 六西格玛的分析方法和管理
六西格玛的分析方法和管理

《六西格玛的分析方法和管理》由会员分享,可在线阅读,更多相关《六西格玛的分析方法和管理(29页珍藏版)》请在装配图网上搜索。
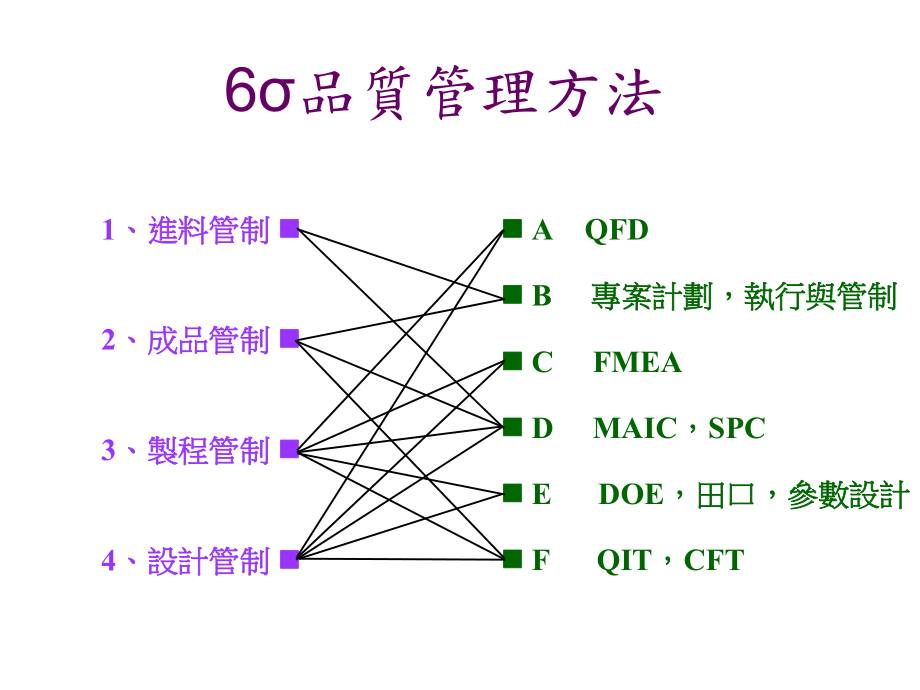
1、1、進料管制、進料管制 2、成品管制、成品管制 3、製程管制、製程管制 4、設計管制、設計管制 A QFD B 專案計劃,執行與管制專案計劃,執行與管制 C FMEA D MAIC,SPC E DOE,田口,參數設計田口,參數設計 F QIT,CFT 6品質管理方法CHAMPION強式領導,負成敗之責。MASTER BLACK BELT專業知識,提供技術支援 能以文字和統計來溝通。BLACK BELT通過嚴格評鑑(負責訓練、綠帶和監督)。GREEN BELT幾乎與黑帶相似技巧,但不及黑帶深度 知能。TEAM MEMBER對技術有基本認識。改 變 帶 頭 人6之MAIC分析方法步驟1234567
2、891011121314階 段MEASUREMENT量測 (實際問題)ANALYSIS分析(統計問題)IMPROVEMENT改善(統計解決)CONTROL管制(實質解決)關 鍵 步 驟 選擇製程產品特性(了解顧客需求)流程圖建立量測每個不良機會率(DPU)檢測每次機會發生不良(DPMO)為其特性建立衡量標準(找出關鍵變數)選擇量測工具了解工具之能力決定其SHORT&LONG TERM製程能力確認每個步驟關鍵變異原因進行試驗以確定其影響為所有變異建立最佳運作參數為所有變異執行適切管制(用SPC來控管)每當製程操作一段期間後需確定其製程能力時常鑑控產品製程特性(用DOE去找關鍵變數之操作視窗)分析
3、工具SPC不良收集表 SPC柏拉圖直方圖Cp分析魚骨圖DOETM與實驗計劃管制圖SPC-6 -5 -4 -3 -2 -1 +1 +2 +3 4 5 6+-製造品質設計品質6-PPM品質計劃6-PPM品質目標一、6品質趨勢(A)品質要求趨勢與優勢(B)製程3與6製程理念 (B-1)以良品率說明3和6品質要求 (B-2)平均值偏離目標1時(3與6良品率比較說明,3品質水準不夠)(B-3)6品質水準含意 (B-4)為何要挑戰6品質?(C)顧客對產品滿意需求二、認識 Cp&Cpk 品質指數(A)終極產品特質(B)符合變異需求之產品/流程特性(C)常態分配機率(D)製程能力(E)認識DPU三、6-PPM
4、品質規劃(A)TQM體制建立(B)6-PPM品質策略規劃(C)6-PPM品質架構(以ISO9001為基礎和TQM架構下推展)四、1998年品質計劃(4-1)品質目標及達成狀況(4-2)品質方針展開(4-3)品質目標值說明(4-4)達成目標策略(4-5)策略規劃說明五、INTERNAL BENCHMARKING PROGRAM(A)設計品質 競爭基準(B)製造品質 競爭基準(C)產品品質 競爭基準(D)品質績效 競爭基準(D)中長期品質目標訂定(E)達成6品質步驟規劃(F)各部門計劃執行規劃(G)全面品質保證系統一、6品質趨勢品質需求 YR.PPM Cp Cpk3.0 1930-1970 66,
5、830 1.00 0.503.5 1970-1980 22,750 1.17 0.674.0 1980-1990 6,200 1.33 0.834.5 1990-1995 1,350 1.50 1.005.0 1995-1997 223 1.67 1.175.5 1997-1998 31.8 1.83 1.336.0 1998-2000 3.4 2.0 1.506-PPM 品質保證為3.4PPM,幾乎全良品,在競爭策略理念下,其產品品質就佔有極強品質競爭優勢。6-PPM表示方法:6 -代表品質出廠水準(1、2、6)愈高愈好。PPM-代表品質出廠水準,保證其產品不會超過幾個PPM。Cpk -表示
6、品質水準之高低、好壞(一切計量,計數值之品質 數據皆可換算為Cpk值)(A)品質要求趨勢與優勢(B)製程3與6製程理念 規格寬度 4 (美國)製程潛力=Cp =1.33(有缺點發生)製程能力 3 規格寬度 6 (日本)製程潛力=Cp =2(無缺點)DFM設計 製程能力 3(B-1)以良品率說明3和6品質要求:3 6 製程或PARTS 良 率 PPM 良 率 PPM 1 99.73%2,700 99.9999998%0.002 10 97.33%26,700 99.999998%0.02 90 78.4%21,600 99.999982%0.183與6良品率比較(B-2)平均值偏離目標1時 3
7、6 製程PARTS 良 率 PPM 良 率 PPM 1 97.72%2,280 99.9999713%0.287 10 79.4%225,974 99.999713%2.87 90 12.55%874,500 99.9974%26 管制界限是以 u 3來訂制,因此,在常態分配下,3品質特性值99.73會落在3,此時不良品頂多是0.27%而已。如此水準夠嗎?NO!CERTAINLY NOT!因為每種產品均由許多零件和許多製程而完成;如上圖顯示:1個零件在3水準時 良品率便有 99.73%而 10個零件在3水準時 良品率只有 97.3%而 90個零件在3水準時 良品率僅有 78.4%而已要是零件品
8、質特性之平均值偏一個,則含90個零件之良品率就會降到12.55%因此,每一個零件或每一個製程祇達到3品質水準是不夠的。(3和6良品率比較)(B-3)6品質水準含義 若製程穩定,生產製品品質特性值標準差相當小,而小到平均值上下6會落在規格內,如此則產品品質會達到什麼程度?(如上圖所示)1個零件、6品質水準良品率 =99.9999998%0.002PPM 即使90個零件 亦 有 良 品 率 =99.999982%0.18 PPM要是平均值偏離標準一個,在90個零件產品中在6品質水準下,其良品率仍有 99.9973%;27 PPM 由此可知,製程能達到6水準,不但不良率幾乎少到接近0,而平均值即使稍
9、偏 移目標值時,其影響亦微不足道。6品質水準,是通往世界品質(BEST IN CLASS)之路,一旦達到此水準,不但 客戶承認品質和服務卓越,更贏得客戶完全滿意。(B-4)為何要挑戰6品質?1.6品質水準為2000年品質趨勢。圖一2.顧客對產品滿意要求,顧客有權期望:a.產品完全沒有故障。b.依承諾準時出貨。c.高可靠度,沒有隱伏性故障。d.維護與服務減至最少。3.MOTOROLA導入6-PPM計劃,不但品質擠身WORLD CLASS之林,瀕臨崩潰企業亦得以此起死回生。4.6品質不但是品質量度亦是企業標竿,而更是使顧客完全滿意法寶。一旦導入,其 DRIVING FORCE 無窮驅使企業訂定長期
10、目標、達成策略、執行績效檢討、PDCA循環作持續改善、不達到目標誓不終止。5.6品質水準,幾乎全良品,實為當今品質競爭優勢所在。(C)顧客對產品滿意需求:(如何留住顧客?)1.產品完全沒有故障。2.依承諾準時出貨。3.沒有隱伏性故障,可靠度高。4.退修與服務減至最少。1.產品故障與生產過程總不良數成正比。2.每台CYCLE TIME與總不良數成正比。3.隱伏性不良與製程總不良成正比。4.DFM設計與維修和服務成反比。1.減少 DPU 減少總不良數 減少產品故障率。2.減少 DPU 減少總不良數 減少每台CYCLE TIME。3.提升可靠度減少總不良數 減少隱伏性故障。4.DFM 減少總不良數
11、減少維修與服務。(1)認知方面 顧客有權期望(2)相關影響方面DFM與生產總不良數(3)經由製程改進達成顧客滿意方面減少DPU 1.顧客滿意是每位員工責任,亦是公司賴以存活關鍵2.不良發生是產品和零件變異遠離目標值,致使其無法執行要求 功能所造成。3.顧客有權要求“OTD”、“ZD”、“可靠度”、零維修和服務。4.一個完美電子產品,須具優越設計寬放,能生產全良品,和在 設計範圍內,操作都永不失效。5.DFM 是締造穩健產品最佳設計方法,亦是減少 CYCLE TIME 和對6品質關鍵達成所在。1.增加顧客滿意度2.減少製造成本3.減少修護保證成本4.增加品質保證5.留住顧客1.高維修保證費用2.
12、高製造成本3.增加資源浪費(檢查、重工)4.增加CYCLE TIME不能按時出貨5.生意喪失給競爭者(4)減少DPU結果會導致 (4)沒有DFM和高DPU效應客戶滿意的品質槓桿根據美國汽車工業小組的調查統計報告,客戶滿意的品質槓桿研究指出,在產品推出到市場的過程中,愈早投入品質的努力,愈能令客戶滿意,品質回收的利益亦愈大。100:1 10:1 1:1 1:1 2 1:1201、產 品 設 計 開 發 階 段2、製 造 工 程 開 發 階 段3、裝 配 生 產 階 段4、客 戶 服 務5、客 訴 抱 怨 處 理1 2 3 4 5 變異-以單位來測定特性 屬性-以參考標準比較來判定其好或壞特性 C
13、p是穩健設計測量 Cpk是被用來測量和管理設計或製造有關變異之能力和不良發生頻率DISSATISFIESTHE CUSTOMERSATISFIESTHE CUSTOMERDISSATISFIESTHE CUSTOMER二、認識 Cp&Cpk 績效指數(A)、終極產品性質-變異(VARIABLE)和屬性(ATTRIBUTE)(B)、符合變異需求之產品/流程特性 VALUES OF A PRODUCT CHARACTERSTIC產品特性值TARGETVALUEMAX.RANGE OF VARIATION MAX ALLOWABLELOWER LMITMAX ALLOWABLEUPPER LMIT若
14、製程是隨機變異u,a固定,此變異使接近-常態分配 (u)MEAN(群體平均)TIGHT DISTRIBUTION(緊密分配)(很小)BROAD DISTRIBUTION(很大)變異-3 -2 -1 TARGET +1 +2 +3 :是測量離勢或變異(變異情形通常以平均值和標準差來表示品質特性值之位置及分散情形)其值愈小愈趨中心分配,品質變異越小越穩定,亦即是平均值愈接近目標值。反之,愈大分配離中心值愈遠品質愈壞。NXXXnxNX2)(1)(2nXX)(ZXP X -2 -1 1 2 X 222)(21xXefx)2(XP2-VALUE-2 常態分配+-:母群體平均數(趨中勢)(=):樣本平均數
15、(品質特性平均值之估計值)(=):(離中趨勢)標準差(母群體)(=)S:樣本標準差(品質特性之估計值)(S=)(C)、常態分配機率 設Z為常態隨機變數則 則 稱Z為標準常態隨機變數 以 代入得221)(2ZeZZ221)(2)(21)(22zezeXzXZaxZ2222)(2X)()(abZaPbaPa b),(aNXaXZZN(0,1)aa 0ab-3-2-1 1 2 3 xx68.26%95.44%99.73%如 a=u-3 b=u+3則 P(u-3xu+3)=P(-3 Z +3)=(1-0.00135)-P(-3Z)=(1-0.00135)-0.00135=0.9973=99.73%例(
16、1)*可將任意常態變數X經由 轉變成標準常態隨機變數此為常態分配標準化過程 因此經由轉換過程再配合常態面積表就可求得所有常態隨機變數之多種機率值 *而Z值亦是用來表示Defects或NON-CONFORMANCE部份,經此轉換便可求出和不良關係和Yield 亦然 由此可求 其機率密度函數為設XN(u,)求3機率值 (u-3)-u (u+3)-u=P(z 1.5*MONITOR各系統推展與其成效 *協助提昇製程能力,使Cpk1.5,而達到 6 品質 *落實SPC,做 到預防性即時回饋 *協助導入TPM 並落實 *協助提昇製程 能力,使 Cpk1.5 *員工發 展計劃*品質資 訊化 4.5 4.1
17、64.18 4.204.14.24.174.44.6 4.74.8 4.154.3 4.19T Q ASQAQSADQAVQAMQASSQATRAINING&EDUCATIONSOPTQASQASSQAMQAVQADQAQSASOP4.14.24.34.44.54.64.74.84.94.104.114.124.134.144.15TOTAL QUALITY ASSURANCESTRATEGY QUALITY ASSURANCEDESIGN QUALITY ASSURANCEVENDOR QUALITY ASSURANCEMANUFACTURING QUALITY ASSURANCESALES
18、/SERVICE QUALITY ASSURANCE STD OPERATION PROCESSQUALITY SYSTEM AUDITManagement Responsibility 管理責任Quality system 品質制度Contract review 合約審查Design control 設計管制Document&data control 文件及資料管制Purchasing 採購Control of Customer-Supplied product 客戶供應品之管制Product Identification&Tractability 產品之鑑別與追溯性Process cont
19、rol 製程管制Inspection&Testing 檢驗與測試Control of INSP Measuring and Test Equipment 檢查量測與測試設備之管制INSP and Test status 檢驗與測試狀況Control of non-conforming product 不合格品之管制Corrective&Preventing action 矯正及預防措施Handling,Storage,Packaging,Preservation&Delivery 搬運,儲存,包裝,保存與交貨(G)TOTAL QUALITY ASSURANCE SYSTEM (ISO 9001
20、)五、INTERNAL BENCHMARKING PROGRAM2.說明:(A)產品設計 BENCHMARKING(1)產品:H/H P/T ORG FAX SCN 、(2)方法:a.零件數(以平均數)b.FTY 計算 c.由FTY計算DPU=-LN FTY d.由DPU和零件數計算其DPMO=DPU x 10 PARTS e.比較其DPMO最小者為BEST-IN-CLASS(3)舉例說明:PRODUCTS PARTS FTY DPU DPMO GRADE HH 50 90%0.105 2,107 4.36 2 PT 60 80%0.223 3,719 4.17 4 ORG 80 78%0.2
21、48 3,106 4.24 3 FAX 452 71.9%0.33 730 4.69 1 61.目的:在各種產品具相等比較基礎上,評估出最優者,作為內部競爭基準 並以此激勵向最佳者看齊,並迅速趕上和超越,以達到彼此學習和共 同進步之目的。(C)產品品質BENCHMARKING(D)品質績效BENCHMARKING是以各廠各產品別之PPM計算其最少者為優以 FACTORY QUALITY RATING 為評估標準註:BEST-IN-CLASS(IN STATES)CALCULATOR:99.652%5 TV.FAX 99.695%6本章摘要:一個優秀的執行長會指定他的一位高層主管,專門督導和支援
22、整個計畫的推動.藉此向整個公司傳達一個訊息,公司是很認真要推行這項計畫.這個人稱為執行捍衛人(Executive Champion).部署捍衛人(Deployment Champion)負責領導,以及貫徹六標準差確實在全公司實行.專案捍衛人(Project Champion)的工作是監督,協助,和財務支援六標準差的各項專案,同時供給各人員操作時之所需.這樣的全面支援,可以使得執行專案的人員無後顧之憂,全力投入手邊的專案.大黑帶(Master Black Belt)是個關鍵人物,六標準差的持續進行,和公司由上至下操作的這種基本改變,都在大黑帶的主要權責之內.黑帶(Black Belt)是真正在做
23、事情的人,是整個專案的關鍵人物,也是六標準差的真正領導人.綠帶(Green Belt)提供黑帶完成專案所需的支援.黑帶受訓主要包含四個階段,正好符合六標準差的四項策略要點:衡量(Measure),分析(Analyze),改進(Improve),以及控制(Control).流程經由此四階段,皆在增加客戶滿意度,以及藉節省成本而增加公司利潤.這四個階段的課程,所包含的東西有統計,數量化標竿分析(quantitative benchmarking),和實驗設計等.本章摘要:DMAIC五大行動步驟為:一.界定(Define):針對流程,界定問題.盡可能把你認為是問題的問題列出來.先從客戶開始,聽聽他們
24、對問題的看法,再來是直接接觸客戶的員工,或是直接和生產產品的機器接觸的員工,聽聽他們對問題的看法.二.衡量(Measure):收集資料,衡量整個流程或操作中,有多少產生誤差的機會.尤其應注重品質關鍵性,也就是影響結果最大的關鍵性質.三.分析(Analyze):分析數據,評估流程的優缺點何在,並和同業比較,找出專案結果最後可以改善的最大限度到哪裏.之後訂出目標數據,亦即你想達成的目標在哪裏.谢谢观看/欢迎下载BY FAITH I MEAN A VISION OF GOOD ONE CHERISHES AND THE ENTHUSIASM THAT PUSHES ONE TO SEEK ITS FULFILLMENT REGARDLESS OF OBSTACLES.BY FAITH I BY FAITH
- 温馨提示:
1: 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
2: 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
3.本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
5. 装配图网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
