《实芯焊丝CO2气保焊平角焊规范细则》由会员分享,可在线阅读,更多相关《实芯焊丝CO2气保焊平角焊规范细则(10页珍藏版)》请在装配图网上搜索。
1、CO2气保焊平角焊规范实行细则指引一、焊接规范综合参数影响示意图二、常用焊高的平角焊缝焊接实行细则卡1、8mm焊角高度GMAW焊接(ZD-G8)2、10mm焊角高度GMAW焊接(ZD-G10)3、12mm焊角高度GMAW焊接(ZD-G12)4、14mm焊角高度GMAW焊接(ZD-G14)5、8mm焊角高度FCAW焊接(ZD-F8)6、10mm焊角高度FCAW焊接(ZD-F10)7、12mm焊角高度FCAW焊接(ZD-F12)8、14mm焊角高度FCAW焊接(ZD-F14)平角焊焊缝GMAW焊接操作实行细则(f=8mm)指引编号ZD-G8制造商SGT修改0日期-10-13焊接措施GMAW焊接位置
2、2F手工或机械操作半自动电源极性DECP+根部间隙01mm焊丝型号ER50-G焊丝直径1.2mm焊丝干伸长20mm保护气体CO2(100%)气体流量 25L/min焊接道次分布焊枪角度焊接工艺规范参数焊接道次焊接电流(A)焊接电压(V)焊接速度cm/min1260-29030-3230-35原则焊缝图片平角焊焊缝GMAW焊接操作实行细则(f=10mm)指引编号ZD-G10制造商SGT修改0日期-10-13焊接措施GMAW焊接位置2F手工或机械操作半自动电源极性DECP+根部间隙01mm焊丝型号ER50-G焊丝直径1.2mm焊丝干伸长20mm保护气体CO2(100%)气体流量 25L/min焊接
3、道次分布焊枪角度焊接工艺规范参数焊接道次焊接电流(A)焊接电压(V)焊接速度(cm/min)1260-29030-3225-302260-29030-3235-40原则焊缝图片平角焊焊缝GMAW焊接操作实行细则(f=12mm)指引编号ZD-G12制造商SGT修改0日期-10-13焊接措施GMAW焊接位置2F手工或机械操作半自动电源极性DECP+根部间隙01mm焊丝型号ER50-G焊丝直径1.2mm焊丝干伸长20mm保护气体CO2(100%)气体流量 25L/min焊接道次分布焊枪角度焊接工艺规范参数焊接道次焊接电流(A)焊接电压(V)焊接速度(cm/min)1260-29030-3235-40
4、2260-29030-3230-353260-29030-3230-35原则焊缝图片平角焊焊缝GMAW焊接操作实行细则(f=14mm)指引编号ZD-G14制造商SGT修改0日期-10-13焊接措施GMAW焊接位置2F手工或机械操作半自动电源极性DECP+根部间隙01mm焊丝型号ER50-G焊丝直径1.2mm焊丝干伸长20mm保护气体CO2(100%)气体流量 25L/min焊接道次分布焊枪角度焊接工艺规范参数焊接道次焊接电流(A)焊接电压(V)焊接速度(cm/min)1260-29030-3235-402260-29030-3230-353260-29030-3230-354260-29030
5、-3230-35原则焊缝图片平角焊焊缝FCAW焊接操作实行细则(f=8mm)指引编号ZD-F8制造商SGT修改0日期-10-13焊接措施FCAW焊接位置2F手工或机械操作半自动电源极性DECP+根部间隙01mm焊丝型号E71T-1焊丝直径1.2mm焊丝干伸长20mm保护气体CO2(100%)气体流量 25L/min焊接道次分布焊枪角度焊接工艺规范参数焊接道次焊接电流(A)焊接电压(V)焊接速度(cm/min)1260-29030-3225-30原则焊缝图片平角焊焊缝FCAW焊接操作实行细则(f=10mm)指引编号ZD-F10制造商SGT修改0日期-10-13焊接措施FCAW焊接位置2F手工或机
6、械操作半自动电源极性DECP+根部间隙01mm焊丝型号E71T-1焊丝直径1.2mm焊丝干伸长20mm保护气体CO2(100%)气体流量 25L/min焊接道次分布焊枪角度焊接工艺规范参数焊接道次焊接电流(A)焊接电压(V)焊接速度(cm/min)1260-29030-3225-302260-29030-3235-40原则焊缝图片平角焊焊缝FCAW焊接操作实行细则(f=12mm)指引编号ZD-F12制造商SGT修改0日期-10-13焊接措施FCAW焊接位置2F手工或机械操作半自动电源极性DECP+根部间隙01mm焊丝型号E71T-1焊丝直径1.2mm焊丝干伸长20mm保护气体CO2(100%)
7、气体流量 25L/min焊接道次分布焊枪角度焊接工艺规范参数焊接道次焊接电流(A)焊接电压(V)焊接速度(cm/min)1260-29030-3230-352260-29030-3230-353260-29030-3230-35原则焊缝图片平角焊焊缝FCAW焊接操作实行细则(f=14mm)指引编号ZD-F14制造商SGT修改0日期-10-13焊接措施FCAW焊接位置2F手工或机械操作半自动电源极性DECP+根部间隙01mm焊丝型号E71T-1焊丝直径1.2mm焊丝干伸长20mm保护气体CO2(100%)气体流量 25L/min焊接道次分布焊枪角度焊接工艺规范参数焊接道次焊接电流(A)焊接电压(V)焊接速度(cm/min)1260-29030-3225-302260-29030-3225-303260-29030-3225-304260-29030-3225-30原则焊缝图片
 实芯焊丝CO2气保焊平角焊规范细则
实芯焊丝CO2气保焊平角焊规范细则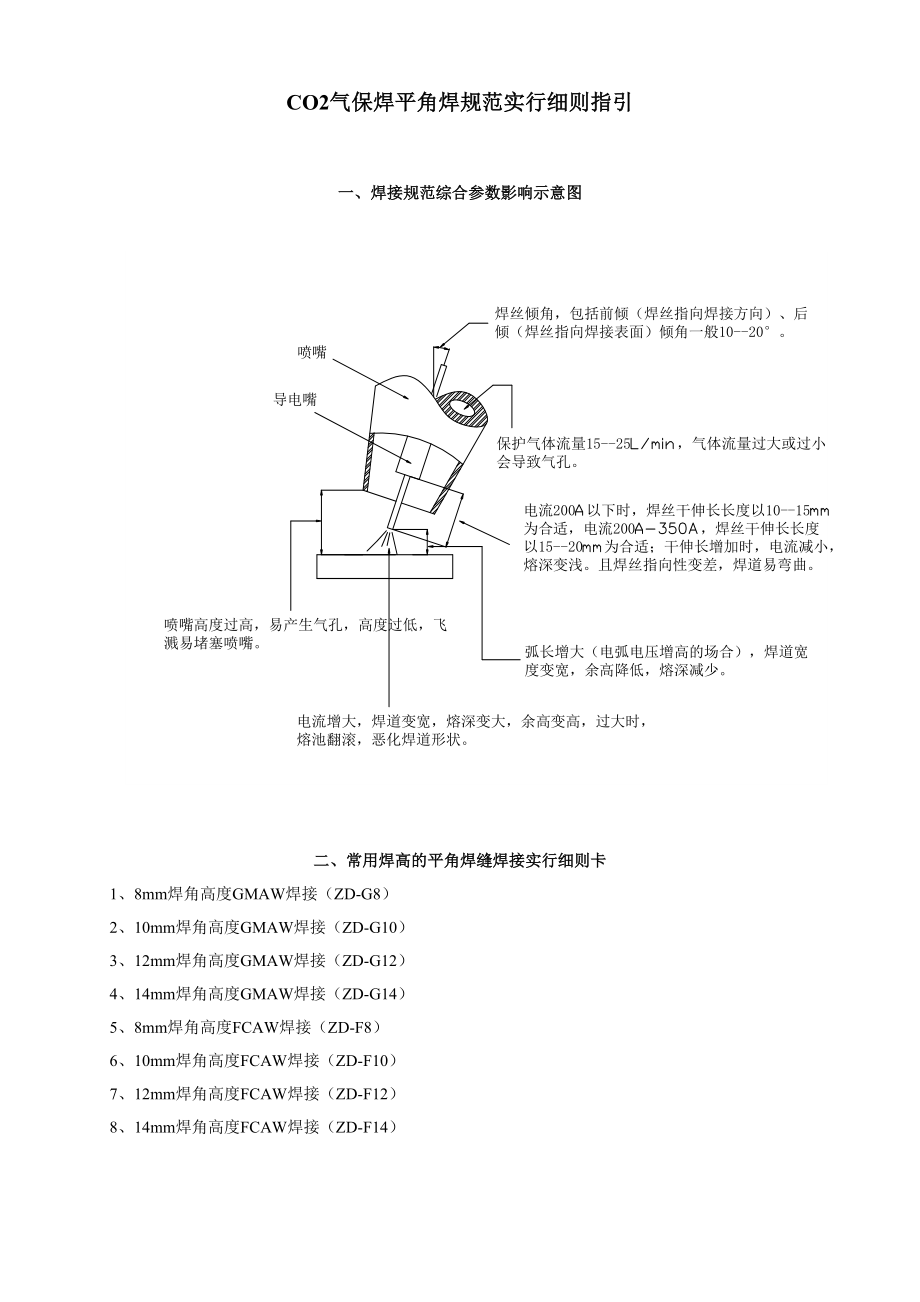

![施工现场电焊工考试题库强化复习题及参考答案[60]](/Images/s.gif)