称: 沈阳理工大学 编号: 13 焊接工艺评定报告编号: 13 接头名称: LNG储罐接管与法兰焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 Q345R 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER50-6 1.5 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流反接 8. 保护气体种类及配比 CO2(80%)Ar(20%) 9. 保护气体流量
26、12-15L/min 10. 焊材清理、烘干方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 2 4. 焊接道数 3 编 制王鑫榆校 对审
27、 核日 期日 期日 期焊接工艺卡制造单位名称: 沈阳理工大学 编号: 14 焊接工艺评定报告编号: 14 接头名称: LNG储罐接管与法兰焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 Q345R 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER50-6 1.5 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流反接 8. 保护气体种类及配比 CO2(80%)Ar(20%) 9
28、. 保护气体流量 12-15L/min 10. 焊材清理、烘干方法及要求 焊接温度1. 低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 2 4. 焊接道数 3 编
29、制王鑫榆校 对审 核日 期日 期日 期焊接工艺卡制造单位名称: 沈阳理工大学 编号: 15 焊接工艺评定报告编号: 15 接头名称: LNG储罐支座和内筒体焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号 钢号 Q345R 与钢号 0Cr18Ni9 相焊2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 焊接材料1. 钨极牌号及尺寸 2. 焊条牌号及尺寸 3. 喷嘴直径 4. 实心焊丝牌号及尺寸 ER347 5. 焊剂牌号 6. 药芯焊丝牌号及尺寸 7. 电流种类及极性 直流反接 8. 保护气体种类及配比 Ar 9. 保护气体
30、流量 12-15L/min 10. 焊材清理、烘干方法及要求 焊接温度1. 最低预热温度 100 2. 最高层间温度 350 3. 后热温度及保温时间 200-250 1-2h 4. 消氢处理温度和保温时间 200-250 2-6h 5. 热处理种类 6. 加热温度范围 7. 保温温度 焊接参数1. 焊接电流 100-250A 2. 焊接电压 18-24V 3. 焊接速度 15-18cm/min 4. 送丝速度 430-480cm/min 操作技术1. 焊接位置 平焊 立焊 横焊 仰焊 全位置 2. 填丝方式 自熔 填丝 丝径 1.5mm 3. 焊缝层数 3 4. 焊接道数 6 编 制王鑫榆校 对审 核日 期日 期日 期焊接工艺卡制造单位名称: 沈阳理工大学 编号: 16 焊接工艺评定报告编号: 16 接头名称: LNG储罐支座和外筒体焊缝 接头编号: 接头坡口形状及尺寸焊件母材1. 母材类别号、组别号及钢号类别号 组别号 与类别号 组别号
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
